При данном методе пайки могут использоваться машины для контактной сварки (рис.3.11 а) и сварочные трансформаторы (рис.3.11б ).
Электроды изготавливают из меди (для пайки стальных деталей) или графита (для медных деталей малого сечения). Для обеспечения надежного электрического контакта между электродами и деталями, так же как и при электроконтактной сварке, соединяемые детали сжимают усилием Р. Сила тока и продолжительность его включения выбираются с таким расчетом, чтобы расплавить припой и прогреть соединяемые кромки, не перегревая близлежащие участки изделия, чувствительные к перегреву.
Данный способ пайки оказался удобен и широко применяется для соединения небольших деталей: в радиоэлектронике (при монтаже интегральных схем, пайке проводов, контактов, деталей приборов), деталей точных механических устройств, твердосплавного инструмента, оптических приборов и пр.
При э лектронно-лучевой пайке необходимая теплота выделяется в поверхностном слое паяемых деталей при торможении быстролетящих электронов, ускоренных высоким напряжением между катодом и анодом.
Пайка, выполняемая в вакуумных камерах при разрежении 1,3∙10-2…1,3∙10--4 Па, может осуществляться сфокусированным неподвижным или сканирующим лучом (рис.3.12).
Преимущества метода:
возможность локальной пайки изделий в электронной и радиотехнической промышленности, деталей из тугоплавких металлов, металлокерамики. Так, пучок электронов может фокусироваться на участке диаметром до 0,01 мм при удельной мощности до 500 МВт/м;
время нагрева и плавления может быть существенно сокращено, что важно для чувствительных к нагреву тугоплавких металлов;
отсутствие тепловой инерционности, обеспечивающее возможность достаточно точно управлять процессом нагрева в автоматическом режиме.
Недостатки метода:
• сложность и высокая стоимость установок из-за необходимости получения вакуума и управляющих систем высокой точности;
• низкая производительность процесса.
Электронно-лучевая пайка успешно применяется, например, для соединения электрических выводов с контактными площадками пленочных микросхем, для пайки сильфонных конструкций, при производстве компактных трубчатых теплообменников из стали типа X18H10Т в топливо-масляных системах авиационных двигателей и системах кондиционирования воздуха.

Рис.3.12 Электронно-лучевая установка ЭЛУ-20А
Пайка лазером. Нагрев паяемых деталей с помощью лазера - оптического квантового генератора - наиболее рационален для микроминиатюрных деталей, контактов и пр. Диапазон длины волны в лазерах для технологических целей составляет обычно 0,4—10,6 мкм. Схема пайки лазерным лучом антенного провода к пластине прибора приведена на рис.3.13.
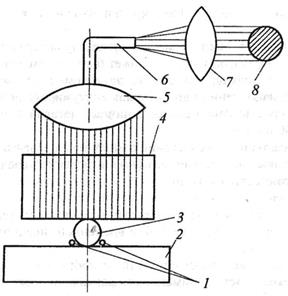
Рис.3.13 Схема пайки привода лазерным лучом
Пайка осуществляется следующим образом. На пластину 2 кладут провод 3, а с двух сторон от него - по кусочку припоя /; на припой и провод ставят ограничивающий цилиндр 4. Лазерный луч из источника 8 проходит первую конденсационную линзу 7 и уменьшается в диаметре до диаметра стекловолокна 6. Пройдя по стекловолокну и изменив направление на 90°, лазерный луч проходит через вторую конденсационную линзу 5, увеличивающую его диаметр до внутреннего диаметра ограничивающего цилиндра.
При лазерной пайке происходит локальный равномерный нагрев припоя без перегрева. Скорость нагрева паяемого материала достигает 1010 °С/с, скорость охлаждения – 106°С/с.
При пайке конструктивно-сложных изделий в ряде случаев используют устройства, в которых луч лазера после выхода из генератора с помощью составной линзы разделяется на несколько лучей, каждый из которых по стекловолокну подается на свою фокусирующую линзу и фокусируется ею на припой и слой флюса.
В настоящее время основная область применения лазерной пайки - очень мелкие конденсаторы, элементы печатных плат, соединения интегральных схем и другие, пайка выполняется под микроскопом в чрезвычайно тонком поперечном сечении.
