Министерство Образования и Науки Республики Казахстан
Атырауский Институт Нефти и Газа
Факультет «Экономики и Информационных систем»
Кафедра: «Информационные системы»
К У Р С О В А Я Р А Б О Т А
На тему: «Разработка системы автоматизации электрообессоливающей установки»
По дисциплине «Системы автоматизированного проектирования»
Выполнил: ст. гр. АУ-05 к\о
Мухамедияров Д.
Проверила: к.т.н.,доцент
Габбасова.Д.
Атырау - 2008
СОДЕРЖАНИЕ
1. Введение.
Основные понятия и определения автоматики.
2. Основной раздел. Электрообессоливающее устройство.
Процесс обессоливания нефтей.
2.2. Основные виды электрообессоливающих установок.
2.3. Установка ЭЛОУ-АВТ-6.
2.4. Расчет электродегидратора.
3. Заключение.
4. Список литературы
Введение
Автоматизация играет решающую роль при организации промышленного производства по принципу: выпуск заданного количества продукции при минимуме материальных затрат и затрат ручного труда. В особенности актуальной автоматизация становится в отраслях промышленности, конечная продукция которых находит массовый спрос у потребителя и используется практический во всех производственных процессах. Автоматизированные системы управления технологическими процессами (в металлургии, машиностроении, нефтегазовой промышленности и др.) являются высшим этапом комплексной автоматизации и призваны обеспечить существенное увеличение производительности труда, улучшения качества выпускаемой продукции и других технико-экономических показателей производства, а также защиту окружающей среды. Особенностью построения любой АСУ является системный подход ко всей совокупности металлургических, теплотехнических, экологических и управленческих вопросов. Специалист в области разработки АСУТП должен владеть теорией автоматического регулирования и управления, разбираться в конструкциях и основах технологии производственных агрегатов, достаточно свободно ориентироваться в работе ЭВМ, математическом и алгоритмическом обеспечения, уметь правильно применять средства информационной и управляющей техники.
Развитие современного производства идет по пути создания высокоэффективных промышленных установок, сопровождается интенсификацией технологических и производственных процессов и систем управления ими. При этом постепенно был осуществлен переход от ручного управления технологическими процессами к автоматизированным и далее – к полностью автоматическим.
Резкое увеличение добычи нефти при сокращении затрат труда рабочих, а также уменьшении суммы капиталовложений в нефтедобывающую промышленность возможно только при всемерном совершенствовании технологии и техники добычи нефти с привлечением новейших достижений в области автоматизации и телемеханизации. Современное нефтедобывающее предприятие представляет собой сложное многоотраслевое хозяйство, рассредоточенное на обширных площадях и в целом являющееся совокупностью основных и вспомогательных технологических объектов.
Основные технологические объекты — это объекты непосредственной добычи, транспорта и первичной подготовки нефти и газа.
Вспомогательные технологические объекты — это объекты обеспечения нормальной работы основных технологических объектов, т. е. газокомпрессорные и насосные станции, котельные установки, энергохозяйство, водоснабжение, объекты поддержания пластовых давлений и др.
В связи с рассредоточенностью скважин и прочих нефтепромысловых объектов на больших площадях, а также непрерывностью и определенной технологической однотипностью работы нефтяных промыслов вместе с необходимостью почти круглосуточного контроля за работой нефтедобывающего предприятия вопросы автоматизации и телемеханизации технологических процессов добычи нефти и попутного газа приобретают очень важное значение.
В настоящее время разработан ряд систем и средств автоматизации и телемеханизации процессов добычи нефти, которые позволяют осуществлять нормальное течение технологических процессов и обеспечивают дистанционный контроль за работой основных и вспомогательных объектов нефтяного промысла в целом.
Для непрерывного рода экономики нашей страны решающее значение имеет непрерывный и быстрый рост производительности труда. Одной из главных предпосылок этого роста является комплексная механизация и автоматизация производства — важнейшее направление экономической политики нашего государства.
Под комплексной механизацией и автоматизацией понимают такой производственный процесс, при котором все операции выполняются машинами или механизмами, а их управление специальными устройствами - автоматами, действующими без непосредственного участия человека.
