ПРИПУСК НА МЕХАНИЧЕСКУЮ ОБРАБОТКУ
Общие сведения
Припуском называется слой материала, удаляемый с поверхности заготовки для достижения заданной точности и качества поверхности детали.
Под качеством поверхности детали (заготовки) понимают состояние её поверхностного слоя как результат воздействия на него одного или нескольких последовательно применяемых технологических методов. Оно характеризуется шероховатостью, волнистостью и физико-механическими свойствами поверхностного слоя.
Установление оптимальных припусков на обработку является ответственной технико-экономической задачей. Назначение чрезмерно больших припусков приводит к потерям материала, превращаемого в стружку, увеличению трудоемкости механической обработки, к повышению расхода режущего инструмента и электрической энергии, увеличению потребности в оборудовании и рабочей силе.
Назначение заниженных припусков не обеспечивает удаления дефектных слоев материала и достижения требуемой точности и качества обрабатываемых поверхностей, повышает требования к точности исходных заготовок и приводит к их удорожанию, увеличивает опасность появления брака.
Величина припуска должна компенсировать все погрешности от предыдущей обработки заготовки и погрешности, связанные с выполнением рассматриваемой технологической операции.
Различают общие и промежуточные припуски.
Промежуточным припуском называют слой материала, снимаемый при выполнении данного технологического перехода.
Общий припуск – это сумма всех промежуточных припусков, снятых при обработке данной поверхности.
Различают минимальные, номинальные и максимальные припуски на обработку.
Расчету подлежит минимальный припуск на обработку. Колебание же размера обрабатываемой поверхности заготовки в пределах допуска на ее изготовление создает колебание величины припуска от минимального до максимального.
Величины припусков на обработку могут быть установлены опытно-статистическим методом или определены с использованием расчетно-аналитического метода.
Опытно-статистический метод применяют для обычных деталей средней точности в условиях единичного и серийного производств. Данный метод ускоряет процесс проектирования технологического процесса обработки деталей, но он не учитывает конкретные условия обработки данных поверхностей, что приводит к завышению припусков на обработку.
Расчётно-аналитический метод определения припусков применяют в условиях крупносерийного и массового производства, а также в условиях единичного производства при обработке крупных и особенно ответственных деталей.
После определения минимальных промежуточных припусков необходимо определить предельные промежуточные (межоперационные) размеры. Промежуточными размерами называют размеры, получаемые на каждом технологическом переходе.
Указания к расчету припусков
на механическую обработку и предельных размеров
Расчетные структурные формулы для определения минимального промежуточного припуска на обработку:
– припуск на сторону при последовательной обработке противоположных или отдельно расположенных поверхностей:
 ;
;
– припуск на две стороны при параллельной обработке противолежащих поверхностей:
 ;
;
– припуск на диаметр при обработке наружных или внутренних поверхностей вращения:
 ,
,
где Rz i-1 - высота неровностей профиля, полученная на предшествующем переходе обработки данной поверхности. Величина Rz i-1 зависит от метода, режимов и условий выполнения предшествующей обработки.
hi-1 - состояние и глубина поверхностного слоя, полученные на предшествующем технологическом переходе. Этот слой, отличающийся от основного металла по механическим свойствам, наличию остаточных напряжений и структуре, включается в припуск не всегда.
Разные металлы в зависимости от вида и режимов обработки имеют разную величину изменённого слоя.
У заготовок, изготовленных из серого чугуна, изменённый слой представляет собой перлитную корку, которая обычно полностью удаляется в первом переходе при обработке лезвийным инструментом с целью сохранения его стойкости. Поэтому для последующих переходов обработки поверхности величина hi-1 принимается равной нулю.
Стальные поковки и штампованные заготовки имеют обезуглероженный поверхностный слой. Этот слой снижает предел выносливости металла, поэтому его следует удалить при механической обработке.
Di-1 - суммарное значение пространственных отклонений в расположении обрабатываемой поверхности относительно базовых поверхностей заготовки, оставшихся после выполнения предшествующего перехода. В минимальный припуск входят пространственные отклонения, имеющие самостоятельные значения, не связанные с допуском на выполняемый размер. Они могут быть заданы непосредственно как допустимая кривизна вала, коробление поверхностей, смещение и увод отверстия, непараллельность осей, неперпендикулярность, радиальное и торцевое биение и прочие, а также допуском на расположение поверхности или оси, координирующим размером. Причинами пространственных отклонений могут быть: пространственные погрешности изготовления литейных форм и штампов; деформации детали в процессе обработки; погрешности взаимного положения рабочих элементов станка.
В табл. 1 приводятся расчётные формулы для определения суммарного значения пространственных отклонений для различных видов заготовок при их обработке на первой операции, с учётом способов базирования заготовок, влияющих на величину пространственных отклонений.
Величина остаточных пространственных отклонений после выполняемого перехода определяется по формуле
 ,
,
где Dост – остаточные пространственные отклонения; ку - коэффициент уточнения; Dзаг - пространственные отклонения заготовки.
Т а б л и ц а 1
Суммарное значение пространственных отклонений
для различных видов заготовок и механической обработки
| Тип детали и схема базирования | Расчётные формулы |
| 1. Литые заготовки | |
Корпусные детали,
по отверстиям с параллельными осями и перпендикулярной к ним плоскости
| 


