Отчет
по учебной практике
студента группы: АТП1-Т17
| Евдокимова А.С. |
| Статус студента: Кадровый резерв | |||||||
| (приоритетное трудоустройство при наличии вакансий) | |||||||
| Руководитель практики: | |||||||
| должность | подпись | Ф.И.О. | |||||
| Руководитель кадровой службы | |||||||
| должность | подпись | Ф.И.О. | |||||
| Без статуса | |||||||
Обнинск 2019
Я, Евдокимов Александр Сергеевич, студент 2-го курса техникума ИАТЭ. Во время прохождения учебной практики я получил множество полезных навыков, которые пригодятся мне в будущей работе. В описании каждого дня практики будут указаны теоретические сведения, которые давал наш руководитель практики. Для удобства каждый день обосблен отдельным пунктом.
Плоскостная разметка.
Перед разметкой я выполнил следующее:
- очистил заготовку от пыли, грязи, окалины, следов коррозии стальной щёткой и др.;
- тщательно осмотрел заготовку;
 - при обнаружении раковин, пузырей, трещин и т. п., точно измерил их и, составляя план разметки, принял меры к удалению этих дефектов в процессе дальнейшей обработки (если это возможно);
- при обнаружении раковин, пузырей, трещин и т. п., точно измерил их и, составляя план разметки, принял меры к удалению этих дефектов в процессе дальнейшей обработки (если это возможно);
- рассчитал все размеры заготовки, чтобы после обработки на поверхности не осталось дефектов;
- изучил чертеж размечаемой детали, выяснить её особенности и назначение;
- уточнил размеры;
- определил базовые поверхности заготовки, от которых следует откладывать размеры в процессе разметки;
Нанёс разметочные риски в такой последовательности: сначала проводят горизонтальные, затем - вертикальные, после этого - наклонные и последними - окружности, дуги и закругления.
Прямые риски нанёс чертилкой, которая должна быть наклонена по направлению её перемещения и в сторону от линейки. Чертилку всё время прижимал к линейке, которая плотно прилегала к детали. Риски провёл только один раз.
Разметку углов и уклонов произвёл с помощью транспортиров, штангенциркулей, угломеров.
Рубка металлов
При рубке металла соблюдал ряд основных правил.
Молоток держал в правой руке на расстоянии 15- 30 мм от конца рукоятки, рукоятку обхватывал четырьмя пальцами и крепко прижимал к ладони, большой палец накладывал на указательный.
При рубке по разметке на заготовку нанёс разметочные риски, а на двух противоположных торцах сделал фаски под утлом 45°, облегчающие установку зубила и предупреждающие откалывание края при рубке хрупких материалов. Рубку произвёл в несколько приемов - первый удар нанёс при горизонтальном расположении зубила, а затем при наклонном (25-30°).
Вырубку заготовок из листового материала произвёл по разметочным рискам. Материал толщиной до 2 мм обычно разрубают с одного удара, более толстые листы рубят в несколько приемов.
Правка металла
Правку применял в тех случаях, когда нужно устранить искажение формы заготовки – волнистость, коробление, вмятины, искривления, выпучивания и т. д. Металл можно править как в холодном, так и в нагретом виде. Нагретый металл правится легче, что справедливо и в отношении других видов его пластического деформирования, например гибки.
 Для правки необходим специальный слесарный инструмент. Нельзя производить ее любым молотком, который есть под рукой, металл может не только не выправиться, но и получить еще большие дефекты. Молоток должен быть изготовлен из мягкого материала – свинца, меди, дерева или резины. Кроме того, нельзя править металл молотками с квадратным бойком: он будет оставлять на поверхности следы в виде забоин. Боек молотка должен быть круглым и отполированным.
Для правки необходим специальный слесарный инструмент. Нельзя производить ее любым молотком, который есть под рукой, металл может не только не выправиться, но и получить еще большие дефекты. Молоток должен быть изготовлен из мягкого материала – свинца, меди, дерева или резины. Кроме того, нельзя править металл молотками с квадратным бойком: он будет оставлять на поверхности следы в виде забоин. Боек молотка должен быть круглым и отполированным.
Кроме молотков, применял деревянные и металлические гладилки и поддержки. Они используются для правки тонкого листового и полосового металла. Для правки закаленных деталей с фасонными поверхностями существуют правильные бабки.
