Вариант - 12
Студентки
Финансово-экономического факультета
Заочного отделения
Группы У06-ЭПз-1
5-й курс
Галай Натальи Михайловны
Преподаватель:
Плиско Т.Н.
Новополоцк, 2009 г.
Содержание
1. Трудовой процесс. Понятие, его составные элементы - трудовые движения, действия, приемы, операции. Понятие метода труда
2. Разновидности аналитического метода нормирования. Аналитически-расчетный метод нормирования труда, аналитически-исследовательский метод нормирования труда и область его применения. Микроэлементное, дифференцированное и укрупненное нормирование труда
3. Планировка рабочих мест и ее виды. Экономические, санитарно-гигиенические и эстетические требования к организации рабочих мест
4. Задача
Список использованных источников
Трудовой процесс. Понятие, его составные элементы - трудовые движения, действия, приемы, операции. Понятие метода труда
Трудовой процесс - это совокупность действий исполнителей по целесообразному изменению предмета труда. Его организация призвана обеспечить выполнение заданной работы с минимальными затратами рабочего времени, эффективное использование оборудования, оснастки и инструментов, высокое качество продукции.
Содержание трудового процесса определяется совокупностью методов и приемов труда работника (группы работников), необходимых для выполнения работы по всем ее стадиям: получение задания; информационная и материальная подготовка работы; непосредственное трудовое участие в процессе преобразования предметов труда в соответствии с производственной или функциональной технологией; сдача выполненной работы.
Состав трудового процесса отражен на рисунке 1.
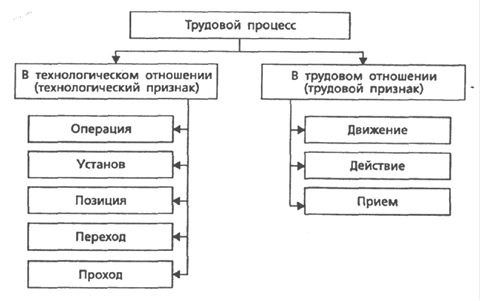
Рис.1. Состав трудового процесса.
Трудовое движение является наиболее дифференцированным элементом расчленения операции. Оно представляет собой одно кратное перемещение рабочего органа исполнителя (корпуса, ног, рук, кистей рук, пальцев) с целью взятия, перемещения, совмещения, освобождения предмета, поддержания его в состоянии покоя. Процесс выполнения всех этих действий, как правило, контролируется органами чувств, которые корректируют их направленность, скорость и точность. Например, "протянуть руку к инструменту", "взять (захватить) инструмент". [4, 51-57]
Трудовое действие - это логически завершенная совокупность трудовых движений, выполняемых без перерыва рабочими органами человека при неизменных предметах и средствах труда. Например, "включить продольную подачу суппорта", "взять инструмент", "положить деталь".
Трудовой прием - законченная совокупность трудовых действий работника, характеризуемая определенным законченным целевым назначением, и представляющая собой технологически завершенную часть операции из нескольких трудовых действий. Например, прием "установить деталь в патроне токарного станка" имеет определенное и законченное целевое назначение: подготовить заготовку к обработке с креплением в патроне. Он включает следующие действия: поднести деталь к патрону и вставить ее в патрон.
Трудовые приемы в зависимости от назначения подразделяются на:
основные (технологические);
вспомогательные.
Основные (технологические) приемы предназначены для непосредственного осуществления (реализации) цели данного технологического процесса по изменению физико-химических свойств, формы или положения предмета труда.
Целевое назначение вспомогательных приемов - обеспечение подготовки к выполнению основных приемов. [3, 54]
Операция - законченная часть технологического процесса по обработке одного или одновременно нескольких предметов труда, выполняемая на одном рабочем месте одним или группой рабочих либо без их участия. Операция является основным объектом планирования, учета, контроля производственного процесса, а также нормирования труда.
Метод труда - это способ осуществления работником трудового процесса, характеризующийся составом приемов, последовательностью операций и их взаимосвязью.
Высокие результаты труда отдельных работников, большая или меньшая экономия материальных и трудовых затрат являются не только следствием личных способностей, но и результатом рациональности применяемых приемов и методов труда. Рациональными можно считать такие приемы и методы, которые характеризуются - наименьшими затратами времени, физическими и психическими (нервными) усилиями и затратами энергии.
