Лабораторная работа 24. Восстановление клапана
Цель работы: сформировать знания и умения по разработке, оформлению, выполнению и контролю шлифовальной операции; приобрести практические навыки в работе на шлифовальном станке.
Содержание работы: разработка, оформление, выполнение и контроль качества операции по восстановлению фаски и торца стержня клапана; изучение устройства шлифовального станка Р-108, приемов работы на нем и правил техники безопасности.
Оборудование и оснастка рабочего места:
- настольный шлифовальный станок Р-108 с принадлежностями;
- верстак-подставка;
- прибор для контроля клапанов; шлифовальные круги ПП 125х10х32
24А40ПС2-СТ19К5А и ПВ (ГОСТ 166—80);
- шаблон для контроля угла фаски;
- шаблон для контроля цилиндрической части головки клапана;
- эталоны шероховатости по стали,
- алмазный карандаш.
Общие сведения
В процессе работы двигателя на клапан воздействуют силы трения, вибрации, агрессивность среды, удары при посадке в седло, что вызывает появление износов стержня (∆изг до 0,08мм, риски), деформации (∆изг до 0,04мм) и коррозионные повреждения (раковины на фаске).
Износы устраняют слесарно-механической обработкой, хромированием, железнением; деформации – правкой; коррозионные повреждения – слесарно-механической обработкой.
На шлифовальном станке Р-108 фаску клапана шлифуют кругом ПП 125Х10Х32 24А40ПС2-СТ19К5А, а торец стержня – кругом ПВ 125Х32Х32, что обеспечивает требуемую шероховатость шлифуемой поверхности и точность.