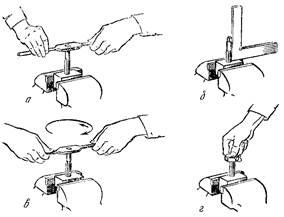
Чтобы проверить кривизну заготовки, нужно уложить ее на гладкую плиту той поверхностью, которая после правки должна представлять собой плоскость. Зазор между плитой и заготовкой покажет степень искривленности, которую нужно устранить. Изогнутые места необходимо отметить мелом – так гораздо легче наносить удары молотком, чем при ориентировке только на заметную глазом кривизну.
Гибка металлов
Гибка металла — это возможность придать новую форму заготовке механическим или ручным способом (с использованием специальных приспособлений).
При таком воздействии на металлическую поверхность, происходит растяжение ее внешних слоев с одновременным сжатием внутренних, результатом этого становится перегиб одной части заготовки на определённый угол по отношению к другой.
При выполнении гибки металла придерживался следующих основных правил:
· Радиус загиба не должен быть меньше, чем толщина заготовки. Это сможет предупредить появление трещин и разрывов в сплаве.
· Не рекомендуется сгибать в домашних условиях металлические листы толщиной более 10 мм. Для выполнения гибки таких листов нужны специальные условия.
· При работе с металлом следует выбирать более пластичные сплавы (например, железо, имеющее в своем составе малое количество примесей углерода, будет наиболее пластичным).
· При проведении работ могут быть использованы тиски для зажима металла и молоток. При этом следует помнить, что чем толще металл, тем мощнее должны быть тиски во избежание их поломки.
Также использовался специальный ручной инструмент для гибки металла, позволяющий производить работы с более толстым и прочным металлом. Для механизации процесса использовал станок для гибки листового металла.
Гибка листового металла производилась в специальных гибочных штампах. Лист до упора поместил в листогибочный пресс и закрепил в нем.
Такая технология сгиба позволяет получать разнообразные конструкции из металлического листа. Деталь, полученная данным способом, отличается прочностью и привлекательным внешним видом. Это значительным образом упрощает изготовление корпусных и иных деталей без применения сварки.
Сверла по металлу
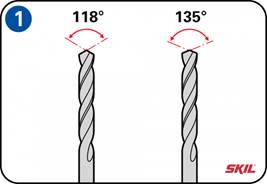 1.Характерной чертой сверл по металлу является их острый конец, который требуется для того, чтобы сверло легко проходило через металл. Диаметр сверл по металлу одинаков по всей длине; на конце сверло затачивается под углом 118°. Такие сверла также называются сверлами из быстрорежущей стали (High Speed Steel; HSS). Сверла HSS из кобальтового сплава предназначены для сверления твердых металлов, таких как нержавеющая сталь; они затачиваются под несколько более тупым углом в 135° для облегчения центровки при начале сверления. Такие сверла изготавливаются из быстрорежущей стали с добавкой 5% кобальта; при сверлении их необходимо охлаждать при помощи специального масла.
1.Характерной чертой сверл по металлу является их острый конец, который требуется для того, чтобы сверло легко проходило через металл. Диаметр сверл по металлу одинаков по всей длине; на конце сверло затачивается под углом 118°. Такие сверла также называются сверлами из быстрорежущей стали (High Speed Steel; HSS). Сверла HSS из кобальтового сплава предназначены для сверления твердых металлов, таких как нержавеющая сталь; они затачиваются под несколько более тупым углом в 135° для облегчения центровки при начале сверления. Такие сверла изготавливаются из быстрорежущей стали с добавкой 5% кобальта; при сверлении их необходимо охлаждать при помощи специального масла.
 2.При сверлении металла образуются опилки или мелкая стружка (при сверлении мягких металлов типа латуни) или длинные стружки (при сверлении твердых металлов, таких как железо или сталь). Для каждого из этих типов металла имеются специальные сверла. Режущая кромка сверла для мягких металлов является плоской (A). Это сделано для того, чтобы такие сверла не «закусывались» в металле; их также можно использовать и для других мягких материалов, таких как пластик или нейлон. Режущая кромка сверла для твердых металлов остро заточена (B).
2.При сверлении металла образуются опилки или мелкая стружка (при сверлении мягких металлов типа латуни) или длинные стружки (при сверлении твердых металлов, таких как железо или сталь). Для каждого из этих типов металла имеются специальные сверла. Режущая кромка сверла для мягких металлов является плоской (A). Это сделано для того, чтобы такие сверла не «закусывались» в металле; их также можно использовать и для других мягких материалов, таких как пластик или нейлон. Режущая кромка сверла для твердых металлов остро заточена (B).