Если при механизации работ облегчается физический труд, то автоматизация к тому же освобождает работника от непосредственного управления машинами и механизмами. Она также позволяет существенно повысить производительность труда и качество продукции, безопасность работ и культуру производства. Однако стоимость средств автоматизации и. расходы по их наладке и регулированию в ряде случаев могут оказаться достаточно высокими. Поэтому автоматизация производственных процессов должна применяться только при условии экономической целесообразности, а также для освобождения человека от тяжелого или вредного труда. Предпосылкой для автоматизации производственных процессов является полная механизация всех ручных операций, а также широкое применение контрольно-измерительных приборов.
Автоматика—отрасль науки и техники об управлении различными процессами и контроле их протекания, осуществляемых без непосредственного участия человека.
Развитие автоматики способствовало в основном современному техническому прогрессу и определило его главные черты.
Факторами развития автоматики явились: необходимость все более расширенного воспроизводства и повышения качества продукции, а также потребность в совершенствовании труда человека.
Современное производство характеризуется многообразием связей между отдельными процессами и необходимостью их четкой последовательности. Непрерывное и поточное производство, а также высокие скорости протекания отдельных операций вызывают необходимость в сокращении времени перехода от одной операции к другой, повышают требования к быстродействию, точности и объективности управления, которое стало практически невыполнимым для человека.
Массовое производство высококачественной продукции требует контроля практически на всех операциях технологического процесса и при необходимости быстрой перестройки параметров оборудования, что, безусловно, не по силам человеку и должно быть осуществлено без его участия.
В этих условиях на помощь человеку в управлении современным производством (получение информации, ее обработка и воздействие на соответствующие элементы процесса) пришли специальные устройства называемые автоматами. Роль человека при этом сводится только к наблюдению за работой автоматов, их наладке и регулированию.
Одним из основных путей повышения эффективности нефтеперерабатывающего производства является создание автоматизированных систем управления технологическими процессами (АСУ ТП) на базе современных средств автоматизации и вычислительной техники. Управление технологическими процессами с использованием автоматических устройств включает в себя решение следующих основных задач: контроль параметров процессов (температуры и давления в аппаратах, состава и качества жидкостей и газов и т.д.); регулирование параметров (поддержание их в заданных значениях); сигнализацию (оповещение, предупреждение) об отклонениях значений параметров за допускаемые пределы; блокировку (запрещение) неправильного включения оборудования; защиту оборудования в аварийных ситуациях (выключение, перевод на безопасный режим). Автоматизация производственных процессов начинается с постановки задачи, определяющей уровень (степень) автоматизации конкретного объекта, например, технологической установки. Этим определяется направление всей дальнейшей работы, ее объем и стоимость затрат, в частности, на приобретение и внедрение средств автоматизации. Важным в решении задачи автоматизации является выбор управляющей системы, т.е. определение степени участия людей в процессе управления, использования автоматических устройств, средств вычислительной техники.
Все эти вопросы решаются на основании тщательного изучения подлежащих автоматизации процессов. Изучаются свойства исходных, промежуточных и готовых продуктов – их взрыво- и пожароопасность, токсичность, физико-химические свойства. Исследуются (или задаются) статические и динамические характеристики технологических аппаратов, определяются классы и категории производственных помещении по взрыво- и пожароопасности. На основании поставленной задачи и исходных данных разрабатывается проект автоматизации. При этом может учитываться опыт автоматизации аналогичных процессов или установок.
В разработке управляющей системы для технологической установки можно выделить следующие основные направления:
1) решение вопроса организации управления. Оно может быть местным или централизованным. Управление работой технологических установок, как правило, централизовано и осуществляется из операторских пунктов. С учетом этого решаются и другие вопросы;
2) выбор контролируемых параметров, что должно обеспечить получение наиболее полной измерительной информации о технологическом процессе, о работе оборудования. Контролю, как правило, подлежат основные параметры процесса – температура. давление, уровень и др. Для возможности оценки технико-экономических показателей работы технологической установки и выполнения учетно-расчетных операций необходимо измерять расход и количество сырья, готового продукта, теплоносителей и т.д. Там, где это возможно, необходимо использовать анализаторы качественных показателей – хроматографы, газоанализаторы, концентратомеры, плотномеры, вискозиметры и др., в том числе анализаторы сточных вод и газовых выбросов в атмосферу;
3) выбор регулируемых параметров и каналов внесения регулирующих воздействий;
4) Выбор параметров сигнализации, блокировки и защиты. Эту часть разрабатывают, исходя из требований безопасного ведения технологического процесса с учетом многих факторов: технологического регламента, инструкций по пуску, ведению и остановку процесса, признаков аварийных ситуаций. При этом должны быть учтены различные действующие указания, нормы, правила, технические условия и т.д., распространяющиеся на данный процесс или технологическую установку.
