Лекция 14
Резьбовые соединения
Общие сведения
Резьбовые соединения – это разъемные соединения деталей с помощью резьбы или резьбовыми крепежными деталями – винтами, болтами, шпильками, гайками.
Резьба образуется путем нанесения на поверхность деталей винтовых канавок с сечением согласно профилю резьбы. Образованные таким образом выступы носят название витков.
При сборке и разборке резьбового соединения крепежные винты поворачивают или удерживают от поворота соответствующим инструментом (ключом, отверткой) или непосредственно рукой за головку винта.
Болт предполагает взаимодействие его с гайкой и наличие головки (рис.16.1).



|
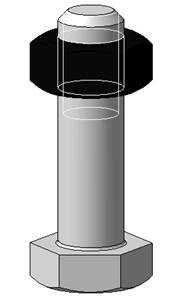
Рисунок 16.1 – Винт с гайкой (болт)
Гайка – это деталь с резьбовым отверстием, навинчиваемая на винт и имеющая форму, приспособленную для захвата ключом или рукой.
Достоинства и недостатки резьбовых соединений.
Достоинства резьбовых соединений:
§ возможность создания больших осевых сил, благодаря клиновому действию резьбы;
§ возможность фиксирования зажима в любом положении, благодаря самоторможению;
§ небольшие габариты и простота изготовления;
§ надежность и удобство сборки и разборки;
§ допускают точную установку соединяемых деталей и любую степень затяжки крепежными деталями
Недостаток:
§ наличие концентратов напряжения, понижающих их прочность.
§
Основные параметры резьбы
К основным параметрам резьбы относятся следующие (рисунок 16.2):
Диаметр резьбы (винта и гайки): наружный d, D; средний d2, D2; внутренний d1, D1. Профиль резьбы – это профиль выступа и канавки резьбы в плоскости ее осевого сечения.
Угол профиля α – угол между смежными боковыми сторонами резьбы осевого смещения.
Н – рабочая высота профиля, по которой соприкасаются витки винта и гайки.
P – шаг резьбы (расстояние между двумя одинаковыми поверхностями). Шаг резьбы - расстояние по линии, параллельной оси резьбы между средними точками ближайших одноименных боковых сторон профиля резьбы, лежащими в одной осевой плоскости по одну сторону от оси резьбы.
|
|
|
|


