Тема: Анодно-механическая обработка
Физическая сущность
Анодно-механическая обработка основана на комбинированном механическом, электроэрозионном и электрохимическом воздействии на материал снимаемого слоя. С увеличением удельной мощности подводимой в зону обработки, этот метод по характеру электрического воздействия приближается к электроэрозионному, а при снижении удельной мощности – к электрохимическому.
При всех способах анодно-абразивной обработки рабочие зазоры между токопроводящей связкой и деталью весьма малы (0,01…0,03 мм), что обеспечивает высокие плотности тока и интенсивное электрохимическое и электроэрозионное воздействие. В процессе обработки выгорает связка и выкрашиваются изношенные абразивные зерна; это способствует самозатачиванию кругов.
Преимущества АМО: высокая производительность на черновых режимах и высокое качество обработанной поверхности на чистовых режимах, возможность обрабатывать любые труднообрабатываемые металлы и сплавы, сравнительно легко удалять и утилизировать продукты обработки, варьировать режимы обработки в широких диапазонах.
К недостаткам метода можно отнести эксплуатационные неудобства использования жидкого стекла в качестве электролита, сравнительную сложность в эксплуатации и высокую стоимость оборудования.
Технические подробности
Обрабатываемое изделие (анод) и электрод-инструмент (катод) включают, как правило, в цепь постоянного тока низкого напряжения (до 30 в). Электролитом служит водный раствор силиката натрия Na2SiO3 (жидкого стекла), иногда с добавлением солей других кислот. В качестве материалов для электродов-инструментов применяют малоуглеродистые стали (08 кп, 10, 20 и др.). Под действием тока металл изделия растворяется и на его поверхности образуется пассивирующая плёнка. При увеличении давления инструмента на изделие плёнка разрывается и возникает электрический разряд. Его тепловое действие вызывает местное расплавление металла. Образующийся шлам выбрасывается движущимся инструментом. Изменяя электрический режим и давление, можно получить изделия с различной шероховатостью поверхности (до 9-го класса чистоты).
Съем металла при анодно-абразивной обработке обусловлен возникновением в зоне обработки следующих явлений:
а) анодное растворение материала, приводящее к снятию части металла срезаемого слоя и образованию пленки;
б) нагрев материала срезаемого слоя;
в) электроэрозионное разрушение;
г) механическое срезание металла абразивом, предварительно ослабленного анодным воздействием, тепловым и электроэрозионным процессами.
Работа по съёму металла при АМО осуществляется электрическим током в межэлектродном зазоре почти без силовой нагрузки на узлы анодно-механического станка в противоположность металлорежущим станкам, в которых эти узлы сильно нагружены. Интенсивность съёма металла практически не зависит от механических свойств обрабатываемых металлов и инструмента (твёрдости, вязкости, прочности), поэтому АМО целесообразно применять для изделий из высоколегированных сталей, твёрдых сплавов и т. п.
АМО различают по виду используемого для механического воздействия инструмента:
– инструменты из стали, чугуна, меди, латуни, графита. Обработка производится при напряжении 10…12 В с использованием в качестве электролита жидкого стекла (силиката натрия).
– связанный абразив (эта разновидность АМО называется анодно-абразивной); в качестве инструментов при этом используют абразивные или алмазные токопроводящие круги (рисунок 2.21, в) и абразивные бруски (рисунок 2.21, г). Разновидностью этого процесса является схема анодно-механического шлифования неметаллической лентой (рисунок 2.21, д);
– несвязанный абразив (эта разновидность АМО называется электро-химико-механическая). При этом методе обработки анодная пленка удаляется мелкодисперсным абразивом, находящимся во взвешенном состоянии в электролите.
Технологические возможности
Наиболее распространено применение АМО для разрезания труб, заготовок, проката и слитков из труднообрабатываемых сталей и сплавов, а также для вырезания щелей в различных деталях.
Доля механического резания составляет от 2,3 до 25%
Оборудование
Анодно-механические станки изготовляют двух типов: дисковые и ленточные. Дисковые станки применяют для поперечной разрезки проката. Инструментом-электродом служит тонкий стальной диск.
Технологические схемы


Режущим инструментом при разрезке служит стальной диск толщиной 0,5…6 мм и диаметром до 1200 мм (рисунок 25, а). Дисковый электрод-инструмент (катод) вращается со скоростью 10…25 м/с и подается на заготовку. В качестве электролита используется водный раствор жидкого стекла. Съем металла с заготовки происходит за счет анодной пассивации, электротермических явлений и механического воздействия электрода-инструмента на заготовку. Дисковым электродом разрезают заготовки диаметром до 150 мм, а ленточным – до 600мм. Производительность разрезки 2000…6000 мм2/мин.