Основное направление рационализации приемов и методов труда - это оптимизация структуры технологической операции и трудовых приемов за счет сокращения количества трудовых движений и совершенствования способов их выполнения. [4, 122]
Разновидности аналитического метода нормирования. Аналитически-расчетный метод нормирования труда, аналитически-исследовательский метод нормирования труда и область его применения. Микроэлементное, дифференцированное и укрупненное нормирование труда
Методы нормирования труда - это совокупность приемов установления норм труда, включающая анализ трудового процесса, проектирование рациональной технологии и организации труда, расчет норм. Выбор конкретного метода зависит от характера нормируемых работ и условий их выполнения. Методы нормирования труда подразделяются на аналитические и опытно-статистические. [4, 247]
Суть аналитического метода состоит в том, что норма устанавливается на основе всестороннего анализа и фактического осуществления трудового процесса и определения наиболее рациональных методов выполнения каждого его элемента. Такие нормы являются научно обоснованными. Поэтому основным методом установления норм времени на предприятиях является аналитический метод, при помощи которого обосновывают не только все затраты времени, необходимые для производства продукции, но и показатели использования машин (оборудования). [5, 139]
Аналитические методы можно классифицировать по трем признакам:
методике получения исходных данных;
степени дифференциации трудового процесса;
характеру зависимости норм труда от факторов, влияющих на их величину.
По методике получения исходных данных аналитические методы делятся на аналитически-расчетные, при которых базой расчета норм являются нормативные материалы, и аналитически - исследовательские, при которых исходная информация получается путем наблюдений или экспериментов. Аналитически-расчетные методы в настоящее время являются основными. Они обеспечивают необходимую степень обоснованности норм при значительно меньших по сравнению с исследовательскими методами затратах на сбор исходной информации.
По степени дифференциации трудового процесса аналитические методы делятся на дифференциальные и укрупненные.
Дифференцированные методы предполагают детальное расчленение трудового процесса на элементы (до трудовых достижений и действий), исследование факторов, влияющих на продолжительность каждого элемента, проектирование нового состава, последовательности и длительности выполнения элементов операции с учетом передового производственного опыта. Эти методы применяются при необходимости высокой точности нормирования трудовых операций, обусловленной большими объемами выпуска продукции.
Укрупненные методы предполагают расчленение трудового процесса до комплексов приемов и операций. Необходимое время обычно устанавливается на основе укрупненных нормативов и типовых норм.
По характеру зависимости норм труда от факторов, влияющих на их величину, аналитические методы делятся на прямые и косвенные. [1, 75-76]
При аналитически-расчетном методе операция (работа) разделяется на укрупненные элементы, продолжительность выполнения которых определяется с использованием централизованно разработанных нормативов или по формулам зависимости времени от факторов, влияющих на продолжительность отдельных элементов. Таблицы нормативов строятся таким образом, чтобы, пользуясь ими, можно было легко установить временную характеристику элемента с учетом наличия конкретного фактора, влияющего на продолжительность его выполнения. Действующая в настоящее время система общемашиностроительных, межотраслевых, отраслевых и местных нормативов позволяет охватить около 90% всех имеющихся видов работ. Проблема заключается лишь в том, чтобы поддерживать их уровень прогрессивности путем периодических пересмотров и корректировок с учетом изменений, происходящих в технике, технологии и организации труда.
Наиболее полная система нормативных материалов разработана для отраслей машиностроения. Для нормирования основного (машинного) времени имеются общемашиностроительные нормативы режимов резания на металлорежущих станках и станках с числовым программным управлением. Разработаны нормативы на все элементы вспомогательного времени, времени обслуживания рабочих мест, подготовительно-заключительное время, отдых и личные надобности. На иx основе рассчитаны нормативы на технологические переходы и обработку поверхностей деталей на отдельные операции и изготовление деталей в целом. Имеются нормативы различной степени укрупнения на сборочные работы и ряд других работ.
Используя имеющиеся нормативы, можно рассчитать норму времени на требуемую операцию.
При использовании аналитически-исследовательского метода нормирование, анализ и проектирование состава и последовательности выполнения элементов оперативной работы осуществляется в результате непосредственного изучения операции методом хронометражных наблюдений, выполняемых в условиях предварительно обеспеченной рациональной организации труда и производства на рабочем месте. Машинное время рассчитывается исходя из производительности оборудования или оптимальных режимов его работы. Величина подготовительно-заключительного времени, времени обслуживания рабочего места устанавливается на основе данных фотографии рабочего времени. Время на отдых и личные надобности определяется на основе специальных физиологических исследований или рассчитывается по нормативам в процентах от оперативного времени. Полученные данные служат основой для нахождения затрат времени на операцию в целом.
