Обои имеют кромки, которые следует обрезать с одной или двух сторон в зависимости от сорта обоев и принятого способа наклеивания. Как правило, простые обои наклеивают внахлестку, а среднего и высокого качества впритык. Поэтому в первом случае кромки обрезают с одной стороны, а во втором — с двух.
При обрезке одной из кромок следует знать, с какой стороны нужно обрезать, так как при наклеивании обоев внахлестку кромка накладываемой полосы обоев всегда должна быть обращена к свету, иначе стык будет виден из-за тени от шва. При оклеивании стены, находящейся против окна, и наружной стены, в которой размещены окна, можно обрезать любую кромку. Принято половину кусков обрезать с правой стороны, а вторую половину — с левой, что в значительной степени упрощает обрезку кромок при массовой механизированной работе, обычно выполняемой централизованно в мастерской.
Для механизированной обрезки кромок обоев служит обое-обрезная машина с дисковым ножом, который приводится в действие электродвигателем. При обрезке кромок рулон обоев укладывают на подвески. Пропустив конец полотнища между валиками, закрепляют его в щели разрезного намоточного валика. Проверив положение отрезаемой кромки относительно ножа и уточнив установку полотнища обоев маховичком для перемещения стола, рабочий включает электродвигатель, нажав на педальный включатель. При использовании обоеобрезной машины особое внимание обращают на точную установку и закрепление полотнища на разрезном намоточном валике, так как малейшие перекосы полотнищ обоев ведут к косым срезам кромки, исправить которые удается только ножницами.
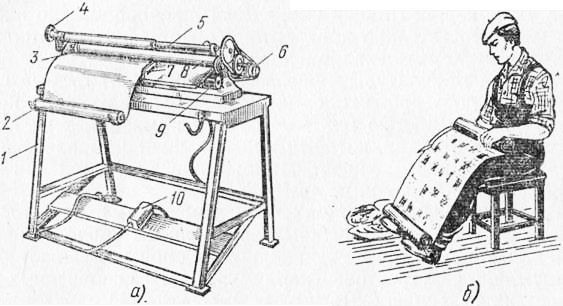
Рис. 1. Обрезка кромок у обоев: а — обоеобрезной машиной, б — ножницами; 1 — станина. 2— подвески для рулонов обоев, 3 — ножевое устройство, 4— маховичок для закрепления разрезного вала, 5 — разрезной намоточный валик, 6 — шкив алектродвигателя, 7— подвижной борт, S —валики, 9 — маховичок для передвижения стола, 10 — педальный включатель
Для ручной обрезки применяют конторские ножницы с удлиненными лезвиями.
Обои с обрезанными кромками упаковывают в пачки по рисункам и расцветкам и до употребления хранят в кладовой.
В настоящее время в районах, где строится большое количество жилых домов, организуют мастерские по раскрою и комплектации обоев для оклеивания каждой квартиры. Эти мастерские при отсутствии централизованных цехов организуют в одной из квартир 2-го этажа строящегося дома.
В комнате площадью 18—20 м2 устанавливают комплект оборудования: обоеобразной станок, раскройный стол, приставку — приспособление для одновременного раскроя нескольких кусков, два столика для укладки рулонов обоев в процессе их обработки и два стеллажа для хранения обоев, поступающих со склада, а также комплектов обоев, подобранных для каждой квартиры. Весь инвентарь мастерской складной, что облегчает его транспортирование.
На некоторых строительных площадках комплектовочная мастерская размещается в специально изготовленном вагоне, который можно перемещать в пределах строительной площадки трактором.
Процесс подготовки и комплектования обоев состоит в следующем: на каждый дом или группу однотипных домов составляют поквартирные планы с указанием количества обоев, необходимого для каждого отдельного помещения квартиры, и присвоенного обоям номера. Одновременно с этим в мастерскую выдают ведомость обоев с наклеенными образцами и с номером для каждого вида обоев. Подготавливают и раскраивают обои двое рабочих. Оборудование мастерской состоит из раскройного стола, к левой стороне которого прикреплена металлическая решетка, а к правой —- нож; приставки для одновременной укладки восьми рулонов обоев; подставки для упаковки обоев; стеллажей для хранения комплектов. Куски обоев с обрезанными кромками укладывают на приставку. Для раскроя по длине рабочий на раскройном столе раскатывает полотнища всех кусков на необходимую длину и укладывает их, пригоняя по рисунку. Раскатанные и подобранные полотнища, закрепленные с двух сторон металлическими зажимами, обрезают с левой стороны лезвием остро отточенного ножа, перемещаемого по одной из прорезей решетки стола, а с правой — резаком. Нарезанные полотнища комплектуют на квартиру, связывают в пачки и хранят на стеллажах.