При шлифовании фаски припуск на диаметр принимают 0.2…0.6 мм. Глубину резания, называемую при круглом шлифовании поперечной подачей Sпп и выражаемой в миллиметрах на ход стола, принимают по нормативам в зависимости от диаметра и длины обрабатываемой детали, механических свойств материала, а также характера обработки (предварительная, чистовая).
Для шлифования фаски клапана d = 50 мм можно принять Sп = 0,018мм на двойной ход стола.
Продольную подачу Sпр на 1 оборот детали (мм/об) принимают по нормативам в зависимости от обрабатываемого материала и глубины шлифования и выражают в долях β ширины В шлифовального круга:
Sпр = β В.
При предварительном шлифовании β = 0.5…0.8; при чистовом β = 0.25…0.5.
Продольную подачу минутную Sпр.м определяют из соотношения Sпр.м = Sпр ηд, где ηд - частота вращения детали,  .
.
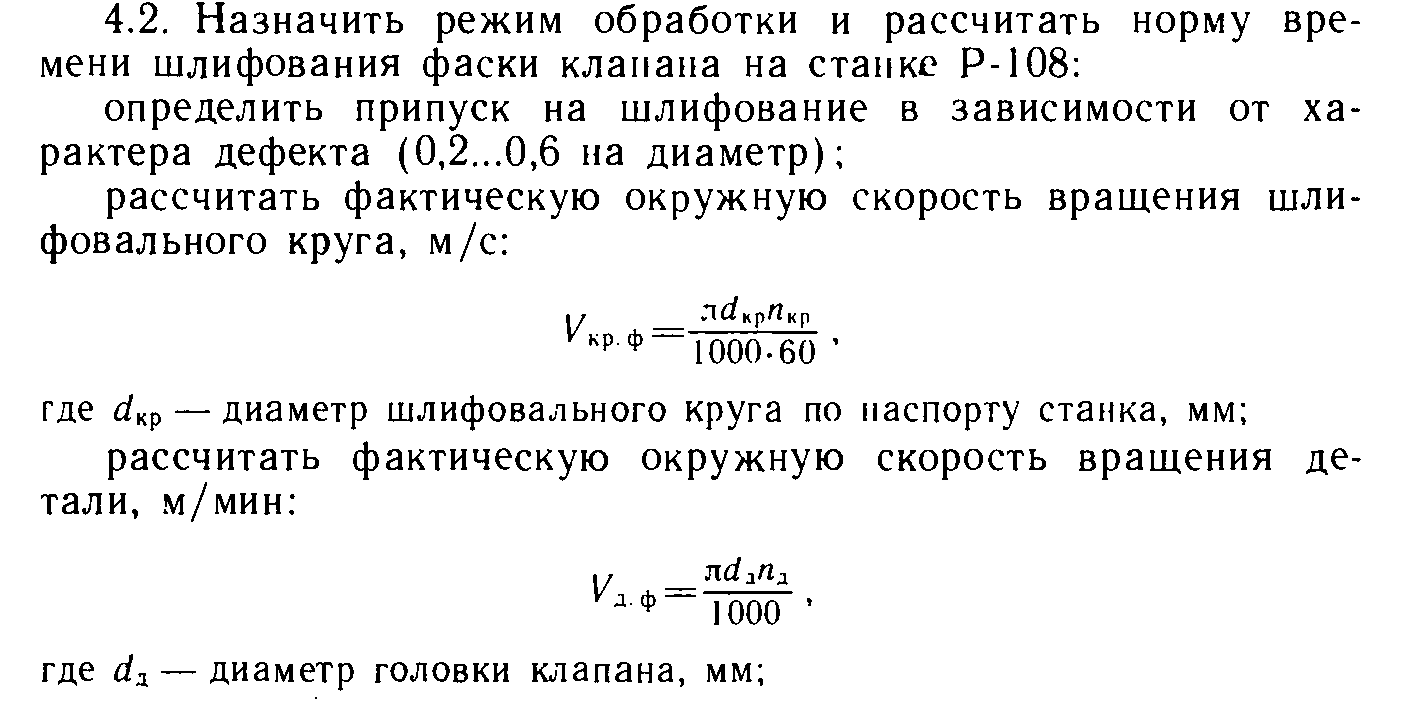
Окружная скорость шлифовального круга Vк зависит от вида связки и профиля круга. Для шлифовальных кругов, диаметр которых меньше 150 мм, Vк=25…30м/с.
Окружная скорость детали Vд устанавливается в зависимости от диаметра шлифования и механических свойств материала. При Vк=30…35 м/с и шлифовании закаленной стали Vд =25…35 м/мин.
Смазочно-охлаждающая жидкость – СОЖ, 2,5% эмульсола, 0,6% кальцини-рованной соды, 96,9% воды
Для восстановления фаски головки и торца стержня клапана можно использовать станок Р-108 (рис.37).
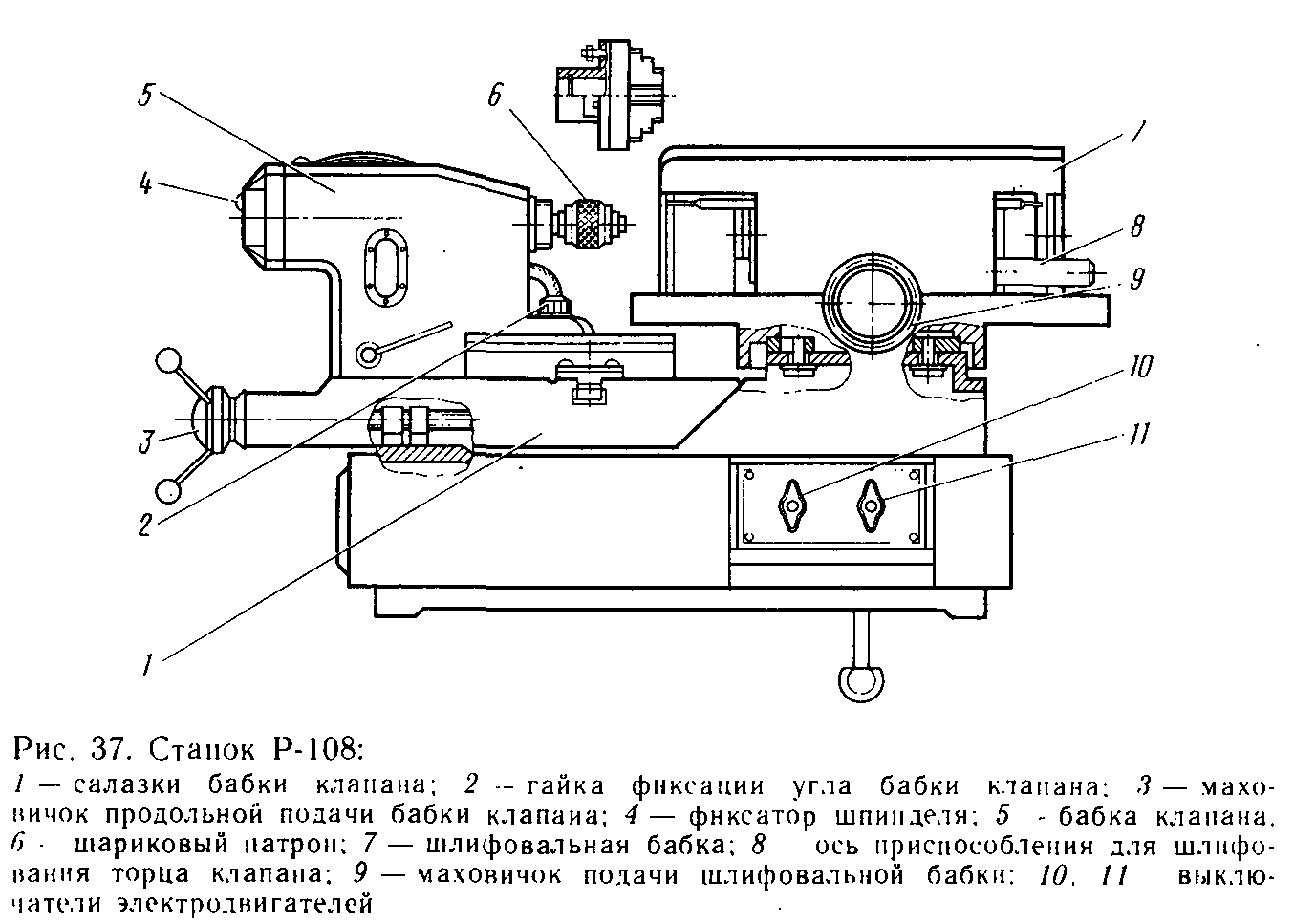