Достоинство этого метода - проведение исследования непосредственно на рабочем месте, что позволяет выявить и устранить недостатки в организации труда, обслуживании рабочего места, условиях труда. По сравнению с аналитически-расчетным данный метод более трудоемок, но точность установленных с его помощью норм выше, так как нормативы разработаны на типовые организационно-технические условия. Его применение целесообразно на тех рабочих местах, где точность норм имеет особую значимость или отсутствуют нормативы, необходимые для нормирования работ. [4, 249-251]
Эта разновидность аналитического метода применяется:
• когда нет утвержденного технологического процесса на нормируемые операции (работы) и отсутствуют разработанные нормативы;
• при определении норм, точность которых не обеспечивается применением нормативов, так как они разрабатываются на типовые организационно-технические условия выполнения работ (в частности, при нормировании ручных работ в массовом производстве, где точность не особенно необходима);
• при разработке новых и корректировке действующих нормативов времени на отдельные составные части нормы времени;
• когда условия на производстве резко отличаются от условий, заложенных в нормативах;
• для определения уровня напряженности условно-постоянных норм после отмены временных норм. [5, 140-141]
В конце 1940-х - начале 50-х годов сначала в США, а затем и в ряде других стран широкое распространение получил метод нормирования труда, основанный на использовании нормативов времени на мельчайшие (элементарные) трудовые движения - так называемых микроэлементных нормативов. Системы микроэлементных нормативов представляют собой сборники таблиц, содержащих нормативы времени элементарных трудовых движений, из которых состоят повторяющиеся трудовые процессы, и детальное описание условий выполнения движений, для которых разработаны такие нормативы. При расчете нормы времени на конкретную операцию она расчленяется на микроэлементы.
Метод микроэлементного нормирования предполагает рационализацию трудового процесса, трудовых приемов за счет устранения всех лишних движений и установления нормального темпа работы. При нормировании по микроэлементам отпадает необходимость хронометражных наблюдений над группой рабочих и последующих расчетов норм на каждый прием. Нормировщик устанавливает, из какой комбинации движений состоит та или иная операция, находит в соответствующих таблицах величины нормативов времени на эти движения и суммирует их. Это не только ускоряет процесс нормирования труда на предприятиях, но и позволяет на этапе проектирования новых видов изделий, при введении новых технологических процессов рассчитывать нормативную трудоемкость, планировать издержки на рабочую силу и определять уровень ожидаемой прибыли при переходе на новые виды продукции.
Нормирование труда по микроэлементам призвано способствовать улучшению психологического климата на предприятиях, так как ликвидируются причины для споров с рабочими и трудовых конфликтов в связи с проведением хронометражных наблюдений, правильностью учета темпа работы и исчисления нормативного времени.
В зарубежных странах разработано и применяется большое число различных систем микроэлементных нормативов. [4, 254]
Наиболее распространенными в настоящее время являются следующие системы: МТМ (от англ. Methods-Time Measurement, "Система изменения времени работы с определением методов ее выполнения"), Work Factor - система, учитывающая факторы трудности работы, BMT (Basic Motion Time Study - изучение времени выполнения основных движений), DMTS (Dimensional Motion Time Study - время выполнения пространственных движений).
Система МТМ - самая распространенная в настоящее время. В ней все трудовые движения расположены на 19 элементарных движений: 8 движений рук, 9 - ног и туловища, 2 - глаз. На каждое из этих элементарных движений составлены нормативы времени, учитывающие расстояние, которое необходимо преодолеть при выполнении движения, вес перемещаемой при этом детали, степень точности движения и т.п.
