МЕТОДИЧЕСКОЕ ПОСОБИЕ
По выполнению лабораторного занятия № 22 «Технологический процесс изготовления поршней»
МДК 02.01
«Разработка технологических процессов, технической и технологической документации»
Автомобиле- и тракторостроение»
Разработал Сметанин В.Г.
Санкт-Петербург
Методическое пособие содержит
1. Условия работы поршней.
2. Требования к материалу поршней.
3. Требования к механической обработке заготовок поршней.
4. Типовой технологический процесс обработки чугунного поршня для среднеоборотного двигателя в условиях серийного производства.
5. Контроль обработки поршней.
6. Контрольные вопросы.
7. Методика проведения занятия.
8. Рекомендуемая литература.
Условия работы поршней
Поршни двигателей внутреннего сгорания, особенно быстроходных, работают в тяжелых условиях с точки зрения механической и тепловой нагрузки. Горячие газы ускоряют процесс коррозии днища поршня, температура которого достигает в отдельных местах 400…500 °С. Стенки поршня трутся о поверхность цилиндра при значительных давлениях от боковых сил шатуна и линейных скоростях движения. Бобышки поршня испытывают знакопеременную нагрузку.
Требования к материалу поршней
1) хорошая теплопроводность;
2) высокая механическая прочность;
3) достаточная жаропрочность;
4) плотность материала
5) хорошее сопротивление износу и коррозии;
6) невысокий коэффициент трения;
7) коэффициент линейного расширения поршня должен быть близок к коэффициенту линейного расширения материала цилиндра.
В двигателях мало- и среднеоборотных основным материалом служит чугун марок СЧ24 и СЧ28 легированный хромом и другими присадками. Иногда используют высокопрочный чугун. Для отъемных головок поршней больших размеров применяют материалы, не обладающие антифрикционными свойствами, но более жаропрочные: поковки и отливки из легированных сталей 20ХМ, ЗОМ и других, высокопрочного чугуна ВЧ50.
Поршни для легких многооборотных двигателей, а в некоторых случаях и для более крупных двигателей изготавливают из алюминиевых сплавов, преимуществам которых является малая плотность сплавов и высокая теплопроводность. Недостатком алюминиевых сплавов, не считая меньшей сопротивляемости износу, следует считать высокий коэффициент линейного расширения, требующий больших зазоров между цилиндром и поршнем в холодном состоянии.
В быстроходных двигателях литые сплавы вытесняются кованными, обладающими более высокой прочностью: АК4, АК4-1, а также АК2 с пределом прочности Sв = 400…450 МПа.
В качестве заготовок для поршней применяют отливки и штамповки.
В серийном производстве чугунных и алюминиевых поршней широко применяется литье в металлические формы (в кокиль).
Поршни из сплавов АК2 и АК4 изготавливаются штамповкой. При штамповке непосредственно из слитка часто появляются трещины и ухудшается структура; поэтому поршни штампуют из катаных или прессованных заготовок.
На объем и сложность технологического процесса изготовления детали большое влияние оказывают требования к механической обработке. Для большинства ответственных деталей эти требования, как правило, приводятся в государственных или отраслевых стандартах.
Требования к механической обработке заготовок поршней
1) ось отверстия под поршневой палец должна быть перпендикулярна к образующей поршня (во избежание перекоси поршня в цилиндре). Допуск перпендикулярности 0,1...0,15 мм на 1 м длины контрольного валика;
2) ось отверстия под палец должна лежать и папой плоскости с осью поршня. Допуск пересечения осей 0.2...0,3 мм для чугунных поршней и 0,1...0,2 мм для алюминиевых;
3) боковые плоскости канавок для колец должны быть перпендикулярны к образующей поршня. Допуск перпендикулярности 0,02...0,03 мм;
4) контур днища поршня должен быть выдержан с точностью 0,2...0,5 мм.
5) должна быть обеспечена герметичность полости охлаждения;
6) обработка по размерам (рисунок 1) ведется с точностью, указанной в таблице 1;
7) отклонение массы поршня от указанной в чертеже не должно превышать 0,8...1,2 % для алюминиевых и 1...2 % для чугунных поршней;
8) шероховатость обработанных поверхностей обычно аналогична приведенной на рисунке 1.
