Т-образные пазовые фрезы служат для получения Т-образных пазов на деталях станков (рис. 27). Они имеют цилиндрический или конический хвостовик и с учетом их назначения удлиненную шейку. Зубья на рабочей части выполняют наклонными с чередующимся направлением наклона и удалением торцовых режущих кромок, на которых передний угол получается отрицательным. Делают рабочую часть или из быстрорежущей стали, или со сменными многогранными пластинами. Разновидностью Т-образных пазовых фрез являются грибковые фрезы. При тех же конструктивных исполнениях отличаются только иными отношениями ширины рабочей части фрезы к ейдиаметру. Применяют грибковые фрезы дня получения пазов на вертикально-фрезерных станках и многоцелевых станках фрезерно-расточной группы (рис. 28). Заменяя дисковые пазовые и трехсторонние фрезы, они позволяют упростить установку обрабатываемой детали на станке, обеспечивают автоматизированную замену инструмента.
Угловые фрезы
Угловые фрезы отличаются тем, что режущие кромки у них лежат на одной иди двух конических поверхностях. Соответственно различают одноугловые и двухугловые фрезы (рис. 29). У одноугловых фрез торец или плоский, или на нем также выполняют зубья. Двухугловые фрезы могут иметь симметричный или несимметричный профиль.
Выполняют угловые фрезы или насадными подобно дисковым, пли с xвoстовиком Насадные фрезы изготавливают большей частью цельными из быстрорежущей стали с остроконечными зубьями. Основная область применения насадных угловых фрез - образование зубьев на режущих инструментах (рис. 30).
Для получения пазов типа «ласточкин хвост» на деталях станков и приспособлений предусмотрены стандартные одноугловые фрезы с цилиндрическим или коническим (конус Морзе) хвостовиком (см. рис. 29г).
С помощью угловых фрез выполняют также канавки У-образного профиля и обрабатывают плоскости небольшой протяженности, расположенные пол углом к основным поверхностям детали и координатным осям станка, например, получают фаски (рис. 31).
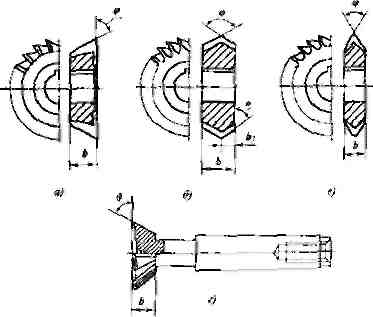
Рис 29. Угловые фрезы: а, г - одноугловые; б - двухугловая несимметричная; в - двухугловая симметричная
Фасонные фрезы
Как свидетельствует их название, фасонные фрезы служат для получения линейчатых контуров вплоть до самых сложных, открытых и замкнутых. Выполняют фасонные фрезы цельными, насадными из быстрорежущей стали, облетая тем самым ах изготовление (рис. 32).
Зубья имеют затылованную форму, ею максимально упрощает переточку инструмента в процессе его эксплуатации. Переточкой но передней поверхности, которая является плоскостью, при такой конструкции зубьев восстанавливается любой профиль режущих кромок.
При затыловании заднюю поверхность зубьев получают при согласованном повороте обрабатываемой заготовки и поступательном радиальном движении заголовочного резня, В результате затылованные зубья во всех диаметральных сечениях имеют одинаковый контур, повторяющий профиль резца, что и дозволяет при переточке по передней поверхности сохранять постоянство профиля режущих кромок фасонного инструмента.
Осуществляют затылование на специальных токарно-затыловочных станках по схеме, представленной на рис. 33, резцами сувеличенными задними углами α. Причина необходимости в увеличенном заднем угле в том, что в пpoцecce затылования он уменьшается на величину заднего угла затылуемого инструмента αв, в связи с его поступательным движением, сочетающимся с вращением заготовки.
Особенностью токарно-затыловочных станков является наличие механизма затылования. Резцовая каретка станка с установленным на ней инструментом совершает возвратно-поступательное движение, задаваемое дисковым кулачком. Вращение кулачка связано с вращением шпинделя с помощью гитары. Гитару настраивают так, чтобы за один оборот шпинделя с заготовкой кулачок совершил количество оборотов равное числу зубьев инструмента
nk=nuz,
где z -число зубьев затылуемого инструмента.