Система Work Factor устанавливает нормативы времени на так называемые основные движения, а также нормативы дополнительного времени на эти же движения в зависимости от факторов трудности, влияющих на продолжительность основного движения. При этом под основным движением понимается такое движение одной или нескольких частей человеческого тела на определенное расстояние, которое требует минимальных усилий или точности (например, движение руки при бросании болта в ящик). Величина нормативов основного и дополнительного времени зависит от следующих факторов: используемой части человеческого тела, расстояния, на которое она перемещается, степени точности движения, встречаемого при этом сопротивления. Последние два условия характеризуют факторы трудности. Данная система содержит таблицы нормативов на движение пальца или кисти руки (от кисти до плеча), предплечья, корпуса, ступни и ноги. [4, 255]
Система ВМТ содержит нормативы времени на основные движения (под которыми понимаются законченные движения различных частей человеческого тела с момента выхода из состояния покоя и до возвращения в это состояние) в зависимости от следующих факторов: расстояния, зрительного напряжения, затрачиваемого при совершении движения, степени точности при взятии или установке детали, усилия при перемещении тяжестей и координации органов человеческого тела, необходимой при совершении одновременно двух движений. В данной системе имеется и специальная таблица нормативов дополнительного времени, необходимого для приложения определенных усилий во время основного движения. [4, 256]
Особенностью системы DMTS является большое число нормативов времени на элементы часто повторяющихся сборочных операций. [4, 258]
В бывшем СССР была разработана базовая система микроэлементных нормативов времени (БСМ). По сравнению с зарубежными МТМ и Work Factor в ней расширен состав факторов, влияющих на продолжительность микроэлементов. Нормальный темп работы адекватен скорости выполнения базового микроэлемента "протянуть руку" с малой степенью контроля на расстояние 40 см, равной 93 см/с. Этот микроэлемент принят за базовый как наиболее часто встречающийся в трудовых процессах. Система микроэлементных нормативов содержит нормативные карты, которые разработаны в виде таблиц. Таким образом предусмотрено определение времени без проведения дополнительных логических операций.
С помощью БСМ целесообразно нормировать лишь кратковременные трудовые процессы длительностью до 0,5 мин для условий крупносерийного и массового типов производства.
Нормативные карты БСМ состоят из трех частей: первая включает наименование количественных факторов и их значение, вторая - наименования качественных факторов и их характеристики, третья - нормативные значения времени выполнения микроэлемента. [4, 260-261]
Планировка рабочих мест и ее виды. Экономические, санитарно-гигиенические и эстетические требования к организации рабочих мест
Рабочее место представляет собой закрепленную за отдельным рабочим или группой часть производственной площади, оснащенную необходимыми технологическим, вспомогательным, подъемно-транспортным оборудованием, технологической и организационной оснасткой, предназначенными для выполнения определенной части производственного процесса. [4, 93]
Планировка рабочих мест - это пространственное размещение рабочих мест, элементов их оснащения - оборудования, технологической и организационной оснастки, а также предметов труда и самого работника.
Различают:
1) общую {внешнюю) планировку рабочих мест пространственное расположение самих рабочих мест;
2) частную планировку, предполагающую рациональное размещение в пределах рабочего места всех его элементов - субъекта (работника), средств и предметов труда.
В рамках частной планировки выделяют внутреннюю планировку, предполагающую рациональное расположение инструментов, приспособлений, сырья, материалов, готовой продукции и прочего внутри таких элементов оргоснастки, как производственная мебель, тара.
Основные задачи планировки рабочих мест (всех ее видов) следующие:
создать удобные и безопасные условия труда;
наиболее эффективно использовать производственные площади;
улучшить использование рабочего времени исполнителей за счет устранения излишних движений, хождений и т.п. [3, 233-234]
Требования к организации рабочих мест:
Экономические требования состоят в том, чтобы организация рабочего места обеспечивала оптимальную занятость работника, максимально высокий уровень производительности труда и качество работы; [4, 95]
Санитарно-гигиенические характеризуют микроклимат (температуру, влажность и скорость движения воздуха), освещение, шум, вибрацию и сопряженную с освещением окраску служебных помещений и оборудования;
Эстетические включают цветовую отделку интерьеров, озеленение служебных помещений, использование в интерьерах помещений произведений живописи и произведений прикладного искусства. [2, 185-186].
Задача
Определить относительную экономию рабочей силы в результате увеличения числа рабочих дней, отрабатываемых одним рабочим в плановом году по сравнению с отчетным с 231 до 234, то есть на 3 дня, если известно, что расчетная численность промышленно-производственного персонала - 1400 чел., удельный вес рабочих в общей численности работающих - 75%.
Решение:
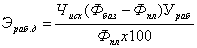
Экономия численности работающих за счет изменения количества рабочих дней в плановом периоде (Э раб. д) определяется по формуле:
 , (1)
, (1)
где Чисх - исходная численность работающих, чел.;
Фбаз, Фпл - число рабочих дней одного рабочего, соответственно в базисном и плановом периодах, дней;
Ураб - удельный вес рабочих в общей численности работающих, %.
|1400 * (231 - 234) * 75|
Э раб. д = - ----------------------------- - = 13 (чел)
234 * 100
Из расчетов видно, что в результате увеличения числа рабочих дней, отрабатываемых одним рабочим в плановом году по сравнению с отчетным на 3 дня, относительная экономия рабочей силы составила 13 человек.