4.Типовой технологический процесс обработки чугунного поршня для среднеоборотного двигателя в условиях серийного производства
Необходимо учесть следующее:
1) основными обрабатываемыми поверхностями поршней являются поверхности тел вращения; их обработка производится, главным образом, на токарных и расточных станках;
2) поршни являются тонкостенными деталями и поэтому легко деформируются, что затрудняет обеспечение высокой точности обработки. Для ее повышения пользуются вспомогательными, точно обработанными базирующими поверхностями, установка на которые позволяет зажимать поршень без значительных деформаций. Чаще всего за такие базы принимают точно обработанный поясок юбки поршня и ее торец.
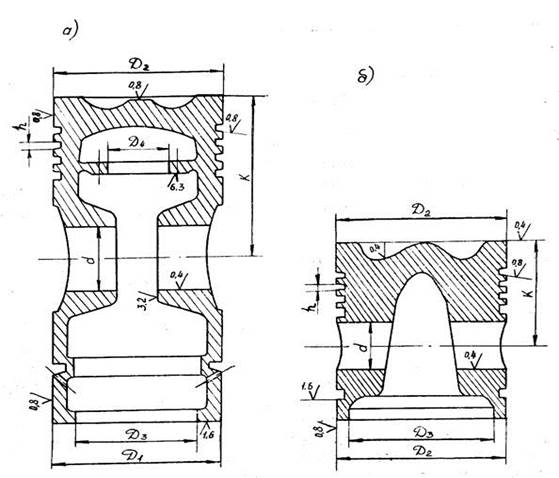
Рисунок 1 - Поршни: а) чугунный литой; б) алюминиевый штампованный
Таблица 1 - Точность обработки поршня
| Размер | Поле допуска | Примечание |
| D1 | h6 | D1 = D – (0,0010…0,0013)D – для чугунных поршней; D1 = D – (0,0018…0,0025)D – для алюминиевых поршней, где D – диаметр цилиндра |
| D2 | h9 | При цилиндрической форме верхней части поршня |
| D3 | H9…H7 | |
| D4 | H11 | На соответствующем размере буртика крышки с11 |
| d | H7 | Для тихоходных двигателей |
| d | H6 | Для быстроходных двигателей |
| h | 3-й класс | 0,020…0,035 мм в зависимости от размера |
| k | ± 0,1…0,05 мм | Для двигателей без регулирующих прокладок |
Последовательность и содержание операций
Операция 05
- проверка отливки; разметка под токарную обработку. Для обеспечения равномерной толщины стенок и днища поршня за базовые берутся внутренние необрабатываемые поверхности. Первоначальную разметку выполняют с укладкой поршня сначала на призмы (в двух положениях, через 90 °), а затем с установкой его на днище. Наносятся продольные и поперечные центровые линии и риски, определяющие припуски по торцам. На зачищенной технологической центровой бобышке на головке поршня намечается центровое отверстие;
Операция 10
- обдирка наружной поверхности и днища (желательно как можно раньше выявить пригодность материала ответственных наружных поверхностей - отсутствие раковин, трещин и т. п.).
Поршень устанавливают прибылью в кулачки планшайбы с выверкой по рискам на верхнем торце и поддерживают задним центром (рисунок 2, а). Такое крепление позволяет вести обработку на производительных режимах без опасения деформировать поршень. Начерно прорезают канавки для колец (это дает возможность удостовериться в хорошем качестве отливки), а также отрезают прибыль и пробное кольцо для проведения испытаний (механических испытаний, структурного и химического анализа; для средних и мелких алюминиевых поршней одну заготовку от каждой плавки разрезают на части и подвергают механическим испытаниям, макроструктурному и химическому анализу).