Перед началом работ необходимо правка шлифовального круга ПП 125х10х32 в следующей последовательности: установить алмазный карандаш с помощью стойки в паз салазок 1 бабки клапана 5 и закрепить бабку гайкой 2, править периферию шлифовального круга, снять приспособление.
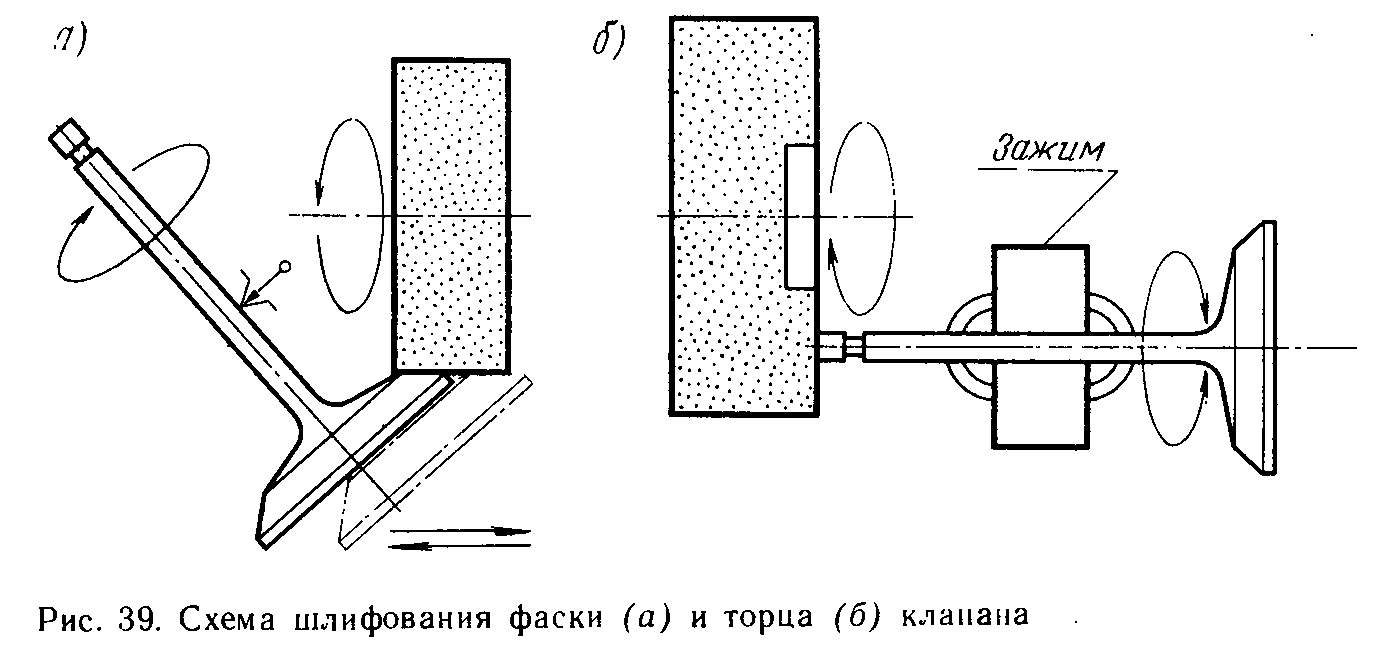
Шлифование фаски головки клапана:
1. Вставить в отверстие шарикового патрона 6 стержень клапана так, чтобы торец тарелки находился на наименьшем расстоянии от торца патрона, а шарики патрона располагались на шлифованной части стержня;
2. Застопорить шпиндель фиксатором;
3. Завинтить муфту патрона по часовой стрелке, зажав клапан;
4. Бабку клапана установить под нужным углом, соответствующим углу фаски клапана;
5. Шайбой 2 закрепить бабку клапана;
6. Подвести клапан к шлифованному кругу так, чтобы расстояние между фаской клапана и периферией круга было 2…3 мм;
7. Включить электродвигатель бабки клапана (выключатель 10);
8. Включить электродвигатель шлифовальной бабки 7 (выключатель 11);
9. Надеть защитные очки, открыть кран системы охлаждения;
10. Плавным, медленным вращением маховика 5 подачи шлифовальной бабки подвести шлифовальный круг к клапану до легкого касания фаски;
11. Вращая маховик 3, отвести клапан влево (на 3…5 мм от круга);
12. Установить назначенную поперечную подачу маховиком 9;
13. Осуществить назначенную поперечную подачу (2…3 двойных хода клапанной бабки) и «выхаживание» — шлифование без поперечный подачи (2…3 двойных хода);
