Внутреннее шлифование применяют для получения высокой точности отверстий на заготовках, как правило, прошедших термическую обработку. Возможно шлифование сквозных, несквозных (глухих), конических и фасонных отверстий. Диаметр шлифовального круга составляет 0,7... 0,9 диаметра шлифуемого отверстия. Кругу сообщают высокую частоту вращения: она тем выше, чем меньше диаметр круга.
На рис. 5, а приведена схема шлифования с закреплением заготовки в кулачковом патроне. На внутришлифовальных станках также обрабатывают и внутренние торцовые поверхности. Внутренние фасонные поверхности шлифуют специально заправленным кругом методом врезания.
Внутренние конические поверхности шлифуют с поворотом передней бабки так, чтобы образующая конуса расположилась вдоль направления продольной подачи.
Заготовки больших размеров и массы шлифовать описанными выше методами нерационально. В этих случаях применяют планетарное шлифование (рис. 5, б). Заготовку закрепляют на столе станка неподвижно. Шлифовальный круг вращается вокруг своей оси, а также вокруг оси отверстия, что аналогично движению круговой подачи (положение круга, совершившего в планетарном движении пол-оборота, показано штриховой линией). Планетарным шлифованием можно обрабатывать внутренние фасонные и торцовые поверхности, а также отверстия, положения которых определенным образом связаны друг с другом (например, на деталях типа корпусов).
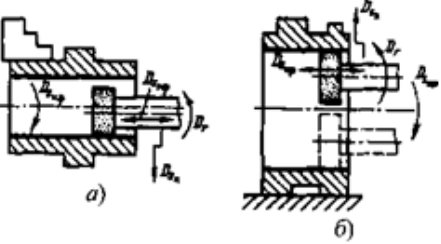
Рис. 5. Схемы обработки на внутришлифовальных станках
При внутреннем шлифовании поверхностей отверстий малых диаметров (в несколько миллиметров) станки снабжают специальными быстроходными шпинделями. Частота вращения круга доходит до 300 000 1/мин.
Бесцентрово-шлифовальные станки
На бесцентрово-шлифовальных станках можно шлифовать наружные и внутренние поверхности цилиндрических деталей, не имеющих центровых отверстий. Схема шлифования на бесцентрово-круглошлифовальном станке наружной поверхности детали с продольной подачей на проход приведена на рис.5. Деталь 3, поддерживаемая опорной призмой 4, располагается между двумя кругами 1 и 2, из которых Рис.5. Схемы шлифования на шлифовальный 1 снимает припуск с бесцентрово-шлифовальном станке заготовки, а ведущий круг 2 сообщает заготовке вращение (круговую подачу) и продольное перемещение (осевую подачу). Продольная подача сообщается шлифуемой заготовке ведущим кругом в результате установки его под некоторым углом а к оси шлифовального круга или при наклоне опорной призмы на угол а.
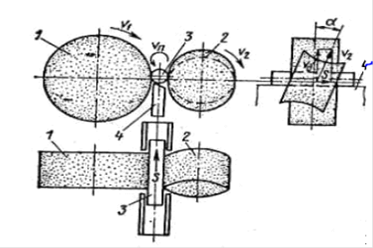
Рис. 5. Схемы обработки на бесцентрово-шлифовальных станках
При обдирочном шлифовании угол α - 1.5... 6°, а при чистовом а = 0,5... 1,5°. В обоих случаях продольную подачу определяют, как произведение окружной скорости ведущего круга и 2 на синус угла наклона а оси круга или призмы:
 =
=  sinα.
sinα.
Для обеспечения цилиндричности ось шлифуемой заготовки должна быть выше центров шлифовального и ведущего кругов примерно на
,15 -0,25 диаметра детали, но не более чем на 10-12 мм (во избежание вибрации).
При шлифовании по методу врезания оси шлифовального и ведущего кругов устанавливают параллельно друг другу. Деталь, опирающаяся на призму, только вращается (осевая подача отсутствует), а поперечная подача на толщину срезаемого слоя производится перемещением ведущего или шлифующего круга в направлении, перпендикулярном к оси обрабатываемой заготовки, точным ходовым винтом.

Рис. 6. Схемы расположения линии центров
Для шлифования наружных поверхностей выпускают универсальные и специальные бесцентрово-шлифовальные станки. В зависимости от расположения линии центров кругов бесцентрово-шлифовальные станки бывают с горизонтальным расположением линии центров (рис. 6, а) применяемым в большинстве станков средних и малых моделей; с наклонным расположением линии центров (рис. 6, б), применяемым в станках крупных моделей, предназначенных для обработки крупногабаритных деталей, а также при обдирочной обработке (угол наклона линии центров в этих станках обычно равен 30°); с вертикальным расположением линии центров (рис. 6, в). Эти станки получили ограниченное применение.
Бывают с горизонтальным расположением линии центров (рис. 6, а), применяемым в большинстве станков средних и малых моделей; с наклонным расположением линии центров (рис. 6, б), применяемым в станках крупных моделей, предназначенных для обработки крупногабаритных деталей, а также при обдирочной обработке (угол наклона линии центров в этих станках обычно равен 30°); с вертикальным расположением линии центров (рис.6, в). Эти станки получили ограниченное применение.
В зависимости от способа поперечной подачи бесцентрово-шлифовальные станки бывают с перемещением ведущего круга и суппорта с опорной призмой относительно неподвижно закрепленной на станке шлифовальной бабки; с перемещением суппорта с опорной призмой и шлифующего круга по отношению к неподвижно закрепленной на станине бабке ведущего круга; с перемещением шлифующего и ведущего кругов относительно неподвижно закрепленного на станке суппорта с опорной призмой; подача на толщину срезаемого слоя и компенсация изнашивания шлифовального круга в этом случае осуществляются перемещением шлифовальной бабки; бабка ведущего круга подается только при наладке на новый размер детали.
По конструкции привода ведущего круга различают станки со ступенчатым и с бесступенчатым регулированием частоты вращения ведущего круга. По методу базирования детали (рис.7) различают станки с базированием на призме и на башмаках. Базирование на башмаках получило распространение при шлифовании роликовых дорожек подшипниковых колец.
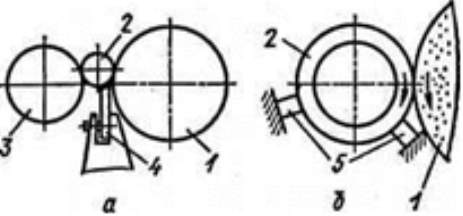
Рис. 7 Схемы базирования детали: а - на опорной призме; б - на башмаках; 1 - шлифовальный круг; 2 - деталь; 3 - ведущий круг; 4 - опорная призма; 5 - башмаки