Если требуется просверлить в металле отверстие большого диаметра, необходимо сначала «пройти» такое отверстие с помощью сверла меньшего диаметра. Это позволит более крупному сверлу резать металл более эффективно и уменьшить вероятность перекоса. В случае необходимости, предварительное сверление можно выполнить в несколько проходов, постепенно увеличивая диаметр используемых сверл.
При предварительном сверлении диаметр малого сверла должен быть не менее диаметра перемычки более крупного сверла. Перемычкой сверла называется кратчайшее расстояние между двумя режущими кромками.
При предварительном сверлении диаметр малого сверла должен быть не менее диаметра перемычки более крупного сверла. Перемычкой сверла называется кратчайшее расстояние между двумя режущими кромками.
Нарезание резьбы
При нарезании внутренней резьбы метчиком руководствовался следующим алгоритмом.
 В том месте на поверхности обрабатываемой детали, где будет сверлиться отверстие для нарезки резьбы, сформировал углубление для более точного захода сверла, используя керн и обычный молоток. Сверло зафиксировал в патроне электродрели или сверлильного станка, на которых выставляются невысокие обороты вращения инструмента. Перед началом сверления режущую часть сверла обработал смазывающим составом: смазанный инструмент легче входит в структуру обрабатываемого материала и создает меньшее трение в зоне выполнения обработки. Смазал сверло можно кусочком обычного свиного сала или солидолом.
В том месте на поверхности обрабатываемой детали, где будет сверлиться отверстие для нарезки резьбы, сформировал углубление для более точного захода сверла, используя керн и обычный молоток. Сверло зафиксировал в патроне электродрели или сверлильного станка, на которых выставляются невысокие обороты вращения инструмента. Перед началом сверления режущую часть сверла обработал смазывающим составом: смазанный инструмент легче входит в структуру обрабатываемого материала и создает меньшее трение в зоне выполнения обработки. Смазал сверло можно кусочком обычного свиного сала или солидолом.
На входе в выполненное отверстие снял фаску, глубина которой составляла 0,5–1 мм (в зависимости от диаметра отверстия). Для этой цели использовал сверло большего диаметра. Процесс нарезания внутренней резьбы начинается с метчика, который первым устанавливается в вороток. Не следует забывать о смазке, которая обязательно должна быть нанесена на метчик для нарезания резьбы. Положение метчика относительно обрабатываемого отверстия выставил в самом начале работы. Нарезая резьбу метчиком, придерживал следующего правила: 2 оборота метчика делается по ходу нарезания резьбы, 1 – против хода. Когда метчиком делается один оборот назад, с его режущей части сбросил стружка и уменьшается нагрузка на него. Нарезание резьбы плашкой выполняется по аналогичной методике.
Прежде чем выполнять внутреннюю резьбу при помощи метчика или нарезал резьбу плашкой на наружных поверхностях, следует хорошо изучить эти процедуры и строго следовать правилам их проведения. Только в таком случае можно рассчитывать на то, что результат удовлетворит вас своим качеством и точностью.
Резка металла
 Резка металла - процесс деления металлического листа, трубы или отливки на отдельные части с помощью ручной, механической и термической операции.
Резка металла - процесс деления металлического листа, трубы или отливки на отдельные части с помощью ручной, механической и термической операции.
Я выполнял резку с помощью шлицевых ножниц по металлу.
Опиливание металла
Опиливание — это операция по удалению с поверхности заготовки слоя материала при помощи режущего инструмента — напильника, целью которой является придание заготовке заданных формы и размеров, а также обеспечение заданной шероховатости поверхности. В слесарной практике опиливание применяется для обработки следующих поверхностей.
• плоских и криволинейных;
• плоских, расположенных под наружным или внутренним углом;
• плоских параллельных под определенный размер между ними;
• фасонных сложного профиля.
Кроме того, опиливание используется для обработки углублений, пазов и выступов.
Различают черновое и чистовое опиливание. Обработка напильником позволяет получить точность обработки деталей до 0,05 мм, а в отдельных случаях и более высокую точность. Припуск на обработку опиливанием, т. е. разница между номинальным размером детали и размером заготовки для ее получения, обычно небольшой и составляет от 1,0 до 0,5 мм.
