В качестве исходной заготовки на стане «2000» используются слябы, поступающие из ККЦ, со следующими характеристиками:
толщина, мм -250
ширина, мм - от 750 до 1850
длина, мм - от 4700 до 12000
масса, т - от 7 до 43,3
На поверхности заготовки не должно быть продольных, поперечных и сетчатых трещин, шлаковых включений и других поверхностных дефектов. Слябы, не отвечающие требованиям на загрузочные устройства не подаются и посаду не подлежат.
Слябы должны иметь четкую маркировку, нанесенную на боковую грань, с указанием номера плавки и номера сляба.
Каждая плавка нумеруется, так же на ней указывается марка стали, химический состав, количество и размер слябов, время конца разливки и ответственное лицо за приемку и отгрузку.
Для производства листа на стане 2000 используют слябы из углеродистых, низколегированных, качественных и других марок сталей, удовлетворяющих требованиям соответствующей нормативной документации по химическому составу, размерам, качеству поверхности.
Широкополосный стан горячей прокатки (ШСГП) «2000» предназначен для производства полос из углеродистых и низколегированных марок сталей, смотанных в рулоны массой от 7 до 43,3 т, следующих типоразмеров:
толщина, мм - от 1,2 до 16,0
ширина, мм - от 700 до 1830
Размерный сортамент стана представлен в таблице 1.
Таблица 1. Размерный сортамент цеха (ШСГП 2000)
| Марка стали | Толщина |
| Ст-3 кп, пс, Ст3Гпс, Ст4кп, 4 пс, Ст0, St37-2, St37-2B, St37-2 (М) RSt 37-2, RSt37-2 (М) Gr.30, Gr.33, Gr.36 SAE 1006 | 1,5 1,6 1,7-2,0 4,0-6,0 10,01-12,7 1,8-8,0 |
| 08-20ЮА, 08Ю 08-20КП, ПС, СП, 25 SS330 DD12, DD13, DD14 | 1,5 1,6 2,01-3,99 8,01-10,0 |
| 08Ю, St4 08-20ЮА, 08-20ЮТ 08ГСЮТ | 1,8-8,0 2,0-8,0 2,0-8,0 |
| 08ПС подкат для жести 08КП, 08ПС 08ЮР 08КП, 08ПС | 2,1-2,3 2,0-3,2 2,0-3,99 2,5 |
| 17Г1С, 17Г1С-У, 17Г1СА, 17Г1СА-У, 10Г2ФБЮ, 10Г2ФБ, 13Г1С-У 09ФСБ 10ХСНД | 8,0-10,0 10,01-12,0 9,0-15,7 8,0-11,0 6,0-8,0 4,0-10,0 |
| 0202П, 0203П, 0204, 0205, 0206…0210 | 2,0-2,5 |
| 0401Д, 0402Д, 0403Д | 2,2-2,8 |
| St44-3, St44-3B (аналог 09Г2) St44-2, St44-2B (аналог 09Г2) S275JR, S275JRB (аналог 09Г2) | 2,01-14,0 |
Структура стали после прокатки и смотки
· При низких температурах конца прокатки (около 800 ºС) и смотки (около 600 ºС) металл имеет мелкозернистую структуру с большим количеством (25-30%) перлита и мелкими включениями цементита. Структура полос из кипящей стали отличается большой полосчатостью;
· При повышенной температуре конца прокатки (≥840 Сº) и низкой температуре смотки (620-660) структура металла имеет близкий к оптимальному размер зерна феррита 8-9-го номеров со средним количеством перлита (10-20%) и мелкими включениями цементита, полосчатость небольшая или полностью отсутствует;
· При низкой температуре конца прокатки и высокой температуре смотки (около 700) металл характеризуется неравномерностью по количеству и распределению перлита и цементита и по наличию полосчатости;
· При высокой температуре конца прокатки и высокой температуре смотки структура металла отличается неравномерностью зерна феррита, небольшим количеством перлита и значительными выделениями структурно-свободного цементита.
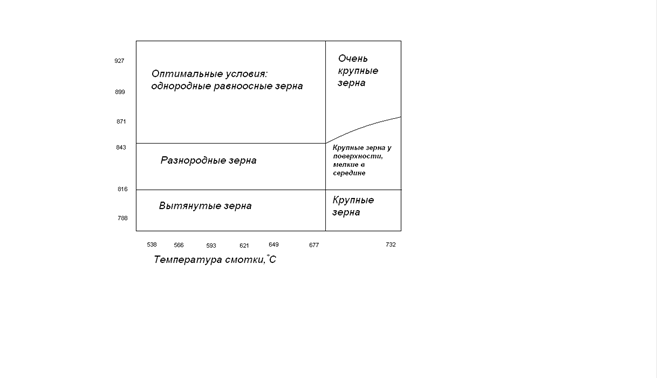
Рисунок 1.Диаграмма микроструктуры горячекатаной листовой стали
Порядок технологических операций при прокатке на стане «2000»
Посад слябов в печь
1. Подача металла на загрузочный рольганг осуществляется двумя способами:
- по рольгангу непосредственно с ККЦ;
через загрузочные тележки, подъемные столы.
2. Каждый сляб взвешивается при помощи платформенных весов «ВЕСКОМ»
. На загрузочных рольгангах печей осуществляется измерение температуры сляба.
. С поверхности металла удаляется окалина и другие предметы, мешающие равномерному нагреву слябов.
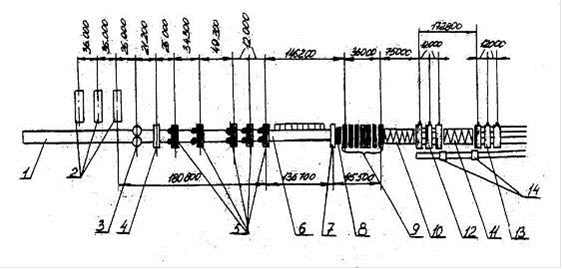
Рисунок 4. План ЛПЦ - 10:
1 - приемный рольганг; 2 - методические печи; 3 - черновой окалиноломатель (вертикальная клеть); 4 - клеть дуо; 5 - универсальные клети кварто; 6 - промежуточный рольганг; 7-летучие ножницы;
- чистовой окалиноломатель; 9 - клети непрерывной чистовой группы;
- первый отводящий рольганг; 11 - второй отводящий рольганг;
- первая группа моталок; 13 - вторая группа моталок; 14 - весы.
5. Посад слябов в печь производить в один, два ряда или в шахматном порядке в зависимости от длины слябов:
длина слябов, мм
один ряд от 11 000 до 12 000
два ряда от 4 700 до 6 000
шахматное расположение от 7 870 до 10 000