|
То же,
по плоскости, противоположной обрабатываемой
| 
|
Детали – тела вращения,
в самоцентрирующих патронах по наружному диаметру с прижимом к торцевой поверхности

| 



|
Продолжение табл. 1
| Тип детали и схема базирования | Расчётные формулы | |
| 2. Штампованные заготовки | ||
Стержневые детали (валы ступенчатые, рычаги др.)
с базированием по крайней ступени (поверхности)

|

| |
Стержневые детали
при обработке в центрах

|  при
при 

| |
Детали типа дисков с прошиваемым центральным отверстием (шестерни, диски и др.)
с установкой по наружному диаметру и торцу

| 

| |
Продолжение табл. 1
| Тип детали и схема базирования | Расчётные формулы | |
То же,
при обработке торцевых поверхностей

|

| |
| 3. Заготовки из сортового проката | ||
При консольном закреплении
в самоцентрирующих патронах

|

| |
При обработке в центрах

|
при 
| |
Продолжение табл. 1
| Тип детали и схема базирования | Расчётные формулы | |
| 4. Сверление центровых отверстий в заготовке | ||
При установке в самоцентрирующих зажимных устройствах

| D=0,25 мм | |
При установке на призмах с односторонним прижимом

|  при a=90°
при a=90°
 при a=120°
при a=120°
| |
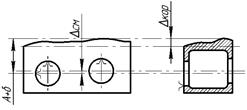
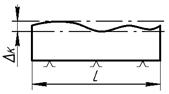
Обозначения: D- суммарное значение пространственных отклонений обрабатываемой поверхности; Dкор - величина коробления обрабатываемой поверхности; Dсм - смещение обрабатываемой поверхности относительно базовой или смещение одних участков поверхностей относительно других; Dц - погрешность зацентровки; Dк - удельная кривизна обрабатываемой поверхности; Dэксц - эксцентричность; d - допуск на диаметральный размер базовой поверхности заготовки, используемой при зацентровке.
εу - погрешность установки заготовки на выполняемом переходе. Погрешность εу в общем виде определяют как векторную сумму погрешности базирования εб, погрешности закрепления εз и погрешности приспособления εпр, т. е. εу=εб+εз+εпр.
В случае, когда можно определить направление векторов:
εу=εб+εз+εпр.
Знаки в приведенном выражении зависят от направления векторов. Когда же предвидеть направление векторов затруднительно, их суммируют по правилу квадратного корня:
 .
.
Погрешность базирования имеет место при несовпадении технологической и измерительной баз и зависит также от допуска и погрешности формы базовых поверхностей.
Погрешность закрепления εз возникает в результате смещения обрабатываемых поверхностей заготовок от действия зажимной силы.
Погрешность приспособления εпр является следствием неточности изготовления станочного приспособления, погрешности установки самого приспособления на станке и износа его рабочих поверхностей. К погрешности приспособления относится и погрешность индексации - поворота зажимных устройств при обработке заготовок на многопозиционных станках. За исключением последней составляющей, элементы погрешности приспособления часто трудно выявить как самостоятельные значения, поэтому их учитывают как входящими в погрешность закрепления.
При обработке за один рабочий ход на предварительно настроенных станках происходит копирование. Оно заключается в том, что при обработке заготовки с наименьшим предельным размером ai-1 min (рис. 1) выдерживаемый размер ai min также получается наименьшим, а при обработке заготовки с наибольшим размером ai-1 max выдерживаемый размер ai max получается наибольшим.

