Шероховатость поверхности. Влияние качества детали на эксплуатационныесвойства детали.
ШЕРОХОВАТОСТЬ ПОВЕРХНОСТИ
И ЕЕ ВЛИЯНИЕ НА РАБОТУ ДЕТАЛЕЙ
В процессе формообразования деталей на их поверхности появляется шероховатость – ряд чередующихся выступов и впадин сравнительно малых размеров. Шероховатость может быть следом от резца или другого режущего инструмента, копией неровностей форм или штампов, может возникать вследствие вибраций, возникающих при резании, а также в результате действия других факторов.
Влияние шероховатости на работу деталей машин многообразно:
- шероховатость поверхности может нарушать характер сопряжения деталей за счет смятия или интенсивного износа выступов профиля;
- в стыковых соединениях из-за значительной шероховатости снижается жесткость стыков;
- шероховатость поверхности валов разрушает контактирующие с ними различного рода уплотнения;
- неровности, являясь концентраторами напряжений, снижают усталостную прочность деталей;
- шероховатость влияет на герметичность соединений, на качество гальванических и лакокрасочных покрытий;
- шероховатость влияет на точность измерения деталей;
- коррозия металла возникает и распространяется быстрее на грубо обработанных поверхностях;
и т.п.
В техпpоцессепpиноpмиpованиишеpоховатостиpекомендуетсяпpименять высотные паpаметpыRa и Rz
Параметр Rz нормируется в тех случаях, когда прямой контроль Ra с помощью профилометров невозможен.
КОНТРОЛЬ ШЕРОХОВАТОСТИ ПОВЕРХНОСТИ
Контроль шероховатости поверхности может проводиться:
1. Сравнением поверхности изделия с образцами шероховатости поверхности по ГОСТ 9378-93 для конкретных способов обработки. Вместо образцов шероховатости могут применяться аттестованные образцовые детали.
2. Измерением параметров шероховатости непосредственно по шкале приборов (профилометров).либо по увеличенному изображению профиля, или записанной профилограмме сечения, полученным на профилографах.
Если не задано направление измерения шероховатости, то измерения проводят в направлении наиболее грубой шероховатости. При механической обработке - это направление, перпендикулярное к главному движению резания (поперечная шероховатость).
Образцы шероховатости поверхностей (сравнения) по ГОСТ 9378 - 93 (ИСО 2632 - 1. ИСО 2632 - 2) предназначены для сравнения визуально и на ощупь с поверхностями изделий, полученными обработкой резанием, полированием, электроэрозионной.дробеструйной и пескоструйной обработкой.
Базирование деталей тел вращения. Центра и патроны.
Под базированием понимается процесс придания заготовке, детали, сборочной единице, изделию требуемого положения относительно выбранной системы отсчета.
Под базой понимается поверхность или выполняющие ту же функцию сочетание поверхностей, ось, точка, принадлежащая заготовке, детали или изделию и используемая для базирования.
В основе правил базирования лежит известное в теоретической механике положение о том, что свободное абсолютно твердое тело имеет шесть степеней свободы относительно выбранной системы координат, а именно: три перемещения параллельно координатным осям и три вращения вокруг них.
Точность обработки, сложность и конструкция приспособлений, производительность обработки в значительной степени зависят от базирования заготовки.
Базированием называется придание заготовке или изделию требуемого положения в выбранной системе координат.
Закрепление. Приложение сил и пар сил к заготовке для обеспечения постоянства их положения, достигнутого при базировании.
Установка. Процесс базирования и закрепления заготовки.
Погрешность базирования. Отклонение фактически достигнутого положения заготовки при базировании от требуемого.
Погрешность установки. Отклонение фактически достигнутого положения заготовки при установки от требуемого.
При обработке на металлорежущих станках под базированием понимают придание заготовке требуемого положения относительно элементов станка, определяющих движения подач и режущего инструмента.
В зависимости от геометрической формы заготовки применяют различные схемы установки, отличающиеся формой и расположением технологических баз, числом опорных точек на каждой из них, числом лишаемых степеней свободы и схемой закрепления. Ниже приводятся примеры распространенных способов базирования и установки заготовок.
Для заготовок, обрабатываемых на токарных и круглошлифовальных станках и вращающихся относительно продольной оси, применяют установку в патроны (рис. 7).
Детали с центральным отверстием могут устанавливаться на конические внутренние фаски или в центрах. При этом для передачи крутящего момента используют рифленые центры или поводковые патроны (рис. 8). Для деталей малых диаметров применяют обратные центры.
Используя эти способы установки, обрабатывают широкую номенклатуру деталей типа "тел вращения": валов, осей, штоков, плунжеров и т.п.
Установку на внутреннюю поверхность вращения и перпендикулярную к ее оси плоскость выполняют при обработке заготовок деталей с главным центральным отверстием (втулок, гильз,
стаканов, дисков с отверстиями, колец и др.). При обработке вращающихся заготовок их устанавливают в патронах с кулачками в распор по отверстию (рис. 9), на цилиндрических (рис. 10) и конических оправках или оправках с раздвижными элементами.
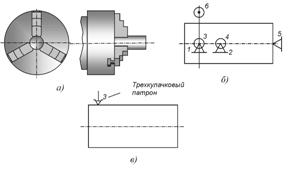
Рис. 7. Установка детали в трехкулачковый патрон. Комплект баз: двойная направляющая (точки 1, 2, 3, 4); опорные (точки 5, 6): а – конструктивная схема; б – теоретическая схема базирования; в - схема установки
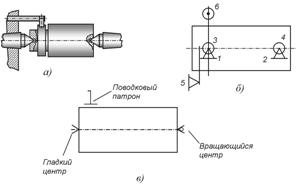
Рис. 8. Установка детали в центрах с поводковым патроном. Комплект баз: двойная направляющая (точки 1, 2, 3, 4); опорные (точки 5, 6): а – конструктивная схема; б – теоретическая схема базирования; в - схема установки
Заготовки, не имеющие вращения при обработке, базируют по наружным поверхностям вращения в призмах (рис. 11) или во втулках.

Рис. 9. Установка детали в трехкулачковомпартоне в разжим. Комплект баз: установочная (точки 1, 2, 3); опорные (точки 4, 5, 6): а – конструктивная схема; б – теоретическая схема базирования; в - схема установки
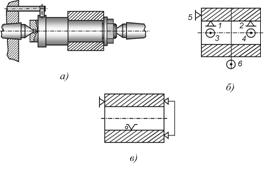
Рис. 10. Установка заготовки на цилиндрической оправке. Комплект баз: двойная направляющая (точки 1, 2, 3, 4); опорные (точки 5, 6):; б – теоретическая схема базирования; в - схема установки