14. Остановить электродвигатель (выключателями 10 и 11);
15. Осмотреть фаску, определив ее соответствие требованиям РК;
16. Повторить, если необходимо, переходы 12, 13, 14, 15;
17. Отвернуть патрон 6, вынув из него клапан.
| Рис. 38 Приспособление для шлифования торца клапана |
| Рис. 38 Приспособление для шлифования торца клапана |
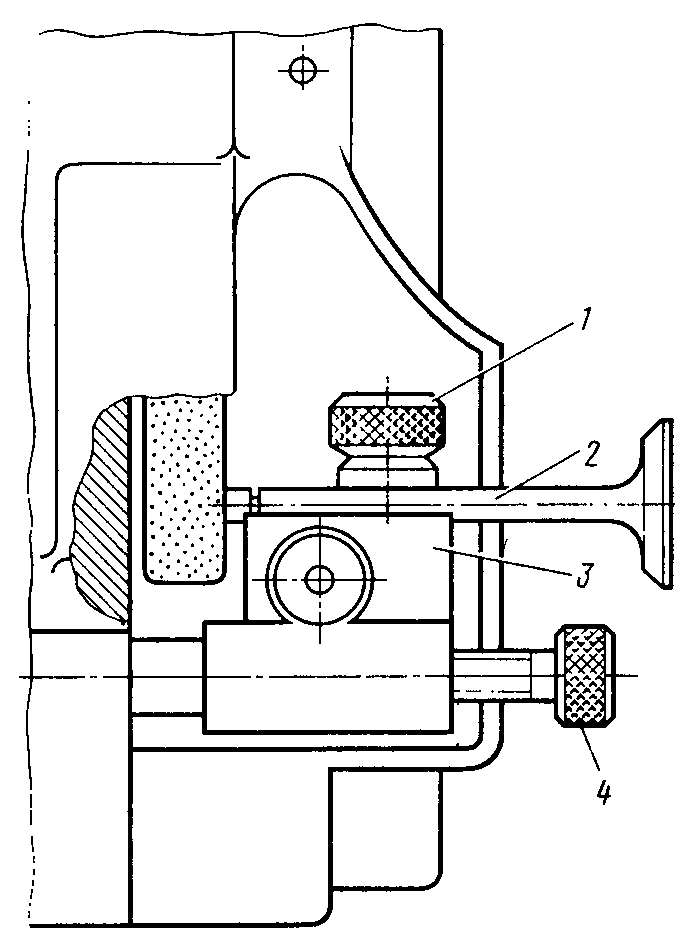
Шлифование торца клапана (рис. 38)
1. В призму 3 приспособления установить стержень клапана 2 и закрепить его винтом 1;
2. Установить приспособление на палец 8 (см. Рис. 37) и подвести торец стержня к торцу шлифовального круга (до касания);
3. Вращая винт 4 (см. Рис. 38), ввести торец стержня клапана в соприкосновение с торцом шлифовального круга;
4. Отвести призму 3 с клапаном за периферию круга, поворачивая приспособление на себя;
5. Винт 4 отвернуть на величину подачи;
6. Надеть защитные очки. Включить электродвигатель шлифовальной бабки, открыть кран системы охлаждения;
7. Шлифовать торец клапана, поворачивая приспособление на пальце "от себя" (до выхода торца клапана за кромку выточки круга), затем на себя (до выхода торца клапана за кромку периферии круга) с лёгким прижимом клапана к шлифовальному кругу (2...3 двойных хода);
8. Остановить электродвигатель выключателем 11;
9. Осмотреть торец клапана и определить его соответствие требованиям РК. Не касаться руками кромки торца клапана;
10. При необходимости переходы 7, 8, 9 повторить.