Рис. 1. Схема для расчёта промежуточных размеров заготовок
В этих условиях:
минимальный припуск
 ,
,
максимальный припуск

где ai-1 max и ai-1 min - предельные размеры, полученные в партии заготовок на предшествующем технологическом переходе;
ai max и ai min - предельные размеры, полученные в партии заготовок на выполненном технологическом переходе.
Учитывая, что
 ,
,
 .
.
получим формулу для расчета максимального припуска на обработку:
 ,
,
припуск на диаметр при обработке поверхностей вращения:
 ,
,
где di-1 и dDi-1 - допуск по размеру на предшествующем переходе; di и dDi -допуск по размеру на выполняемом переходе.
Общий припуск на обработку равен сумме промежуточных припусков по всем технологическим переходам процесса обработки от черновой заготовки до готовой детали:
 .
.
Пример схемы расположения промежуточных припусков и допусков на промежуточные и исходные размеры заготовки при обработке плоской поверхности приведена на рис. 2, при обработке наружной и внутренней поверхности вращения на рис. 3 и 4. Обработку производят по маршруту черновое и чистовое фрезерование в первом случае, черновое и чистовое точение во втором, черновое и чистовое растачивание в третьем. Исходными данными при построении схемы являются размеры, заданные чертежом а2min и D2mах.

Рис. 2. Схема расположения промежуточных припусков и межоперационных размеров при обработке наружной плоской поверхности

Рис. 3. Схема расположения промежуточных припусков и межоперационных размеров при обработке наружной цилиндрической поверхности
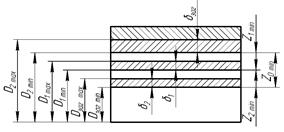
Рис. 4. Схема расположения промежуточных припусков и межоперационных размеров при обработке внутренней поверхности
Приведенные схемы характерны при обработке на предварительно настроенных станках.
Номинальный припуск на обработку поверхностей:
наружных
 ,
,
 ;
;
внутренних
 ,
,
 ,
,
где Hi-1, НDi-1, Hi, НDi - нижние отклонения по размерам соответственно на предшествующем и выполняемом переходах;
Bi-1, BDi-1, Bi, BDi - верхние отклонения по размерам соответственно на предшествующем и выполняемом переходах.
Значения номинальных припусков необходимы для определения номинальных размеров заготовок, по которым изготовляют технологическую оснастку (штампы, пресс-формы, модели, приспособления и т. д.).
Следует помнить, что полученные в результате расчета общие припуски и размеры заготовки необходимо корректировать с учетом следующих дополнений:
для отливок назначают необходимые по технологии литья напуски, упрощающие конфигурацию заготовки и сглаживающие местные углубления, переходы и уступы, проверяют радиусы литых галтелей и линии переходов при изменении сечений отливок;
для поковок, изготовляемых ковкой и штамповкой назначают технологические напуски для крепления заготовки при термической обработке, взятии проб для физико-механических испытаний, а также для упрощения конфигурации заготовки, назначают радиусы закруглений или размеры фаски в соответствии с размерами заготовки.
Для заготовок из проката общий припуск корректируют в зависимости от выбранного по сортаменту наименьшего диаметра прутка.