5) выбор средства автоматизации. Средства автоматизации должны выбираться согласно принятым решениям по контролю, регулированию и сигнализации параметров процесса, а также с учетом обеспечения автоматической защиты и блокировки. При этом должны учитываться следующие основные требования:
а) приборы должны выбираться из числа серийно выпускаемых приборостроительной промышленностью, т.е. согласно действующим номенклатурным справочникам;
б) средства автоматизации должны удовлетворять требованиям безопасной эксплуатации их (например, с учетом взрывоопасности процессов принять приборы с пневматической системой дистанционной передачи, электрические приборы в искробезопасном исполнении и т.д.)
в) по техническим характеристикам приборы и другие средства автоматизации должны выбираться с учетом условий эксплуатации: давления, температуры, физико-химических свойств контролируемой среды.
В нашей стране теоретическим и практическим вопросам автоматики придается большое значение. Создан ряд научно-исследовательских институтов в составе Академии наук РК, разрабатывающих теоретические и прикладные вопросы автоматики, а также институты, конструкторские бюро и объединения в составе отраслей промышленности, разрабатывающих прикладные вопросы автоматизации производства.
Поставленные Правительством РК задачи по дальнейшему росту производительности труда, увеличению количества и улучшению качества выпускаемой продукции возможно решить только на основе широкого внедрения автоматики в производственные процессы и внедрить автоматизированные системы в различные сферы хозяйственной деятельности, и в первую очередь в проектирование, управление оборудованием и технологическими процессами. Поднять уровень автоматизации производства примерно в 2 раза. Создавать комплексно-автоматизированные производства, которые можно быстро и экономично перестраивать.
Основные понятия и определения автоматики
Формирование автоматики как самостоятельной отрасли науки и техники сопровождалось установлением определенных общепринятых понятий. Определенность понятий и их точное понимание имеют важное значение, так как методы и средства автоматики нашли широкое применение в различных отраслях народного хозяйства.
Автоматика — отрасль науки и техники об управлении и контроле протекания различных процессов, действующих без непосредственного участия человека. Более конкретное (узкое) определение автоматики — это совокупность методов и технических средств, исключающих участие человека при выполнении операций конкретного процесса.
Автоматизация — процесс, при котором функции управления и контроля осуществляются методами и средствами автоматики. В применении к любому производству автоматизация характеризуется освобождением человека от непосредственного выполнения функций управления производственными процессами и передачей этих функций автоматическим устройствам. Понятие автоматизации имеет широкое содержание, включающее комплекс технических, экономических и социальных вопросов. Техническая направленность автоматизации позволяет организовать технологические процессы с такой скоростью, точностью, надежностью и экономичностью, которые человек обеспечить не может. Экономическая направленность позволяет получить сравнительно быструю окупаемость первоначальных затрат за счет снижения эксплуатационных расходов и повышения объема и качества выпускаемой продукции, а социальная направленность позволяет изменить характер и улучшить условия труда человека.
По степени автоматизации производства различают частичную, комплексную и полную автоматизацию.
Частичная автоматизация — это автоматическое выполнение отдельных производственных операций, осуществляемое в тех случаях, когда определенные технологические процессы вследствие своей сложности или быстродействия невыполнимы для человека. Функции человека при частичной автоматизации определяются технологическим процессом и сводятся к участию в производственных операциях, контроле и управлении. Частично автоматизируется, как правило, действующее производственное оборудование, причем наиболее эффективно автоматизировать технологический процесс, который сравнительно легко можно функционально выделить из общего производства.
Комплексная автоматизация — автоматическое выполнение всех основных производственных операций участка, цеха, завода, электростанции и т. д. как единого взаимосвязанного комплекса. Функции человека при комплексной автоматизации ограничиваются контролем и общим управлением. При комплексной автоматизации отдельные автоматические регуляторы и программные устройства должны быть связаны между собой, и образовывать единую систему управления.
Полная автоматизация — высшая ступень, при которой автоматизируются все основные и вспомогательные участки производства, включая систему управления и контроля. Управление и контроль автоматизируются с помощью вычислительных машин или специализированных автоматических устройств. Функции человека при полной автоматизации сводятся к наблюдению за работой оборудования и устранению возникающих неисправностей.