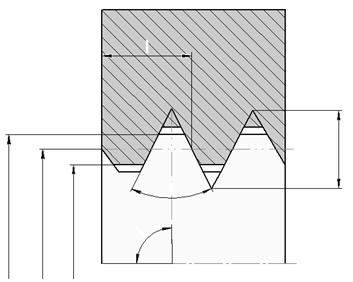
Рисунок 16.2 – Основные параметры резьбы
Классификация
По назначению резьбы делятся на:
§ крепежные, предназначенные для скрепления деталей треугольного профиля (метрические, дюймовые и часовые);
§ крепежно–уплотняющие, служащие для скрепления деталей и для предохранения от вытекания жидкости (трубная цилиндрическая и коническая, коническая дюймовая и круглая);
§ резьбы для передачи движения(ходовые), служащие в ходовых и грузовых винтах (прямоугольная, трапецеидальная и упорная).
Приведенное деление по назначению не является строгим т. к. треугольная иногда используется для особо точных ходовых винтов с малым шагом, а упорные резьбы – в качестве крепежных.
В зависимости от формы поверхности, на которой образуется резьба, различают цилиндрические и конические резьбы.
Крепежные резьбы
Метрическая резьба (рисунок 16.3) является основной крепежной резьбой. Она имеет треугольный профиль с  , диаметр и шаг измеряется в мм. Бывает с крупным и мелким шагом. ГОСТ 8724 – 81:
, диаметр и шаг измеряется в мм. Бывает с крупным и мелким шагом. ГОСТ 8724 – 81:  ,
,  .
.
|
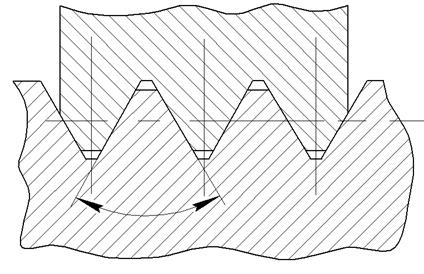
Рисунок 16.3. – Метрическая резьба
Дюймовая резьба (рисунок 16.4). В России ее применяют для резьбовых деталей старых импортных машин (США, Англии и др.)  , диаметр – в дюймах, шаг – числом ниток резьбы на длине в
, диаметр – в дюймах, шаг – числом ниток резьбы на длине в  . При обозначении указывают наружную резьбу в дюймах.
. При обозначении указывают наружную резьбу в дюймах.
|
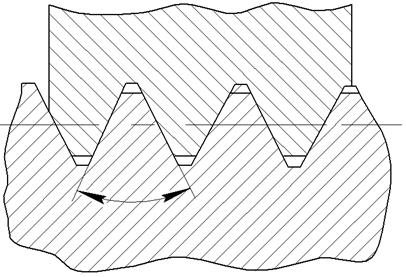
Рисунок 16.4. – Дюймовая резьба
3. Часовая резьба является разновидностью метрической, на наружных диаметрах  и
и  .
.
Крепежно – уплотняющие
|
 Трубные цилиндрические (рисунок 16.5, а) и конические (рисунок 16.5, б) резьбы представляют собой мелкие дюймовые резьбы (число ниток резьбы на от 28 до 11), нарезаемые в основном на трубах и арматуре трубопроводов с
Трубные цилиндрические (рисунок 16.5, а) и конические (рисунок 16.5, б) резьбы представляют собой мелкие дюймовые резьбы (число ниток резьбы на от 28 до 11), нарезаемые в основном на трубах и арматуре трубопроводов с  . Для лучшего уплотнения резьбу выполняют с закругленным треугольным профилем без зазоров по выступам и впадинам. Условное обозначение дается по внутреннему диаметру (в дюймах) трубы.
. Для лучшего уплотнения резьбу выполняют с закругленным треугольным профилем без зазоров по выступам и впадинам. Условное обозначение дается по внутреннему диаметру (в дюймах) трубы.
| |||||
| |||||
|
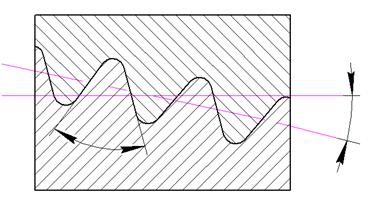
Рисунок 16.5. – Трубные цилиндрические и конические резьбы
Коническая дюймовая резьба является разновидностью дюймовой резьбы, нарезают на конических поверхностях резьбовых изделий с наружным диаметром  . Конические дюймовые резьбы обеспечивают герметичность соединений. Ее применение позволяет резко уменьшить время (угол относительного поворота винта и гайки) завинчивание и отвинчивание.
. Конические дюймовые резьбы обеспечивают герметичность соединений. Ее применение позволяет резко уменьшить время (угол относительного поворота винта и гайки) завинчивание и отвинчивание.
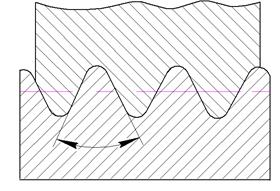
Круглую резьбу (рисунок 16.6) применяют для резьбовых соединений несущих большие динамические нагрузки (вагонные сцепки), в загрязненной среде с частым отвинчиванием (пожарная арматура), а также в тонкостенных изделиях, требующих герметичности или хорошего контакта (патрон и цоколь электролампы и.т.п.). Эта резьба удобна для изготовления отливкой, а также выдавливанием в тонкостенных деталях.

Рисунок 16.6 – Круглая резьба
Для передачи движения
Прямоугольная резьба (рисунок 16.7) имеет прямоугольный или квадратный профиль,  и
и  – в мм. Эта резьба не стандартизована и применяется сравнительно редко.
– в мм. Эта резьба не стандартизована и применяется сравнительно редко.

Рисунок 16.7 – Прямоугольная резьба
Трапецеидальную резьбу (рисунок 16.8) широко применяют в передачах винт-гайка. Она имеет симметричный профиль с  . По сравнению с прямоугольной трапецеидальная резьба имеет большую прочность. При использовании гайки, разъемной по осевой плоскости (направление, у ходовых винтов станков) позволяет выбирать зазоры путем радиального сближения половин гайки и тем самым устраняет люфтовый ход при износе резьбы.
. По сравнению с прямоугольной трапецеидальная резьба имеет большую прочность. При использовании гайки, разъемной по осевой плоскости (направление, у ходовых винтов станков) позволяет выбирать зазоры путем радиального сближения половин гайки и тем самым устраняет люфтовый ход при износе резьбы.

Рисунок 16.8 – Трапецеидальная резьба
Упорную резьбу (рисунок 16.9) применяют в нажимных винтах с большой односторонней осевой нагрузкой. Резьба имеет несимметричный профиль. Закругление повышает прочность винта.

Рисунок 16.9 – Упорная резьба
Материалы резьбовых изделий
1. Основные – Ст 3, Ст 4, Ст 5, 15, 20, 25, 30, 35, 40, 45. Низкоуглеродистые стали применяются по причине своей хорошей деформируемости, т.к. в массовом производстве они изготовляются холодной высадкой.
2. Автоматные стали – А 12, А20, А30 – причина та же.
3. Для тяжело нагруженных крепежных резьбовых изделий применяют стали марок 20ХН, 30ХНЗА, 40ХН2МА и др.
Большая давность применения резьбовых соединений предопределила необходимость их унификации и стандартизации. Стандартизация прежде всего коснулась основного параметра резьбы, т.е., резьбы и ее допусков, затем растворов ключей и, наконец, изделий в целом – болтов, винтов, гаек, фиксированных деталей и т.д.