Лекция 1.1. Основные движения и системы координат станка с ЧПУ
 Для обработки заготовок на станках с ЧПУ, также как и на универсальных станках, не- обходимо сообщить режущему инструменту и заготовке определенный, как правило доста- точно сложный, комплекс согласованных друг с другом движений. Рассмотрим эти движения с помощью опорной блок схемы.
Для обработки заготовок на станках с ЧПУ, также как и на универсальных станках, не- обходимо сообщить режущему инструменту и заготовке определенный, как правило доста- точно сложный, комплекс согласованных друг с другом движений. Рассмотрим эти движения с помощью опорной блок схемы.
 |  | ||
Функционирование станка с ЧПУ в принципе невозможно без использования определен- ной системы координат, с помощью которой устанавливаются пространственные координа- ты любой точки в пределах рабочей зоны станка. Рассмотрим системы координат используе- мые на станках с ЧПУ с помощью опорной блок схемы.





 Дополнительные поворотные оси координат
Дополнительные поворотные оси координат
Несмотря на то, что с помощью 3-х координатной прямоугольной системы координат описывается положение любых точек в геометрическом пространстве, в современной меха- нообработке часто возникает необходимость в изготовлении столь сложных поверхностей, что их невозможно изготовить на станке, используя перемещение исполнительных органов только по трем осям координат.
 В таких ситуациях используют пространственную прямоугольную систему координат с
В таких ситуациях используют пространственную прямоугольную систему координат с

 |
 | |||||
 |  | ||||
дополнительными осями координат. Дополнительные оси координат являются поворотными осями, которые располагаются вокруг основных линейных осей X, Y и Z (см. рис. 2). Ось вращения вокруг оси X обозначается как ось А, ось вращения вокруг оси Y – как ось В, ось вращения вокруг оси Z – как ось С.
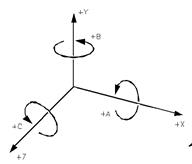 Координаты по поворотным осям также могут иметь как положительные, так и отрица- тельные значения. За положительное направление (от «минуса» к «плюсу») поворотной ко- ординатной оси принимается направление по часовой стрелке, если смотреть на ось враще- ния в положительном направлении соответствующей ей линейной оси.
Координаты по поворотным осям также могут иметь как положительные, так и отрица- тельные значения. За положительное направление (от «минуса» к «плюсу») поворотной ко- ординатной оси принимается направление по часовой стрелке, если смотреть на ось враще- ния в положительном направлении соответствующей ей линейной оси.
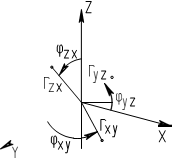
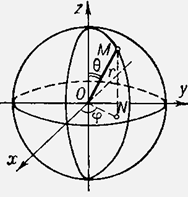
Рис. 3. А Прямоугольная система координат с дополнительными поворотными осями.
Рис. 3. Б Пространственная полярная система координат
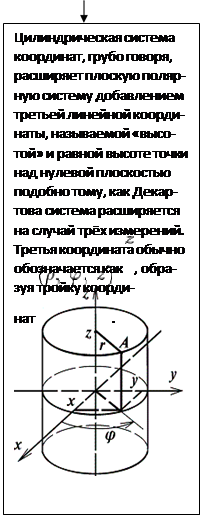
Прямоугольную систему координат с дополнительными поворотными осями можно также представить также как пространственную полярную систему координат (см. рис. 3).
Координатная система станка с ЧПУ
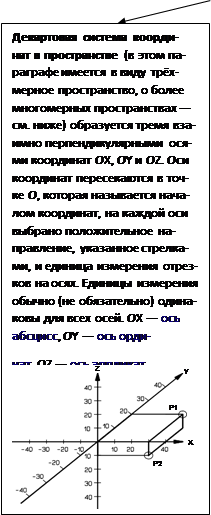
Для станков с ЧПУ принята единая система координат, рекомендуемая Международной организацией по стандартизации (ISO), – прямоугольная система координат. Число коорди- натных осей, их расположение в пространстве и начало отсчета (нулевая точка станка) уста- навливаются производителем станка и не подлежит изменению пользователем. Система ко- ординат станка является основной расчетной системой для ЧПУ, в которой определяются предельные перемещения, начальные и текущие положения исполнительных органов станка. Для удобства программирования процесса обработки в станках с ЧПУ принято коорди- натные оси всегда ориентировать параллельно направляющим станка. В зависимости от типа станка расположение осей координат в пространстве может быть различным, но существуют
следующие общие правила.
1. Ось Z всегда совмещена с осью вращения шпинделя. Ее положительное направление всегда совпадает с направлением перемещения от устройства для крепления заготовки к ре- жущему инструменту.
2. Если в системе координат станка имеется хотя бы одна ось, расположенная горизон- тально и не совпадающая с осью вращения шпинделя, то это будет обязательно ось X.
3. Если ось Z расположена горизонтально, то положительным направлением оси X счи- тается направление перемещения вправо, если встать лицом к левому – относительно перед- ней плоскости – торцу станка. (Передняя плоскость станка – сторона, с которой располага- ются пульт и основные органы управления станком).
4. Если ось Z расположена вертикально, то положительным направлением оси X счита- ется направление перемещения вправо, если встать лицом к передней плоскости станка.
5. Положительное направление оси Y определяется по одному из следующих правил:
–Смотря вдоль оси Z в положительном направлении, мысленно повернуть ось X на 90° по часовой стрелке вокруг оси Z.
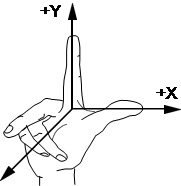
–Правило правой руки: если мысленно поместить ладонь правой руки в начало коор- динат таким образом, чтобы ось Z выходила из ладони перпендикулярно ей, а ото- гнутый под углом 90° к ладони большой палец показывал положительное направле-
ние оси X, то указательный палец будет показывать положительное направление оси Y.(рис. 4)
Положение и обозначение координатных осей в станках с ЧПУ
По технологическим признакам и возможностям станки с ЧПУ классифицируются по группам так же, как универсальные станки. При этом в зависимости от компоновки станка с ЧПУ меняется вид и пространственное расположение его системы координат.