На чистовую обточку оставляется припуск 2...2,5 мм на сторону;
Операция 15
- черновая расточка внутренних поясков, подрезка нижнего торца и фланца полости охлаждения - производится на токарном или расточном станке. Поршень устанавливается головкой в четырехкулачковый патрон, а юбкой - в люнет 1. За базу принимается вчерне обработанная наружная поверхность (рисунок 2, б);
Операция 20
- черновая расточка и подрезка отверстия для пальца - выполняется на карусельном или расточном станке;
Операция 25
- термообработка для снятия напряжений. Нагрев до температуры приблизительно 500 °С в течение 4 ч, выдержка 6 ч, остывание вместе с печью в течение 10 ч до t = 150 °С (для алюминиевых поршней остывание не с печью, а на воздухе - нормализация);
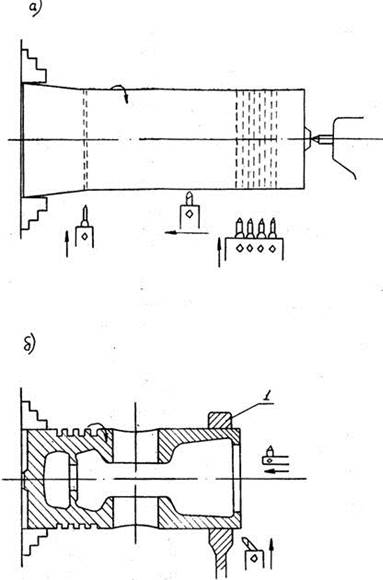
Рисунок 2 - Черновая обработка поршня: а) обточка; б) расточка.
Операция 30
- чистовая расточка внутренних поясков и подрезка нижнего торца и фланца полости охлаждения — выполняется аналогично 3-й операции. Эти поверхности используются в дальнейшем как установочная база для последующих операций;
Операция 35
- чистовая обточка (с припуском на диаметр 0,5...0,35 мм под шлифование), проточка канавок для колец, проточка камеры сгорания (профиля верхнего днища). Операция выполняется на обычных или многорезцовых токарных станках. Подготовленная в 6-й операции установочная база (внутренний поясок и нижний торец) очень удобна для выполнения всей наружной обработки при одной установке.
Поршень ориентируется на центрирующем диске 1 через отверстие в бобышках пальцем 2 и тягой 3 и закрепляется с помощью пневматического цилиндра 4 (рисунок 3).
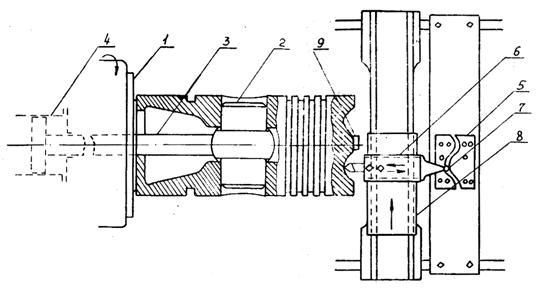
Рисунок 3 - Чистовая обточка поршня
Фасонное днище поршня обтачивают посредством поперечного копира 5, закрепляемого на станине станка.
Верхний суппорт 6отключается от самохода и роликом 7 связывается с копиром; при включении самохода поперечного суппорта 8верхний суппорт 6описывает кривую в соответствии с профилем копира.
Для данных поршней с целью устранения вибраций и усиления устойчивости головку поршня упирают в задний центр с помощью технологической бобышки 9.
Чистовую проточку канавок для колец выполняют набором калибрующих резцов с малой поперечной подачей (около 0,05 мм/об), обеспечивая этим высокую степень точности и шероховатости поверхности;
Операция 40
- расточка (с припуском 0,4…0,5 мм) отверстия для пальца и чистовая подрезка торцов бобышек - производится на карусельном или расточном станке;
Операция 45
- сверление отверстии на фланце полости охлаждения для крепления крышки производится на радиально сверлильном станке с помощью кондуктора. Поршень устанавливается головкой в приспособление;
Операция 50
- гидравлическое испытание полости охлаждения давлением приблизительно 0,6 МПа. Поршни для быстроходных двигателей также подвергаются гидравлическому испытанию, но при этом испытываются только днища поршней. Отверстия в бобышках в этом случае заглушаются;
Операция 55
- сверление наклонных отверстий в канавках под маслосъемные кольца производится на радиально-сверлильном станке с помощью кондуктора. Поршень устанавливается под наклоном на специальном угольнике так, чтобы оси отверстий были перпендикулярными к столу станка. Часто угольники снабжаются целительным приспособлением;
Операция 60
- шлифование наружной поверхности поршня - производится на круглошлифовальном станке (рисунок 4, а). Поршень устанавливается в центры, причем в нижнем торце устанавливается специальный центровой диск 1. Если центровая бобышка на верхнем (днище поршня не срезана, то передний центр упирается в нее, а для привода от поводка 2 на днище устанавливается специальный магнитный упор 3.