В настоящее время обойные фабрики поставляют на строительство обои не в кусках, а в бобинах; в частности Московская обойная фабрика выпускает бобины, каждая из которых содержит до 750 м обоев.
При раскрое обоев в бобинах значительно снижается количество отходов.
С выпуском обойными фабриками обоев в бобинах значительно усовершенствовано оборудование централизованных цехов.
Трест «Мосотделстрой» № 4 (Москва) организовал цех централизованной подготовки обоев, в котором установлены два обое-обрезных станка, два раскройных стола и стеллажи для хранения заготовленных комплектов обоев. Обоеобрезные станки имеют подставку для бобин и снабжены самозатачивающимися ножами. Производительность каждого станка 1500—2000 м2 обоев в смену.
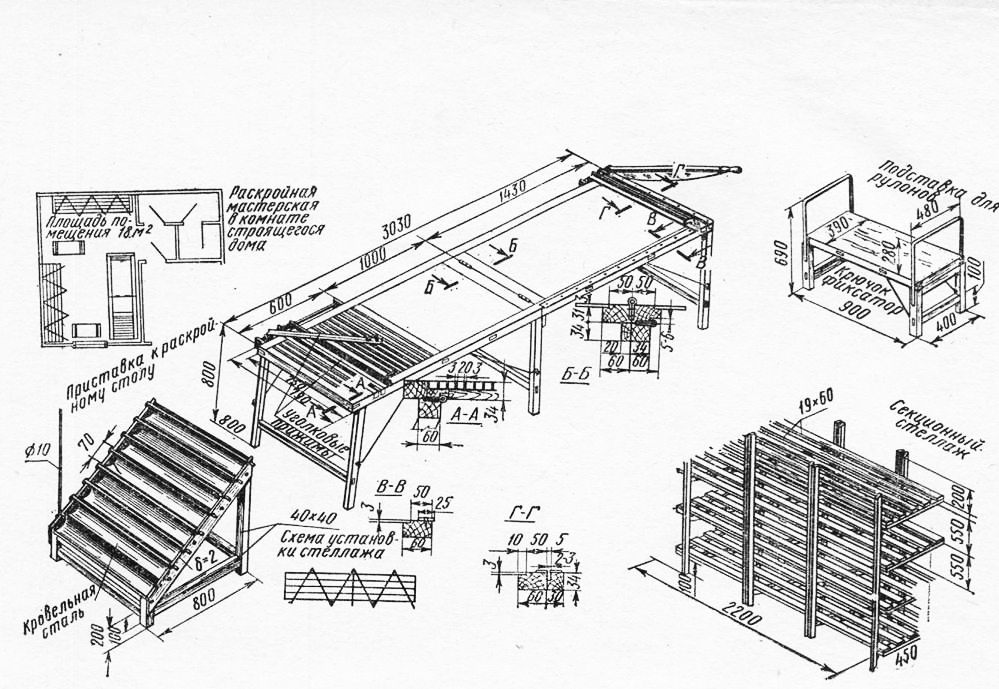
Рис. 2. Оборудование мастерской для раскроя обоев на строительной площадке
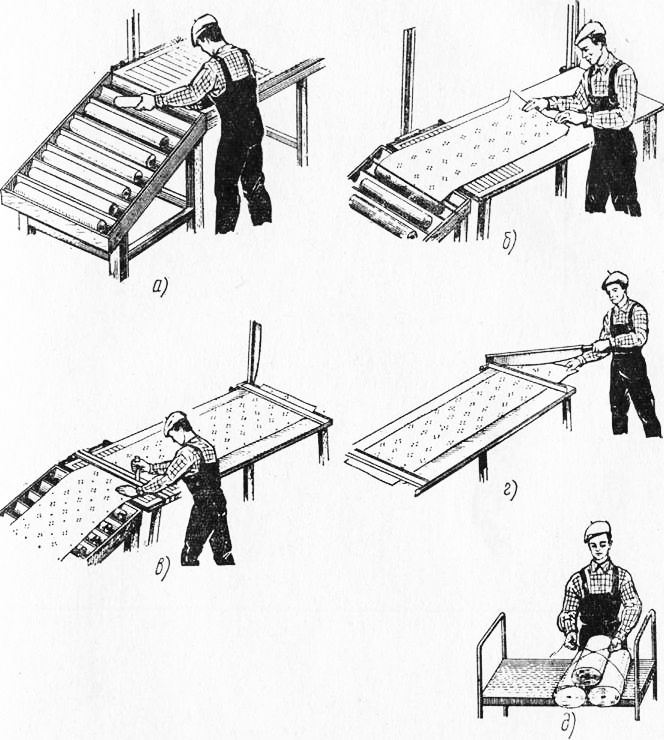
Рис. 3. Процесс комплектации обоев: а — укладка рулонов в приставку, б — пригонка обоев по рисунку, в — отрезка полотнищ от рулонов, г — отрезка другого конца полотнищ, д — упаковка комплектов обоев на квартиру
Конструкция раскройных столов позволяет одновременно раскраивать обои с четырех-пяти бобин, укладываемых на консоли металлической приставки (рис. 169). Подготовленные обои комплектуют, сворачивают в пакеты и перевязывают тесемкой, делая на каждом надпись с указанием количества полотнищ и адресата.
