При ремонте трубного пучка допускается установка пробок на 15% трубок (в некоторых случаях 10%) в каждом потоке пучка. При выходе из строя более 15% трубок все они заменяются полностью.
Выбор материала трубок осуществляется с учетом характеристики среды, ее параметров и в соответствии с действующими нормами. Применение бывших в употреблении трубок допускается, если они потеряли вследствие износа не более 30% первоначального веса.
Правка вмятин в трубах проводится с помощью приспособления, показанного на рисунке 7:

Рисунок 7 - Приспособление для правки вмятин в трубах.
1 - оправка; 2 - штанга с резьбой; 3 - шайба; 4 - гайка; 5 - труба; 6 - вмятина.
Штанга 2 продевается через трубу до упора оправки 1 во вмятину. После этого на штангу надеваются шайба 3 и гайка 4. При завинчивании гайки оправка осуществляет выпрямление вмятого участка.
При замене завальцованные трубки отрезают ножовкой или специальным приспособлением (рисунок 8).
Удаление дефектных приваренных труб проводится вырубкой сварного кольцевого шва вручную или срезанием торца трубы и валикового шва специальной фрезой с приводом от гибкого вала или переносной дрели.
а)  б)
б) 
Рисунок 8 - Инструменты для резки труб и трубных пучков.
а) труборез для механизированной резки труб в комплекте с приводом; б) ручной труборез, для резки труб за один проход.
Замена труб – сложная операция, которая включает удаление дефектных труб, подготовку новых труб, крепление новых труб в трубных решетках.
Трубы удаляют с использованием оправки. Для этого зенкеруют (высверливают) трубу примерно на 3/4 длины развальцованной части, уменьшая при этом толщину ее стенки. После этого между трубой и внутренней поверхностью отверстия решетки забивают специальную оправку, которая деформирует стенку трубы. Затем оправкой трубу выбивают из трубной решетки.
Для удаления приваренных труб предварительно вырубают сварной шов вручную или специальной фрезой с приводом от гибкого вала или переносной дрели.


Рисунок 9 – Зенковка для уменьшения толщины стенок труб
перед их удалением из трубных решеток


Рисунок 10 – Оправка для удаления из трубных решеток труб
после их обработки зенковками
Вставляемые новые трубки отрезают по длине трубного пучка с прибавкой 8 – 10 мм длины. Концы трубок зачищают до металлического блеска на длину, равную толщине решетки с прибавкой 10 мм на сторону. В трубной решетке все отверстия зачищают от заусенцев, ржавчины и грязи.
Наличие продольных рисок в отверстиях трубной решетки не допускается. Перед установкой трубок отверстия в решетке продувают воздухом и насухо протирают. Трубки устанавливают в трубные решетки так, чтобы их концы труб выступали на 3 – 5 мм от наружного торца каждой решетки. Зазор между наружным диаметром трубки и отверстием в решетке не должен превышать 1,5 % диаметра трубки.
В трубных решетках концы трубок крепятся развальцовкой.
Развальцовка является наиболее распространенным способом получения прочных и герметичных соединений труб с трубными решетками теплообменных аппаратов. При вальцовке происходит пластическая деформация трубы.
Для получения надежного соединения трубы с трубной решеткой необходимо выполнить следующее условие:

где D’ – расчетный внутренний диаметр трубы после развальцовки;
Do – внутренний диаметр трубы до развальцовки;
Δ – диаметральный зазор между трубой и трубной решеткой (Δ = Dотв – Dн);
s – толщина стенки трубы;
К – коэффициент, учитывающий тип теплообменного аппарата.
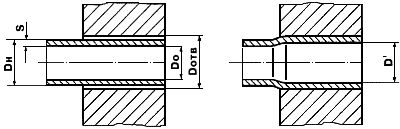
Рисунок 11 – Схема развальцовки трубок
Развальцовку трубок осуществляют при помощи специального инструмента – вальцовки. Вальцовка состоит из металлического конуса, патрона с пазами и цилиндрических роликов. Под каждый размер трубы свой патрон.
В процессе развальцовки ролики выходят из пазов и увеличивают диаметр трубы.


Рисунок 12 - Вальцовки с регулированием глубины вальцевания
L – рабочая длина ролика; Lmin – минимальная глубина вальцевания;
Lmax – максимальная глубина вальцевания


Рисунок 13– Вальцовки с фиксированной глубиной вальцевания
L – рабочая длина ролика
При развальцовке не допускаются следующие дефекты:
- отсутствие характерного перехода между развальцованной и неразвальцованной частями труб;
- чрезмерная длина колокольчика или раздутый выход трубы за трубной решеткой;
- одностороннее выпучивание трубки на выходе из гнезда;
- подрез трубы по кромкам гнезда трубной решетки;
- трещины и разрывы в вальцованной части трубы или в колокольчике.
В теплообменных аппаратах жесткой конструкции применяется также сварное крепление трубок в трубной решетке. При этом трубки и решетки должны быть изготовлены из хорошо свариваемых металлов.
Сварку труб с трубными решетками проводят только в сочетании с развальцовкой. Такое крепление труб применяют в теплообменниках, работающих при температуре выше 450 °С и давлении более 14,0 МПа или когда к герметичности соединений предъявляют особые требования, связанные с пожаро- или взрывоопасностью, а также токсичностью или радиоактивностью рабочей среды.
Применение сварки без дополнительной развальцовки целесообразно только для аппаратов, у которых толщина трубной решетки меньше наружного диаметра теплообменных труб.