При определении степени автоматизации следует учитывать прежде всего экономическую эффективность и техническую целесообразность в условиях конкретного производства.
В зависимости от выполняемых функций автоматизация классифицируется на следующие основные виды: управление, контроль, сигнализация, блокировка, защиты и регулирование.
Управление — это совокупность действий, направленных на поддержание функционирования объекта в соответствии с заданной программой, выполняемых на основе определенной информации о значениях параметров управляемого процесса (приведенное определение термина «управление» имеет в основном технический смысл применительно к изучаемому предмету).
Любой процесс управления в каждый момент времени характеризуется одним или несколькими показателями, которые отражают физическое состояние управляемого объекта (температура, скорость, давление, электрическое напряжение, ток, электромагнитное поле и т. д.). Эти показатели в процессе управления должны изменяться по какому-либо закону или оставаться неизменными при изменении внешних условий и режимов работы управляемого устройства. Такие показатели называются параметрами управляемого процесса.
С точки зрения автоматизации производства управление разделяется на автоматическое и полуавтоматическое.
При автоматическом управлении подача команд на управляемый объект осуществляется от специальных устройств либо по заданной программе, либо на основании информации контролируемых параметров. При полуавтоматическом управлении контроль работы управляемого объекта и подачи команд осуществляется частично оператором. Полуавтоматическое управление может быть местным или дистанционным. При местном управлении аппараты
управления и контроля размещаются рядом с объектом, при дистанционном — на любом расстоянии от объекта.
Автоматический контроль — автоматическое получение и обработка информации о значениях контролируемых параметров объекта с целью выявления необходимости управляющего воздействия. Автоматический контроль можно рассматривать как составную часть автоматического управления, так как для протекания процесса по заданной программе необходимо иметь информацию о значениях контролируемых параметров, с тем чтобы оказывать при необходимости управляющее воздействие. Контроль может быть непрерывным и дискретным. Непрерывный контроль — это контроль, при котором контролируемые параметры постоянно сопоставляются с заданными значениями. Дискретный контроль — это контроль, при котором сопоставление параметров осуществляется периодически. Контроль также классифицируется на местный и дистанционный. Местный контроль — это контроль, при котором наблюдение за состоянием параметров осуществляется непосредственно у объекта, при дистанционном контроле наблюдение за состоянием параметров осуществляется на расстоянии от объекта.
Сигнализация — это преобразование информации о функционировании контролируемого объекта (о значении характерных параметров) в условный сигнал, понятный дежурному или обслуживающему персоналу. Сигнализация обычно разделяется на технологическую и аварийную. Технологическая сигнализация извещает персонал о ходе процесса при возможных допустимых отклонениях контролируемых параметров. Извещение может быть в виде световых сигналов (загорание или мигание ламп, табло и т. д.), а также сочетанием световых и звуковых сигналов. Аварийная сигнализация извещает об отклонениях контролируемых параметров технологического процесса за допустимые пределы и необходимость вмешательства персонала. Аварийное извещение должно отличаться от.технологического по своему логическому восприятию. Обычно оно выполняется в виде световых и звуковых сигналов.
Пример технологической и аварийной сигнализации — это функционирование релейной защиты электрической станции. При заданных значениях напряжения и тока постоянно горящее световое табло свидетельствует о нормальном режиме работы высоковольтного оборудования. При отклонении напряжения и тока электрической сети за допустимые значения срабатывает релейная защита и световое табло начинает мигать в сопровождении звуковых прерывистых сигналов.
Блокировка — это фиксация механизмов, устройств в определенном состоянии в процессе их работы. Блокировка позволяет сохранить механизм, устройство в фиксированном положении после получения внешнего воздействия. Блокировка повышает безопасность обслуживания и надежность работы оборудования, обеспечивает требуемую последовательность включения механизмов, устройств, а также ограничивает перемещение механизмов в пределах рабочей зоны. Примером блокировки может служить устройство высоковольтного выключателя. Механизм блокировки устроен таким образом, что включение выключателя возможно только при закрытой лицевой панели.
