Подробности
Подготовка кромок металла под сварку делается с целью обеспечения полного провара металла по всей его толщине и получения: доброкачественного сварного соединения.
Различные виды подготовки кромок металла при сварке стыковых швов показаны на фиг. 49. Скос кромок делается для металла толщиной свыше 5 мм. Угол скоса 70—90° выбирают из расчета возможности свободного доступа к вершине шва и ее проварки.
Скос кромок можно производить различными способами. Самым грубым и малопроизводительным из них является срубание кромок ручным или пневматическим зубилом. При этом способе края кромок получаются неровные. Наиболее ровные и чистые кромки получаются при изготовлении их на специальных кромкострогальных или фрезерных станках. Применение кислородной резки, ручной или механизированной, для скоса кромок является самым экономичным. Шлаки и окалина, остающиеся после кислородной резки, должны быть удалены с помощью зубила и стальной щетки.
Следует уделять большое внимание чистоте кромок, так как загрязненная поверхность кромок металла приводит к плохому провару и образованию в сварном шве неметаллических включений. Поэтому перед сваркой кромки, а также соседние с каждой кромкой участки на ширину 20—30 мм должны очищаться до металлического блеска от окалины, ржавчины, масла, краски и других загрязнений. Очистка от окалины, краски и масла может осуществляться непосредственно пламенем сварочной горелки. При этом окалина отстает от металла, а масло и краска сгорают. После нагрева пламенем поверхность зачищается стальной щеткой.
При сборке деталей под сварку нужно следить за тем, чтобы кромки правильно располагались одна относительно другой, чтобы выдерживались установленные зазоры, не было перекосов и т. д.
Для того чтобы в процессе сварки установленные зазоры и положение деталей не изменялись, перед сваркой делают предварительную прихватку деталей, т. е. свариваемые детали соединяют друг с другом в нескольких местах короткими швами. Длину прихваток и расстояние между ними выбирают в зависимости от толщины свариваемого металла и длины шва. При сварке тонкого металла и коротких швах длина прихваток может быть не более 5 мм. При сварке толстого металла и значительных длинах швов длина прихватки может быть 20—30 мм при расстоянии между ними 300—500 мм. Прихватку следует производить на тех же режимах сварки, что и сварку самого шва, тщательно проваривая участок прихватки. В случае сварки деталей значительной толщины прихватка может заполнять разделку примерно на 2/3 ее глубины.
Порядок постановки прихваток имеет важное значение, особенно при сварке длинных швов.
Проверяют размеры (заготовок, изделий) с помощью контрольно-измерительных инструментов. Масштабные линейки позволяют производить измерения наружных и внутренних размеров и расстояний с точностью до 1 мм. При измерении больших предметов используют рулетки


Рис. Измерения масштабной линейкой
В технике всегда необходима высокая точность. Для более точных измерений служат штангенциркули. Их относят к штангенинструментам и применяют для измерения наружных и внутренних диаметров, длин, толщин, глубин.

Рис. Рулетки: а — кнопочная самосвертывающаяся; б — простая; в — желобчатая, вдвигаемая вручную
Штангенциркуль имеет штангу с двумя неподвижными губками — верхней и нижней. На штанге нанесена шкала с миллиметровыми делениями. По штанге свободно перемещается подвижная рамка с двумя губками, которые называют подвижными, — верхней и нижней. К рамке сзади прикреплен глубиномер, который движется по специальной канавке с задней стороны штанги.
С помощью фиксирующего винта подвижную рамку можно закрепить на штанге в любом нужном положении. Делается это только в том случае, если нужно зафиксировать размер, снять штангенциркуль с детали и прочесть результат измерения. Штангенциркуль при этом удерживают правой рукой за штангу, а рамку перемещают большим пальцем, используя небольшой выступ на ней. Винт на рамке вращают двумя пальцами — большим и указательным.

