Выбор материала элементов сварной заготовки
Марка: Сталь45
Выбор вида сварки плавлением
Автоматическая дуговая сварка в атмосфере СО2.
Выбор типа сварного соединения и вида швов
Применяем стыковое соединение. Вид сварного шва - стыковой.
Выбор пространственного положения при сварке
Пространственное положение электрода – нижнее с наклоном электрода.
Катет шва равен К=9мм.
Определение массы наплавленных швов
Массу наплавленного металла швов определяем как:
МШ=2  F1
F1  =191.18 г
=191.18 г
Выбор формы и размеров свариваемых элементов
Сварная заготовка зубчатого колеса образуется в результате соединения кольца и профиля круглого сечения.
Профиль круглого сечения диаметром 210 мм ГОСТ 2590-88, состоянии горячекатаное.
Второй элемент изготавливается механической обработкой резанием толстостенной трубы размером 102 22 мм (ГОСТ 8732-78).
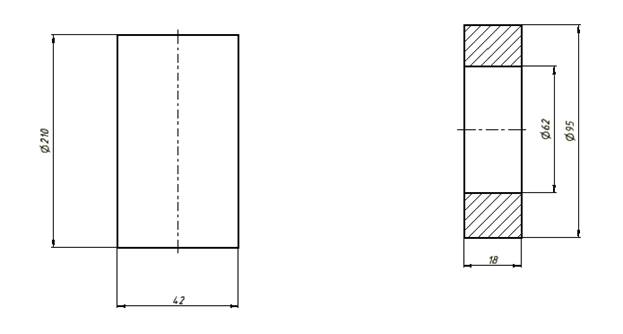
Перед началом сборочно-сварочных мероприятий трубу подвергают обработке резанием - обрабатывают наружную цилиндрическую поверхность до диаметра 96мм и подрезаем конец трубы под углом. Профиль круглого сечения так же подвергаем механической обработке резанием – сверлим отверстие диаметром 62 мм и обрабатываем торцевую поверхность до диаметра 96 мм.
Эскиз заготовки в сборочно-сварочном приспособлении

Эскиз сварной заготовки зубчатого колеса

Анализ технологичности сварной заготовки
| требования | № | Признаки технологичности | вариант | |
| Форма и материалы сварных элементов | Однородные свойства свариваемых элементов. | - | ||
| Хорошая свариваемость материала элементов заготовки. | - | |||
| Применение в качестве свариваемых элементов заготовок с min коэффициентом выхода при их изготовлении Квг=(К1 вг+К2 вг)/2. | 0,5 | |||
| Способ сварки | Применение экономичного производительного способа сварки. | + | ||
| Тип сварного соединения | Применение стыкового соединения с минимальным количеством расплавленного и наплавленного материала. | + | ||
| Непрерывные по длине сварные швы, выполненные в нижнем положении. | + | |||
| Удобство доступа сварного инструмента в зону сварки. | - | |||
| Отсутствие резких переходов по толщине соединяемых элементов в зоне сварки. | - | |||
| Симметричное расположение швов относительно центра тяжести соединения. | - | |||
| Взаимное расположение свариваемых элементов и/или разделка кромок должна обеспечивать провар корня шва. | - | |||
| Минимальное количество сварных соединений. | + | |||
| Отсутствие пересечения сварных швов. | + | |||
| Утолщение кромок элементов в зоне шва и околошовной зоне. | - | |||
| Расположение сварных швов вне зоны действия значительных внешних нагрузок. | + | |||
| Технология сварки | Фиксация свариваемых элементов в процессе сварки. | - | ||
| Возможность защиты сварного шва и околошовной зоны от взаимодействия с атмосферой. | + | |||
| Возможность термической обработки сварной заготовки с целью уменьшения остаточных напряжений. | - | |||
| Возможность контроля качества сварного соединения. | + | |||
| Механическа я обработка | Хорошая обрабатываемость резанием свариваемых элементов. | + | ||
| Минимальный объем механической обработки при подготовке кромок под сварку | - | |||
| Максимальная весовая точность сварной заготовки (mд/mз). | 0,4 | |||
| Расположение обрабатываемых поверхностей на одном уровне | - | |||
| Минимальная величина сварочных напряжений в заготовке. | + | |||
| Возможность механической обработки заготовок за один проход. | - | |||
| Минимальная шероховатость заготовки. | - | |||
| Минимальная величина дефектного слоя на поверхности заготовки. | - | |||
| Равномерная высокая жесткость конструкции. | + | |||
| Равномерная низкая твердость поверхности заготовки. | - | |||
| Возможность контроля качества изделия. | + | |||
| Максимальный коэффициент использования материала. | 0,4 | |||
| Минимальная себестоимость детали. | - |
Вывод
Анализ технологичности сварной заготовки показал, что коэффициент использования материала этого вида заготовки ниже, чем при получении отливки и поковки проектируемой детали.
-
5)Выбор заготовки-
6)Условия технической реализации обработки поверхностей-
7)Оценка технологичности конструкции детали-
8)Анализ технологичности конструкции детали-
9) Вывод-