В этой же операции зачищают торцом абразивного круга кольцевую плоскость на верхнем торце поршня (она служит установочной базой для расточки отверстия под палец);
Операция 65
- срезка центровой бобышки на верхнем днище поршня (если она не была срезана раньше) — выполняется на токарном станке;
Операция 70
- тонкая расточка отверстия под палец – выполняется на тонкорасточном или планетарно-шлифовальном станке. Установочной базой служит шлифованная кольцевая плоскость на верхнем торце поршня. Правильное положение поршня по отношению к шпинделю станка достигается конусным установочным пальцем 1, вводимым в отверстие под палец со стороны бобышки, противоположной обрабатываемой (рисунок 4, б).
Соблюдение размера к обеспечивается точной установкой шпинделя по высоте.
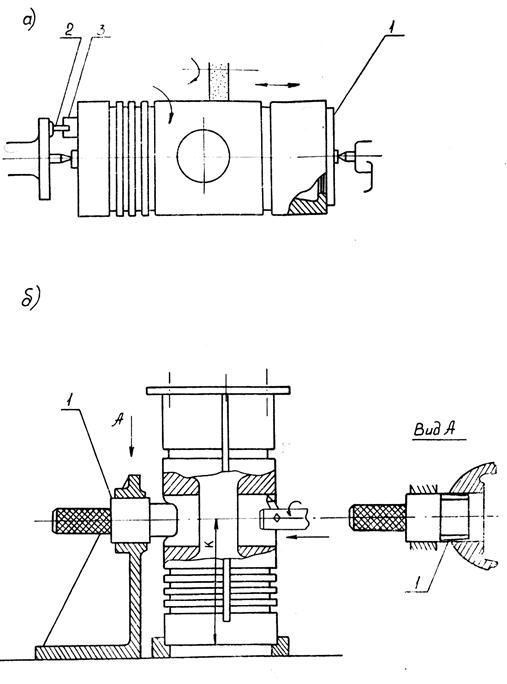
Рисунок 4 - Завершающая обработка поршня: а) шлифование наружной поверхности; б) тонкая расточка отверстий в бобышках
5. Контроль обработки поршней.
Поршень — одна из наиболее ответственных деталей двигателя, поэтому он подвергается тщательному контролю как в процессе обработки, так и после нее.
Окончательный контроль состоит из следующих операций:
1) наружный осмотр с целью проверки шероховатости обработки (по образцу) и выявление дефектов материала и обработки;
2) проверка геометрических размеров отдельных поверхностей с помощью универсального и специального измерительного инструмента;
3) проверка расположения наиболее ответственных поверхностей (например, отверстия в бобышках, образующей поршня и т. н.);
4) проверка массы поршня.
Обработка поршней небольшого размера из алюминиевого сплава при серийном производстве проводится по аналогичной технологической схеме, однако характеризуется применением большого количества приспособлений и полным отсутствием разметки.
6. Контрольные вопросы.
1. Какую нагрузку испытывают бобышки поршня?
2. Какие основные требования к материалу поршней Вы знаете?
3. Какие основные требования к механической обработке поршней Вы знаете?
4. На какие этапы разделена токарная обработка поршня?
5. С какой целью проводится термическая обработка поршня?
6. С какой целью проводится шлифовальная обработка поршня?
7. Что включается в контрольную операцию?