Рис. Штангенциркуль ШЦ-1: 1 — штанга; 2 — верхняя неподвижная губка; 3 — верхняя
подвижная губка; 4 — подвижная рамка; 5 — винт; 6 — глубиномер; 7 — нониус; 8 — нижняя подвижная губка; 9 — нижняя неподвижная губка

Рис. Приемы измерения штангенциркулем:
а — наружного размера; б — диаметра отверстия; в — глубины отверстия
Для измерения наружных размеров используют нижние губки (рис. а), для внутренних измерений — верхние (рис.б). Глубиномером измеряют глубины пазов и отверстий (рис. в), а также высоты отдельных выступов.
Отсчет показаний штангенциркуля ведут при помощи двух шкал: миллиметровой на штанге и шкалы нониуса, которая нанесена на нижнюю скошенную часть рамки. "Секрет" измерения десятых долей миллиметра кроется в устройстве нониуса. Длина его шкалы, равная 19 мм, разделена на 10 частей, следовательно, цена каждого деления составляет: 19:10 = 1,9 мм. При полностью сомкнутых губках штангенциркуля нулевые (начальные) штрихи нониуса и штанги совпадают (рис. а).
Внимательно присмотритесь к шкалам и вы увидите, что первый штрих нониуса (1,9 мм) немножко не доходит до второго штриха шкалы на штанге (2 мм). Такая особенность нониуса (2-1,9 = 0,1 мм) позволяет производить измерения с точностью до 0,1 мм.
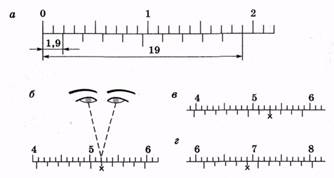
Рис. Устройство нониуса (а) и снятие показаний
штангенциркуля: б) 40 + 6x0,1 = 40,6 мм; в) 39 + 7x0,1 = 39,7 мм;
г) 61+4x0,1 = 61,4 мм
Целое число миллиметров в определяемом размере отсчитывают от нулевого деления на шкале штанги до нулевого деления на шкале нониуса.
Обратите внимание: цифры 1,2,3 и т.д. на штанге обозначают соответственно 10, 20,30 и т.д. миллиметров, а нумерация штрихов на обеих шкалах начинается с нуля.
Установив целую часть размера, ищут ее дробную часть, если нулевой штрих нониуса смещен несколько вправо от найденного штриха штанги. Находят тот штрих на шкале нониуса, который наиболее точно совпадает с любым штрихом шкалы штанги. Например, мы видим (рис. б), что это шестой штрих нониуса. Следовательно, дробная часть размера равна 6x0,1 = 0,6 мм, а весь проверяемый размер — 40 + 0,6 = 40,6 мм. На рисунке в показан размер, который равен 39 + 0,7 = 39,7 мм, на рисунке, г — размер 61,4 мм.
Помните: при отсчете показаний штангенциркуля его нужно держать ровно и строго перед глазами.
При работе со штангенциркулем необходимо быть осторожным, чтобы не пораниться острыми концами его губок или глубиномером.
Кроме перечисленных инструментов, для контроля, например, прямых углов используют слесарные угольники нескольких конструкций. Прием контроля показан на рисунке. Для измерения произвольных углов применяют малки различных видов. Простая малка показана на рисунке. Углы еще можно измерять обыкновенным транспортиром, с которым вы уже знакомы, и угломером.
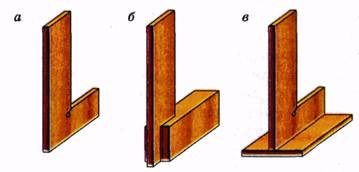
Рис. 41. Слесарные угольники: а — плоский; б — с широким основанием; в — с Т-образным основанием

Рис. 42. Прием контроля прямых углов плоским угольником

Точность и долговечность штангенциркуля и других инструментов зависят не только от качества их изготовления, но и от того, насколько правильно и бережно вы обращаетесь с ними, от ухода и хранения.
На машиностроительных и металлообрабатывающих предприятиях с контрольно-измерительными инструментами работают контролеры станочных и слесарных работ. Они должны знать устройство всех инструментов, правила измерений, настройки и ухода, уметь точно определять качество изготовленных изделий.
Рис. Угломер: 1 — линейка; 2 — транспортир; 3 — заготовка; 4 — указатель угла 
Контрольные вопросы
1. Назовите известные вам контрольно-измерительные инструменты.
2.Сравнивая масштабную линейку и штангенциркуль, найдите преимущества каждого из этих инструментов.
3. Из каких основных частей состоит штангенциркуль?
4. Какие виды измерений можно выполнить штангенциркулем?
5. Почему использование нониуса повышает точность измерений?
6. Объясните последовательность определения размеров с помощью штангенциркуля и приведите примеры расчетов.