Преимущества метода:
• локальный концентрированный нагрев и точное дозирование тепловой энергии;
Технология пайки
Для пайки применяют различные типы соединений: нахлесточные, стыковые, тавровые, телескопические и др., но наиболее широко - нахлесточные и телескопические. Прочность нахлесточного соединения зависит от величины нахлестки «а», равной в общем случае а = (3-5)S, где S - толщина соединяемого материала. Увеличивая нахлестку, можно повысить прочность паяного соединения до величины, близкой к прочности паяемого металла.
Технологический процесс пайки включает комплекс последовательно выполняемых операций, основными из которых являются следующие:
· подготовка поверхностей под пайку;
· сборка деталей;
· укладка припоя и, в ряде случаев, внесение флюса;
· пайка;
· обработка полученных узлов после пайки.
Подготовка поверхностей под пайку.
Качество подготовки поверхности под пайку во многом определяет уровень и стабильность свойств паяного соединения. Основные способы очистки поверхности показаны на рис.3.11.
В ряде случаев подготовка детали под пайку включает также нанесение специальных технологических покрытий гальваническим или химическим способом, горячим лужением (погружением в расплавленный припой), с помощью ультразвука, плакированием, термовакуумным напылением. Указанные технологические покрытия наносят с различными целями, а именно:
а) для улучшения смачиваемости паяемых материалов расплавленным припоем;
б) для защиты основного металла от испарения отдельных их
компонентов в процессе пайки;
в) для предотвращения взаимодействия припоя с основ-
ным металлом в случае, если оно приводит к образованию нежелательных хрупких структур;
г) в качестве припоя при контактно-реактивной пайке.
Сборка деталей.
Качество паяного шва, его внешний вид, соответствие паяного узла размерам чертежа во многом зависят от качества сборки. При сборке, прежде всего, должны быть обеспечены необходимые зазоры под пайку. Например, при пайке низкоуглеродистых сталей припоями свинцово-оловянными припоями должны выдерживаться зазоры 0,05-0,5 мм; припоями на основе меди - 0,01-0,05мм.
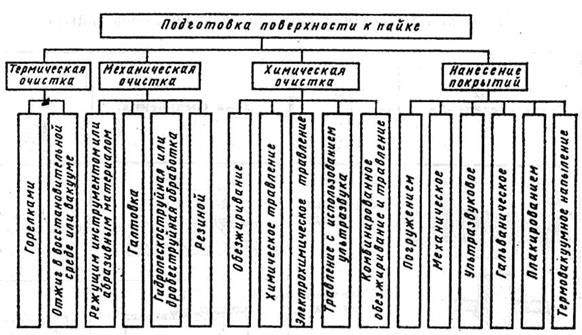
Рис.3.14 Основные способы подготовки поверхности изделий под пайку
Детали во избежание смещения при пайке должны быть зафиксированы (плотной посадкой, обжатием, развальцовкой, прихваткой сваркой и пр.). Примеры фиксации деталей и укладки припоя показаны на рис.3.15 и на рис.3.16. При пайке сложных конструкций применяются специальные сборочные приспособления. Такие приспособления должны обеспечивать:
- свободное расширение деталей при нагреве;
- минимальный отвод тепла от паяемого стыка;
- беспрепятственное формирование паяного шва.
Детали приспособления изготавливаются из материалов, не смачивающихся применяемым припоем (обычно используются графит, керамика, хромированная сталь).