 +Z
+Z
Рис. 4. Правило правой руки
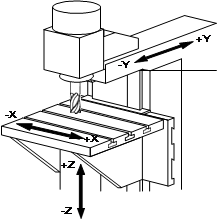
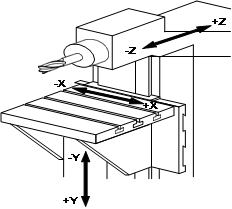
Для фрезерных станков с ЧПУ используется пространственная координатная систе- ма, как правило, прямоугольная. Определяющим фактором для пространственного располо- жения осей координатной системы является ориентация в пространстве оси рабочего шпин- деля. Ось шпинделя фрезерного станка всегда совпадает с осью Z. Положительным направ- лением оси Z является направление от места крепления заготовки на рабочем столе к месту крепления режущего инструмента в шпинделе. Если ось Z (ось шпинделя) расположена вер- тикально, то такой станок является вертикально-фрезерным станком, если ось Z расположена горизонтально, то - горизонтально-фрезерным станком.
А) Б)
Рис. 5. Система координат вертикально-фрезерного станка (А) и горизонтально-фрезерного станка (Б).
Пространственное расположение и положительное направление двух других основ- ных осей координат X и Y определяется в соответствии с «правилом правой руки» (см.4). Если система координат фрезерного станка с ЧПУ содержит больше трех осей, то располо- жение дополнительных осей координат определяется расположением основных осей (см. рис. 5).
Для токарных станков с ЧПУ наиболее распространенной является плоская прямо- угольная система координат с осями Z и X. Как и в случае с фрезерными станками опреде- ляющим фактором для пространственного расположения осей координатной системы явля- ется ориентация в пространстве оси рабочего шпинделя, которая всегда совпадает с осью Z. Положительным направлением оси Z является направление от места крепления заготовки в шпинделе к режущему инструменту. Ось X расположена перпендикулярно оси Z, при этом
 |  | ||
положительное направление оси X совпадает с направлением перемещения, при котором ин струмент отдаляется от заготовки (рис. 6).
А) Б)
Рис.6.. Система координат токарного станка с горизонтальным (А) и вертикальным (Б) расположением шпинделя.
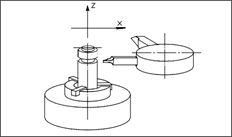
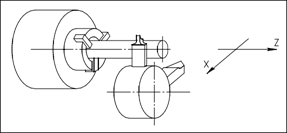
Если рабочий шпиндель токарного станка с ЧПУ управляется с помощью управляю- щей программы, то к двум линейным осям координат Z и X добавляется еще одна координатная ось – ось вращения C (см. рис. 7).
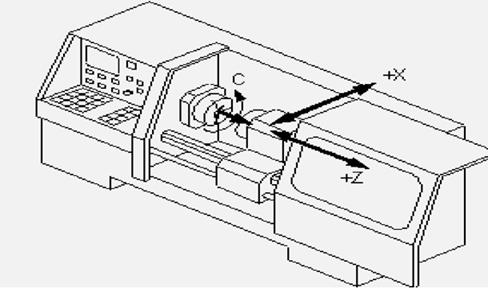
Рис. 7. Система координат токарного станка с программно управляемым шпинделем.
Вопросы для самопроверки.
1. Что такое основное и вспомогательное движение станка? приведите примеры.
2. Основные системы координат, применяемые на станках с ЧПУ
3. Опишите методику определения осей координат металлорежущего станка.
4. Правило правой руки.