Монтажные стыки, как в обычных, так и в облегченных балках, имеют три конструктивных решения (рис. 6.10) − сварные (без накладок и с накладками), сдвигоустойчивые (с накладками на сдвигоустойчивых высокопрочных болтах с контролируемым натяжением), фланцевые (на высокопрочных болтах с контролируемым натяжением).
Сварные стыки без накладок наименее металлоемки, но требуют значительных затрат труда высококвалифицированных сварщиков. Кроме того, при сварке стыков в холодное время года необходимо проводить дополнительные мероприятия для обеспечения качества и надежности соединений.
Сдвигоустойчивые соединения менее трудоемки в изготовлении, не требуют высокой квалификации монтажников. Они проще выполняются при низких температурах, более надежны в работе при динамических и циклических нагрузках, так как не создают концентраций напряжений и остаточных температурных напряжений, как сварные швы.
Фланцевые соединения, в свою очередь, имеют ряд преимуществ по сравнению со сдвигоустойчивыми. Во фланцевых стыках уменьшается расход металла на соединение, в 3 − 3,5 раза снижается количество болтов (в сдвигоустойчивых соединениях болты ставятся с двух сторон и нагружены одинаково в сжатой и растянутой зонах, несущая способность на сдвиг меньше несущей способности на растяжение). Количество болтов в 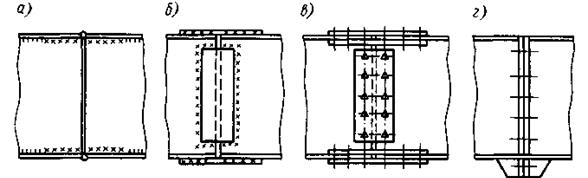
Рисунок 6.9 – Типы монтажных стыков
а – сварной; б – сварной с накладками; в – на фрикционных высокопрочных болтах; г – фланцевый на высокопрочных болтах

Рисунок 6.10 – Типы фланцевых стыков
а – с равномерным размещением болтов: б – с неравномерным размещением болтов; в – с концентрацией болтов у растянутой полки; г – составными фланцами
сжатой зоне во фланцевых соединениях может быть уменьшено, поскольку нормальных усилий они не передают, а только обеспечивают передачу поперечных сил за счет трения поверхностей фланцев. Основное количество болтов сосредоточено в зоне растянутого пояса, причем болты работают с большей отдачей, чем при сдвиге. Отсюда следует, что трудоемкость монтажа фланцевых соединений снижается в 3,5 − 4 раза. Кроме того, уменьшается трудоемкость изготовления балок, главным образом за счет резкого сокращения числа отверстий в стенке и поясах.
Различные конструктивные решения фланцевых соединений в балках и рамах показаны на рис. 6.10. Болты во фланцевых стыках устанавливаются на одинаковом расстоянии или концентрируются в растянутой зоне у пояса. Толщина и ширина фланца в этом месте иногда увеличиваются, причем часть фланца в растянутой зоне выполняется из более прочной стали, а в сжатой малонагруженной растянутой зонах − из малоуглеродистой стали. При мощных поясах количество болтов с каждой стороны стенки в ряду доводится до 3 − 4 штук.
При расчете фланцевого соединения должна быть проверена прочность в четырех зонах − в высокопрочных болтах, во фланцах, в сварных швах, прикрепляющих фланцы, в основном сечении балок у сварных швов. Во фланцах проверяется прочность при их изгибе, а также при возможном поверхностном отрыве в околошовной зоне.
Приближенный расчет фланцевого соединения в балках, ведется из предположения, что усилия в болтах распределяются пропорционально расстоянию от точки приложения равнодействующей силы в сжатой зоне, например от центра сжатого пояса до болта (рис. 6.10). Тогда усилие в наиболее напряженном крайнем болте будет
где xi, xmax – расстояние до i -го ряда и до крайнего ряда болтов; ni, n0 – количество болтов в i -м и крайнем ряду; m – число рядов.