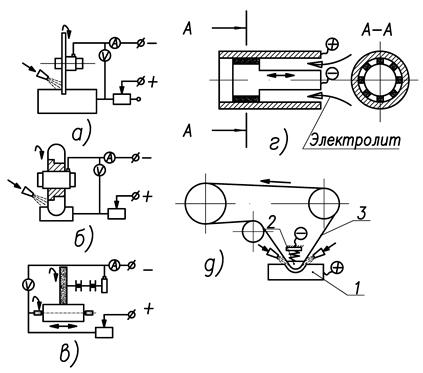
Рис. 25. Типовые схемы анодно-механической обработки: а) - разрезание; б) - обработка фасонной поверхности; в) - шлифование абразивным кругом; г) - хонингование; д) - шлифование лентой
При анодно-абразивном шлифовании (рисунок 25, в) абразивный круг вращается со скоростью 30…40 м/с и является катодом, а обрабатываемая деталь – анодом. При шлифовании используются алмазные круги на металлической связке, круги из электрокорунда, карбида кремния, у которых поры заполнены расплавленным металлом или графитом. В качестве электролита при шлифовании сталей используют 5…10 %-ный раствор азотнокислого натрия с добавкой ингибиторов коррозии. Производительность анодно-абразивного шлифования гораздо выше, чем обычного шлифования и составляет 2000…4000 мм3/мин. Достигается точность обработанной поверхности до 0,003мм, а шероховатость до Ra = 0,16 мкм; не возникает значительных структурных превращений и внутренних напряжений.
Процесс анодно-механического шлифования неметаллической лентой (рисунок 25, д) осуществляется по схеме обычного ленточного шлифования. Деталь 1 является анодом и может совершать колебательные движения. Катодом 2 является медный или твердосплавный копир, прижимающий электронейтральную ленту 3 к детали. Обработка может осуществляться с подвижным (рисунок 25, д) или неподвижным катодом - инструментом.
При электрохонинговании электронейтральные абразивные бруски размещаются на металлической оправке, являющейся катодом (рисунок 25, г).
При анодно-абразивном полировании металлический ЭИ 1 с неэлектропроводными притирами 2 устанавливают над анодом-заготовкой (рисунок 26). Для удаления пассивирующей пленки на заготовке в раствор вводят мелкозернистый абразив 3, шаржирующий эластичные неэлектропроводные притиры из поролона, резины, дерева и других мягких материалов. Абразивом служат шлифовальные порошки из электрокорунда, а также окись хрома. Обработку производят как на постоянном, так и на переменном напряжении от 6 до 18 В в растворах азотнокислого натрия. Данный процесс применяется для полирования листов из нержавеющих сталей и других плоских поверхностей деталей. После полирования достигается шероховатость поверхности Ra = 0,08…0,04 мкм.
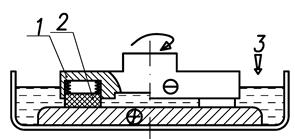
Рис. 26. Схема анодно-абразивного полирования
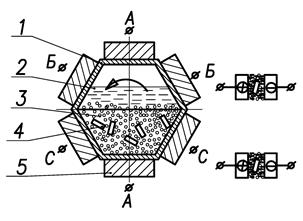
Рис. 27. Схема анодно-абразивного галтования
Удаление заусенцев и скругление острых кромок на мелких деталях производят в галтовочных анодно-абразивных барабанах, рабочая камера которых имеет форму шестигранника (рисунок 27). На перфорированных винипластовых стенках барабана 1 снаружи закреплены металлические пластины-электроды 5. Смежные пластины включают на различные фазы (А, Б, С) вторичной обмотки трехфазного понижающего трансформатора. Барабан заполняют обрабатываемыми деталями 4 и фарфоровыми шариками 3 диаметром 3…5 мм. Электролит 2 вводится в барабан насосом и сливается через открытое отверстие в бак. В процессе галтования детали, являющиеся электродами со свободным потенциалом, подвергаются анодному растворению и абразивному воздействию. Рабочее напряжение на пластинах 8…12 В, ток до 300 А. Продолжительность процесса 1…2 часа.
Анодно-абразивная обработка используется для заточки твердосплавных режущих инструментов, для изготовления точных твердосплавных деталей с шероховатостью поверхности Ra = 0,32 мкм. Увеличения стойкости инструмента до 150%.
Электрофизические и электрохимические методы обработки, общее название методов обработки конструкционных материалов непосредственно электрическим током, электролизом и их сочетанием с механическим воздействием. В Э. и э. м. о. включают также методы ультразвуковые, плазменные и ряд других методов. С разработкой и внедрением в производство этих методов сделан принципиально новый шаг в технологии обработки материалов — электрическая энергия из вспомогательного средства при механической обработке (осуществление движения заготовки, инструмента) стала рабочим агентом. Всё более широкое использование Э. и э. м. о. в промышленности обусловлено их высокой производительностью, возможностью выполнять технологические операции, недоступные механическим методам обработки. Э. и э. м. о. весьма разнообразны и условно их можно разделить на электрофизические (электроэрозионные, электромеханические, лучевые), электрохимические и комбинированные (рис. 1).