ЭГС-18-1 30.04.2020г. Технология электродуговой сварки и резки металла
Тема: Сварка трехфазной дугой
На отечественных заводах применяется высокопроизводительная и экономическая сварка трехфазной дугой.
Разработка этого способа сварки проводилась с 1934 г. докт. техн. наук Г. П. Михайловым в лаборатории сварки УПИ им. С. М. Кирова и в цехах Уралмашзавода.
Ручная сварка трехфазной дугой производится по схеме, представленной на фиг. 62. В одном специальном электрододержателе закрепляется два параллельных электрода с качественным покрытием или один электрод с двумя стержнями (фиг. 63). К электродам подводятся раздельно две фазы сварочного тока, третья фаза подключается к изделию. При трехфазной сварке две дуги горят между электродами и деталью и третья дуга между электродами. Зажигание трехфазной дуги производится касанием конца электродов поверхности свариваемого изделия.
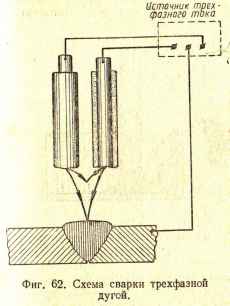
Фиг.62.Схема сварки трехфазной дугой

Фиг.63.Расположение электродов при сварке угловых швов
Сварка трехфазной дугой применима для стыковых и валиковых швов. Сварку тавровых, нахлесточных и угловых соединений следует выполнять «в лодочку». При сварке валиковых швов электроды располагаются последовательно друг за другом в направлении движения (фиг. 63). Дуга должна все время направляться в центр угла, поперечные движения электродами не производятся. Размеры шва, получаемого за один проход, зависят от применяемого диаметра электрода, силы сварочного тока и скорости поступательного движения электродов.
Питание трехфазной дуги может осуществляться от многопостового сварочного трансформатора или специального однопостового трехфазного трансформатора. Можно использовать для. питания трехфазной дуги серийные однофазные сварочные трансформаторы, включая три трансформатора звездой или треугольником. Устойчиво работает установка по схеме открытого треугольника, состоящая из двух трансформаторов и трех регуляторов.
|
|
Для сварки трехфазной дугой применимы электроды с покрытием ОММ-5, УОНИ-13, К-5 и другие, применяемые для сварки малоуглеродистых сталей.
Производительность сварки трехфазной дугой увеличивается на 100-120%, повышается коэффициент наплавки до 20%, экономится электроэнергия, на 15—20%. Сварные соединения при этом получаются с высокими механическими свойствами.
Домашнее задание:
Тест по электродуговой сварке:
1. Зачистка кромок под сварку производится:
а) с одной стороны шириной 20 мм;
б) только по торцу и скосу кромки;
в) с двух сторон шириной 20 мм, по торцу и скосу кромки.
2. Начиная с какой толщины на пластинах, как правило, делается скос кромок?
а) 3 мм;
б) 5 мм;
в) 8 мм.
3. Как изменяется величина сварочного тока при увеличении длины дуги?
а) увеличивается;
б) уменьшается;
в) не изменяется.
4. Какой диапазон сварочного тока следует использовать для прихватки электродом диаметр 4 мм?
а) 90-110А;
б) 120-140А;
в) 140-160А.
5. Какова должна быть длина дуги при сварке угловым швом в нижнем положении?
а) длинной;
б) средней;
в) короткой.
6. На чём проверяется величина сварочного тока?
а) на вспомогательной пластине;
б) на поверхности собранных под сварку пластин;
в) на плите стола сварщика.
7. Второй и последующие проходы многопроходного шва надо варить:
|
|
а) с поперечными колебаниями электрода;
б) при низком токе;
в) без колебаний электрода.
8. Для сварки угловым швом в вертикальном положении сверху – вниз пригодны электроды:
а) УОНИ 13/45;
б) ОЗС-6;
в) АНО-9.
9. Какова длина дуги при сварке в потолочном положении?
а) длинная (более диаметра электрода);
б) средняя (равна диаметру электрода);
в) короткая (менее диаметра электрода).
10. Каковы причины появления брызг электродного металла?
а) большая длина сварочной дуги;
б) большая ширина сварочного шва;
в) магнитное дутьё.
Ответы на тестовые вопросы:
1. - в
2. - б
3. - а
4. - в
5. - в
6. - а
7. - а
8. - а, в
9. - в
10. - а, в