Подготовка и комплектация обоев производятся по поступающим в цех заказам, в которых указываются наименование объектов, номер квартиры, рисунок и цвет обоев, количество полотнищ с правой и левой кромками и длина полотнищ.
Рис. 4. Обоеобрезной станок с приставкой для бобин обоев
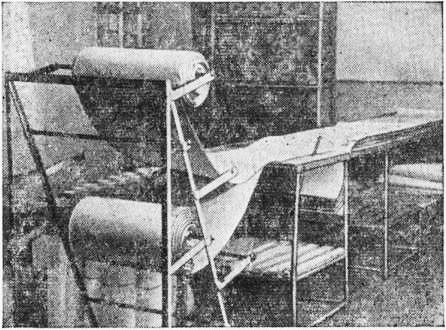
Рис. 5. Раскройный стол для обоев с металлической приставкой
Еще более совершенная установка — полуавтомат для централизованной заготовки — представлена на рис. 170.
Полуавтомат состоит из трех узлов: станины для установки разматываемых бобин обоев, приводной станции и намоточного механизма. Перед каждой бобиной расположено режущее устройство (дисковый нож) для обрезки кромок. Полотнища обоев объединяются в пачку и протяжными валами направляются к намоточному механизму. Для поперечного раскроя обоев служит гребенка для перфорации обоев, которая просекает отверстия в полотнище, в результате чего полотнище может быть оторвано в строго определенном месте. Перфорированные обои с обрезанными кромками намоточным механизмом сматываются в рулоны, комплектуются по заказам, укладываются в контейнеры и направляются на объекты.
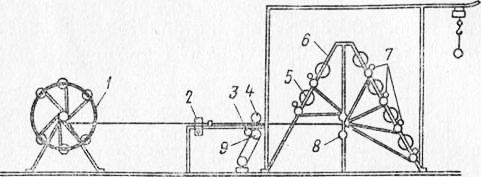
Рис. 6. Схема полуавтомата для раскроя обоев и обрезки кромок: 1 — намоточный механизм, 2 — гребенка для перфорации обоев (просечки), 3 — счетный механизм, 4 — ведомый вал, 5 — бобина на кронштейнах, 6 — рама для установки бобин обоев, 7 — приспособление для обрезки кромок, 8 — валы, собирающие полотнища обоев в пачку, 9 — ведущий вал
Производительность полуавтомата — до 1,5 млн. м2 обоев в год.
Внимание!!! ЗАДАНИЕ!!!