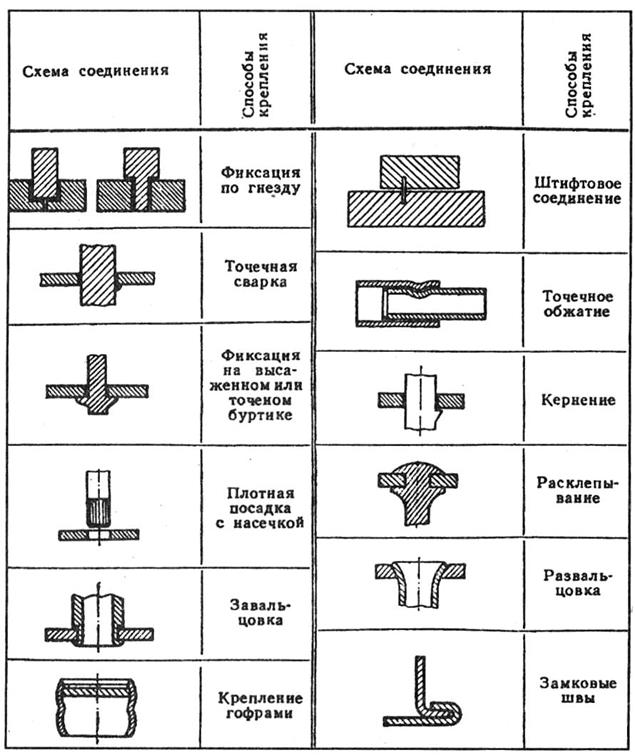 Рис.3.15 Способы фиксации деталей перед пайкой
Рис.3.15 Способы фиксации деталей перед пайкой
Укладка припоя.
Часто сборку паяемого узла (если пайка производится готовым припоем) совмещают с операцией нанесения припоя – например, укладку его в виде дозированных заготовок из проволоки или фольги. При размещении припоя учитываюся такие условия, как расположение изделия в печи или другом нагревательном устройстве, режимы нагрева и охлаждения.
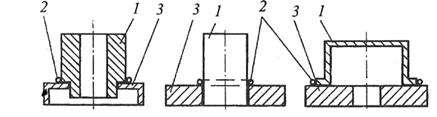
Рис.3.16 Примеры сбойки деталей и укладки припоя: 1 и 3 – детали, 2 – припой
Эффективность и экономичность производства паяных конструкций зависят от правильного дозирования припоя: при недостаточном количестве припоя зазоры не заполняются и соединение получается ненадежным; при избытке припоя имеют место натеки, наплывы, повышается расход припоя. Требуемое количество припоя Q (кг) рассчитывается по формуле
 ,
,
где  - наибольший зазор в соединении при температуре пайки, м; h -высота либо ширина соединения, м; l - протяженность соединения, м; р - плотность припоя, кг/м3.
- наибольший зазор в соединении при температуре пайки, м; h -высота либо ширина соединения, м; l - протяженность соединения, м; р - плотность припоя, кг/м3.
Здесь коэффициент 1,5 учитывает объем галтелей припоя и неизбежные технологические потери (угар, разбрызгивание).
При пайке стыковых соединений с прижимом, когда припой применяется в виде фольги

где Rmax - наибольшая высота микронеровностей паяемых поверхностей; F1+F2 - суммарное отклонение от плоскости первой и второй деталей.
Нанесение флюса.
При флюсовой пайке требуется внесение в зону соединения флюса. Порошкообразный флюс для этого разводят дистиллированной водой до степени негустой пасты и наносят на детали, затем их подсушивают в термостате при температуре 70-80 °С в течение 30-60 мин. При газопламенной пайке флюс подается на паяемые поверхности непосредственно в процессе пайки на прутке разогретого припоя, при пайке паяльником - жалом паяльника или вместе с припоем. Иногда для оловянно-свинцовистых припоев, выполненных в виде полых трубок, флюс (канифоль) помещают внутри этих трубок.
Собственно пайка.
Производится по определенным режимам. Под режимом пайки понимают совокупность параметров и условий, при которых осуществляется пайка; при этом параметрами являются температура пайки, время выдержки при этой температуре, скорость нагрева и охлаждения, а условиями - способ нагрева, припой, флюс и т. д.
Нагревается либо место соединения, либо все изделие (общий нагрев) до температур, превышающих температуру плавления припоя, как правило, на 50-100 °С с тем, чтобы гарантированно обеспечить расплавления припоя в пределах всей площади соединения (т.н. «технологический запас»).
Обработка после пайки включает удаление остатков флюса (при флюсовой пайке). Недостаточно полно удаленные с поверхности изделий флюсы, помимо ухудшения внешнего вида, изменяют электропроводность изделия и, в некоторых случаях, вызывают коррозию. Спирто-канифолевые флюсы, например, удаляют ацетоном, спиртом, бензином. Агрессивные кислотные флюсы тщательно промываются последовательно горячей и холодной водой с помощью волосяных щеток. Иногда требуется и нейтрализация слабыми растворами щелочей.