Автоматическая защита — это совокупность методов и средств, прекращающих процесс при возникновении отклонений за допустимые значения контролируемых параметров. Так, например, при перегрузках или коротких замыканиях в электрических сетях происходит срабатывание определенного вида защиты (тепловой, максимального тока и т. д.) и автоматическое отключение аварийных участков. В ряде случаев устройства защиты одновременно выполняют функции управления. Например, для повышения уровня бесперебойности электроснабжения защитные устройства с одновременным отключением аварийной цепи автоматически включают резервные цепи.
Автоматическое регулирование — это автоматическое обеспечение заданных значений параметров, определяющих требуемое протекание управляемого процесса в соответствии с установленной программой. Автоматическое регулирование можно рассматривать как составную часть автоматического управления.
Параметры управляемого процесса, подлежащие заданным изменениям или стабилизации, называют регулируемыми параметрами.
Устройство, аппарат или изделие, у которых регулируются один или несколько параметров, называют объектом автоматического регулирования.
Устройство, обеспечивающее автоматическое поддержание заданного значения регулируемого параметра в управляемом объекте или его изменения по определенному закону, называют регулятором.
Совокупность объекта регулирования и автоматического регулятора называют системой автоматического регулирования (САР).
В системе автоматического регулирования различают прямую и обратную связь.
Прямая связь — это воздействие каждого предыдущего элемента регулятора на последующий.
Обратная связь — воздействие одного из последующих элементов регулятора на предыдущий. Обратная связь бывает положительной, когда направление ее воздействия совпадает с направлением воздействия предыдущего элемента на последующий, и отрицательной в противоположном случае.
Основной раздел
Процесс обессоливания нефтей
При глубоком обезвоживании некоторых нефтей, в пластовой воде которых содержится мало солей, происходит почти полное их удаление. Однако большинство нефтей нуждается в дополнительном обессоливании.
В некоторых случаях для обессоливания используется термохимический метод, но чаще применяется способ, сочетающий термохимическое отстаивание с обработкой эмульсии в электрическом поле. Установки последнего типа носят название электрообессоливающих (ЭЛОУ).
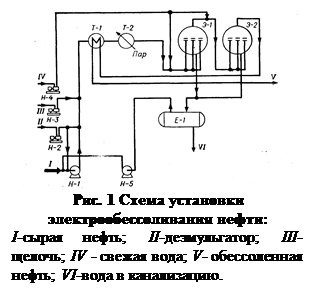 Технологическая схема установки электрообессоливания нефти приводится на рис. 1. Нефть, в которую введены промывная вода, деэмульгатор и щелочь, насосом Н-1 прокачивается через теплообменник 7-1 и пароподогреватель Т-2 в электродегидратор первой ступени Э-1. Здесь удаляется основная масса воды и солей (содержание их снижается в 8-10 раз.) На некоторых установках ЭЛОУ перед Э-1 находится термохимическая ступень. Из Э-1 нефть поступает в электродегидратор второй ступени Э-2 для повторной обработки. Перед Э-2 в нефть вновь подается вода. Общий расход воды на обессоливание составляет 10% от обрабатываемой нефти. На некоторых установках свежая вода подается только на вторую ступень обессоливания, а перед первой ступенью с нефтью смешиваются промывные воды второй ступени. Так удается снизить расход воды на обессоливание вдвое.
Технологическая схема установки электрообессоливания нефти приводится на рис. 1. Нефть, в которую введены промывная вода, деэмульгатор и щелочь, насосом Н-1 прокачивается через теплообменник 7-1 и пароподогреватель Т-2 в электродегидратор первой ступени Э-1. Здесь удаляется основная масса воды и солей (содержание их снижается в 8-10 раз.) На некоторых установках ЭЛОУ перед Э-1 находится термохимическая ступень. Из Э-1 нефть поступает в электродегидратор второй ступени Э-2 для повторной обработки. Перед Э-2 в нефть вновь подается вода. Общий расход воды на обессоливание составляет 10% от обрабатываемой нефти. На некоторых установках свежая вода подается только на вторую ступень обессоливания, а перед первой ступенью с нефтью смешиваются промывные воды второй ступени. Так удается снизить расход воды на обессоливание вдвое.
Обессоленная нефть из Э-2 проходит через теплообменник Т-1, холодильник и подается в резервуары обессоленной нефти. Вода, отделенная в электродегидраторах, направляется в нефтеотделитель Е-1 для дополнительного отстоя. Уловленная нефть возвращается на прием сырьевого насоса, а вода сбрасывается в промышленную канализацию и передается на очистку.