Технологическая инструкция на выполнение работы
1. Подготовить исходные данные в ходе домашней обработки:
1.1 Уяснить особенности конструктивных элементов клапана (фаска головки, цилиндрическая часть головки, стержень клапана, торец стержня), его конструктивно-технологическую характеристику, условия работы, возможные дефекты и способы их устранения; а также технологию наружного круглого и плоского шлифования, величину шероховатости, параметры режима шлифования, применяемое оборудование, режущий и измерительный инструмент, материалы;
1.2 Запись в бланк отчёта содержания вспомогательных и технологических переходов при обработке фаски и торца клапана, конструктивно-технологическую характеристику детали и расчётные формулы;
2. Преподавателю проверить готовность учащихся к выполнению лабораторной работы;
3. Ознакомится с рабочим местом и уяснить специализацию его, назначение и расположение оборудования, приборов и инструментов; содержание документов и справочной информации; основные узлы станка, его кинематику, органы управления, способы установки и крепления клапана при шлифовании фаски частоты вращения детали n Д и шлифовального круга n кр, цену деления нониуса винта поперечной подачи Sпп1 характеристику шлифовального круга; требования чертежа (РК) восстанавливаемому клапану. Проверить по описи комплектность. Подготовить инструмент к работе.
ЭЛЕКТРОДВИГАТЕЛИ НЕ ВКЛЮЧАТЬ!

7.Обеспечить организационно- техническое обслуживание рабочего места. Привести в исходное положение оборудование, документы, детали, протереть всю оснастку ветошью. Сдать рабочее место дежурному
8. Сдать отчёт и защитить результаты работы (см. инструкцию к работе 1).
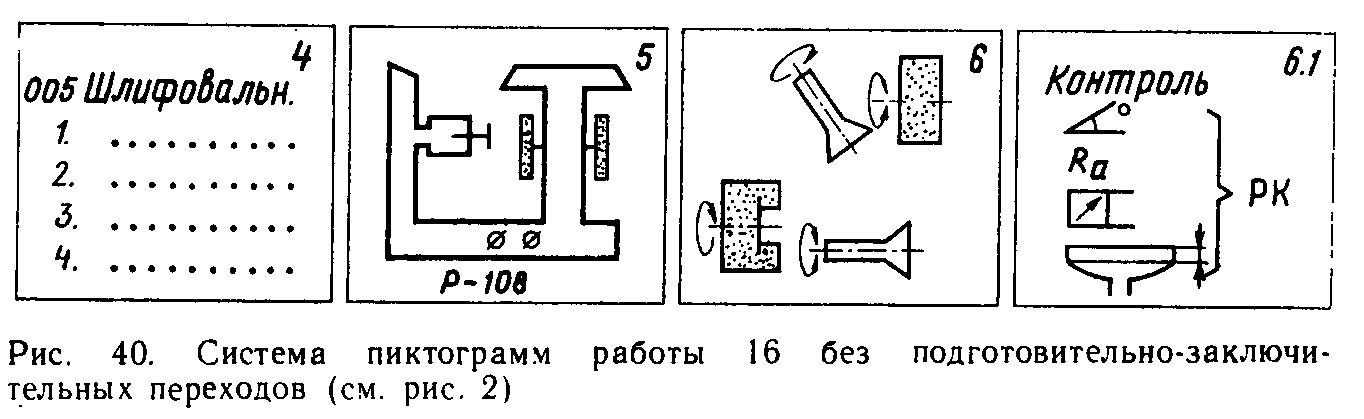
Последовательность выполнения работы определена системой пиктограмм (рис. 40).
Контрольные вопросы
1. Состоянием какого конструктивного элемента клапана определяется возможность многократного шлифования фаски клапана?
2. Расшифруйте маркировку характеристики шлифовальных кругов, применяющихся в операции.
3. Дайте конструктивно - технологическую характеристику выпускного клапана ЗИЛ -130, опишите условия его работы и возможные дефекты.
4. В какой последовательности разрабатывается шлифовальная операция?
5. Как проверить качество ремонта выпускного клапана ЗИЛ -130?