Шабрение металла
Шабрение поверхностей — это финишная слесарная операция, смысл которой состоит в том, чтобы используя специальный инструмент, называемый шабер, соскоблить с детали тонкий слой материала. Толщина материала варьируется в интервале 0,005–0,07 мм. При помощи такой операции преимущественно обрабатываются изделия из металла, достаточно редко — детали из пластика и древесины.
Так как шабрение является финишной операцией, я использовал её для выполнения обработки деталей, поверхность которых уже имеет невысокую степень шероховатости.
 Такой технологический процесс просто идеально подходит для обработки частей, которые в дальнейшем будут сопрягаться и перемещаться относительно друг друга. В подобных подвижных соединениях, сформированных из деталей с идеально обработанными плоскостями, надежно удерживается смазочный материал, и обеспечено плотное прилегание элементов, что является необходимым условием точного функционирования узла. Используя операцию шабрения, выполнял обработку:
Такой технологический процесс просто идеально подходит для обработки частей, которые в дальнейшем будут сопрягаться и перемещаться относительно друг друга. В подобных подвижных соединениях, сформированных из деталей с идеально обработанными плоскостями, надежно удерживается смазочный материал, и обеспечено плотное прилегание элементов, что является необходимым условием точного функционирования узла. Используя операцию шабрения, выполнял обработку:
· деталей приборов различного назначения;
· элементов подшипников скольжения;
· наружной части измерительных инструментов и контрольных приспособлений: поверочных плит, линеек, угольников и др.;
· направляющих элементов различных станков: токарного, сверлильного и др.;
· плоских и криволинейных поверхностей любого другого назначения, к которым предъявляются повышенные требования по степени их шероховатости и точности взаимного расположения.
Процесс шабрения, как уже говорилось выше, практически не поддается механизации. Я выполнял такую технологическую операцию при помощи ручного инструмента, который называется шабером. На сегодняшний день используются следующие виды инструментов для выполнения шабрения:
классифицирующиеся по конфигурации своей режущей части на плоские, фасонные и трехгранные;
подразделяющиеся по своей конструкции на цельные и составные;
одно- и двухсторонние инструменты, отличающиеся количеством режущих частей.
При производстве инструментов, предназначенных для выполнения шабрения, в качестве основного материала использовал инструментальную сталь. В тех случаях, когда инструмент имеет составную конструкцию, его рабочая часть может быть оснащена твердосплавными пластинами или режущими элементами, изготовленными из быстрорежущей стали.
Пайка, лужение.
Чтобы соединить детали друг с другом, существует множество способов, один из них – пайка. Эта операция доступна даже домашним мастерам, но и в ней есть свои тонкости. Пайка и лужение металла часто идут рука об руку как дополняющие друг друга процессы.
Пайка представляет собой скрепление двух или более металлических деталей или частей при помощи дополнительного материала – припоя. Если, к примеру, сварка основана на расплавлении самих деталей и их сращении друг с другом, то пайка подразумевает, что соединяемые части остаются целыми, а соединяют их при помощи другого материала. Пайка хороша как электрическое соединение (именно поэтому так часто ее используют для сращения проводов).
Припой – это вещество, которое плавится при гораздо более низкой температуре, чем основные материалы. Обычно это олово, но в зависимости от типа пайки (она производится для разных металлов на разной температуре, кроме того, можно обеспечить и разную прочность соединения) это могут быть сплавы олова со свинцом, серебра с медью, меди с цинком, висмут или галлий. Олово и свинец – это легкоплавкий припой. Такой сплав размягчается до жидкого состояния при температуре ниже 500 градусов, поэтому соединение, им образованное, будет вполне герметичным, но не слишком прочным. Оно идеально подходит, если в будущем место пайки будет закрыто и не будет подвергаться внешнему воздействию. На легкоплавкий припой можно «посадить» сталь, медь, цинк, алюминий.
Кроме пропоя для пайки нужен флюс – это еще одно вещество, которое смазывает соединяемые поверхности, предохраняя их от перегрева и обеспечивая лучший контакт. Для таких целей используют канифоль, борную кислоту, буру, нашатырь, хлористый цинк.
Я выполнял паку вручную, но есть и приспособления для полуавтоматической пайки на производстве, а также – пайка с погружением в ванну с припоем, пайка с помощью газовых горелок или токами высокой частоты.
Лужение – это операция, обычно предшествующая пайке. Она заключается в нанесении на поверхности тонкого слоя олова. Полуда (слой олова) предотвращает коррозию, а в процессе пайки такие поверхности лучше смачиваются припоем. Облудить деталь можно старинным – горячим способом (например, опустив изделие в ванну с расплавленным оловом). Более современная технология – гальваническое лужение, когда процесс контролируется законами электрохимии.