Кулачок имеет рабочий участок, очерченный по архимедовой спирали и участок отвода резца (холостого кода), выполняемый со произвольной плавной кривой. Угол рабочего участка φр отвечает центральному углу затылуемого зуба εр при некотором его перекрытии (на 1...2º), угол участка холостого хода φx, определяется нейтральным углом впадины между зубьями εx. Основными являются кулачки с φx= 60º и с φx= 90º, которые обеспечивают относительно плавную работу. Первые используют для затылования зубьев с высотой профиля до 15 мм, вторые - при высоте профиля зубьев свыше 15 мм. Величина заднего угла на вершине зуба в направлении затылования определяется формулой
где k - паление затылка, которое представляет отрезок, отсекаемый продолжением кривой ззтылования на передней поверхности следующего зуба; z - число зубьев затылуемого инструмента; d - его диаметр.
Для оформления задней поверхности затылованных зубьев в большинстве случаев используют архимедову спираль, уравнение которой в полярных координатах

где Rв - радиус вектор; Аа - постоянный параметр; φ - полярный угол.
Как следует изформулы приращение радиуса вектора прямо пропорционально увеличению полярного угла, то есть архимедова спираль образуется при со» вмещении равномерного вращения и поступательного перемещении какой-либо точки, что определяет простоту её получения.
Поскольку при одном и том же значение радиуса кривизна архимедовой спирали и кривизна дуги окружности различны, между касательными, проведенными к этим кривым а точке их пересечения, образуется некоторый угол, который на зубережущего инструмента будет задним углом а,-
Кроме фасонных ими румяной затылованные зубья не получили сколь-либо широкого применения, так как они имеют ряд серьезных недостатков. При раннем диаметре число зубьев у затылованных фрез приходится делать меньшим, чем у фрез с остроконечным зубом, так как их толщину приходится увеличивать для создания запаса на переточки. При переточках приходится удалять большую толщину слоя, гак как основной износ происходит по задней поверхности инструмента. Для затылования требуется специальный станок.
Затылованные зубья из-за технологических сложностей часто приходите я выполнять нешлифованными. Остающийся в результате после термообработки. обезуглероженный слой снижает стойкость инструмента. Сохраняется также искажение профиля фрезы из-за его деформирования под воздействием термических напряжений.
Контрольные вопросы
- Назначение отрезных и прорезных фрез.
- Конструкция дисковых отрезных и прорезных фрез.
- Крепление дисковых фрез на станках.
- Дисковые сегментные пилы, конструкция и область применения.
- Назначение дисковых пазовых фрез.
- Материал и конструкция дисковых пазовых фрез.
- Решения, обеспечивающие повышение точности работы дисковых пазовых фрез.
- Конструктивное исполнение и облает» применения дисковых двух- и трехсторонних фрез.
- Назначение цилиндрических фрез. Что ограничивает возможность их использования.
- Способы крепления ножей в спорных дисковых и цилиндрических фрезах. Конструкции и материал рабочей части торцовых фрез.
- В чем преимущество торцовых Фрез в сопоставлении с цилиндрическим и фрезами,
-- Способы установки сменных многогранных пластин а корпусах торцовых фрез.
- Способы закрепления торцовых фрез на станках.
- Виды работ, выполняемых концевыми фрезами.
- Конструктивное исполнение концевых фрез.
- Особенности конструкции обдирочных концевых фрез.
- Шпоночные фрезы. Их конструктивные особенности и принцип работы.
- Назначение к конструктивное исполнение Т-образных пазовых фрез.
-Виды угловых фрез, их назначение к конструктивное исполнение.
- Конструкция фасонных фрез.
- Почему фасонные фрезы выполняют с затылованными зубьями?
- В чем состоит принцип затылования?
- Что такое падение затылка?
- Каковы недостатки инструментов с затылованными зубьями?