Клёпка металла
 Клепка — это получение неразъемных соединений при помощи заклепок, применяемых при изготовлении металлических конструкций (фермы, балки, различного рода емкости и рамные конструкции). Заклепка представляет собой цилиндрический стержень из пластичного металла, на одном конце которого выполнена головка, называемая закладной. В процессе выполнения операции клепки на второй стороне стержня, устанавливаемого в отверстия соединяемых заготовок, образуется вторая головка заклепки, которую называют замыкающей. Закладная и замыкающая головки в основном бывают полукруглыми и потайными. Необходимость применения пластичного металла для изготовления заклепок связана с тем, что ее головки образуются в результате пластического деформирования стержня заклепки. При выполнении заклепочных соединений заклепки я выбирал из того же материала, из которого выполнены детали, подлежащие соединению. Это предупреждает появление гальванических пар, приводящих к коррозии в месте соприкосновения заклепки и детали. Процесс клепки я осуществлял в два этапа — подготовительный и собственно клепки.
Клепка — это получение неразъемных соединений при помощи заклепок, применяемых при изготовлении металлических конструкций (фермы, балки, различного рода емкости и рамные конструкции). Заклепка представляет собой цилиндрический стержень из пластичного металла, на одном конце которого выполнена головка, называемая закладной. В процессе выполнения операции клепки на второй стороне стержня, устанавливаемого в отверстия соединяемых заготовок, образуется вторая головка заклепки, которую называют замыкающей. Закладная и замыкающая головки в основном бывают полукруглыми и потайными. Необходимость применения пластичного металла для изготовления заклепок связана с тем, что ее головки образуются в результате пластического деформирования стержня заклепки. При выполнении заклепочных соединений заклепки я выбирал из того же материала, из которого выполнены детали, подлежащие соединению. Это предупреждает появление гальванических пар, приводящих к коррозии в месте соприкосновения заклепки и детали. Процесс клепки я осуществлял в два этапа — подготовительный и собственно клепки.
Подготовительный процесс клепки включает в себя сверление или пробивку отверстия под заклепку и формирование углубления в нем с помощью зенкования под закладную и замыкающую головки, если это необходимо.
Собственно клепка включает в себя установку заклепки в подготовленное отверстие, натяжку склепываемых заготовок, формирование замыкающей головки и зачистку после клепки. В зависимости от характера заклепочного соединения клепка выполняется холодным (без нагрева) и горячим (с предварительным нагревом заклепки до температуры 1000… 1 100°С) способом. На практике горячая клепка применяется в тех случаях, когда используются стальные заклепки диаметром свыше 12 мм.
Зенкование, зенкерование, развёртывание отверстий.
Зенкерованием называется процесс обработки предварительно просверленных, штампованных, литых отверстий в целях придания им более правильной геометрической формы (устранение отклонения от круглости и других дефектов), достижения более высокой точности (9...11-го квалитетов) и снижения шероховатости поверхности до Rа=1,25...2,5 мкм. Эта обработка может быть либо окончательной, либо промежуточной (получистовой) перед развертыванием, дающим еще более точные отверстия (6...9-го квалитетов) и шероховатость поверхности до Ra=0,16...1,25 мкм. При обработке точных отверстий диаметром менее 12 мм вместо зенкерования применяют сразу развертывание.
Зенкованием называется процесс обработки специальным инструментом- зенковками конических углублений и фасок под головки болтов, винтов, заклепок. В отличие от зенкеров зенковки имеют режущие зубья на торце иногда и направляющие цапфы, которыми зенковки вводятся в просверленное отверстие, что обеспечивает совпадение оси отверстия и образованного зенковкой углубления под головку винта. Крепление зенкеров и зенковок на сверлильных станках ничем не отличается от крепления сверл.
Развертыванием называется процесс окончательной чистовой обработки отверстий, обеспечивающий высокую точность размеров и шероховатость поверхности в пределах Ra=1,25...0,16 мкм. Развертывание отверстий выполняют как на сверлильных и других металлообрабатывающих станках, так и вручную при слесарной и слесарно-сборочной обработке. Ручные развертки – с прямым и винтовым зубом, насадная, регулируемая – снабжены квадратным концом на хвостовике для вращения их с помощью воротка.
После прохождения практики я подготовил отчёт.
Защита практики.