Эксплуатационное назначение резьбы
Крепежная резьба обеспечивает полное и надежное соединение деталей при различных нагрузках и при различном температурном режиме. К этому типу относятся метрическая.
Крепежно-уплотнительная резьба предназначена для обеспечения плотности и непроницаемости резьбовых соединений (без учета ударных нагрузок). К этому типу относятся метрическая с мелким шагом, трубная цилиндрическая и коническая резьбы и коническая дюймовая резьба.
Ходовая резьба служит для преобразования вращательного движения в поступательное. Она воспринимает большие усилия при сравнительно малых скоростях движения. К этому типу относятся резьбы: трапецеидальная, упорная, прямоугольная, круглая.
Специальная резьба имеет специальное назначение и применяется в отдельных специализированных отраслях производства. К ним можно отнести следующие:
- метрическая тугая резьба - резьба, выполненная на стержне (на шпильке) и в отверстии (в гнезде) по наибольшим предельным размерам; предназначена для образования резьбовых соединений с натягом;
- метрическая резьба с зазорами - резьба с необходимая для обеспечения легкой свинчиваемости и развинчиваемости резьбовых соединений деталей, работающих при высоких температурах, когда создаются условия для схватывания (сращивания) окисных пленок, которыми покрыта поверхность резьбы;
- часовая резьба (метрическая) - резьба, применяемая в часовой промышленности (диаметры от 0,25 до 0,9 мм);
- резьба для микроскопов - резьба, предназначена для соединения тубуса с объективом; имеет два размера: 1) дюймовая - диаметр 4/5 І (20,270 мм) и шаг 0,705 мм (36 ниток на 1І); 2) метрическая - диаметр 27 мм, шаг 0,75 мм;
- окулярная многозаходная резьба - рекомендуемая для оптических приборов; профиль резьбы - равнобочная трапеция с углом 60 0.
Рисунок 104 - Классификация резьб
Достоинства и недостатки резьбовых соединений
Достоинства резьбовых соединений:
- высокая нагрузочная способность и надежность;
- взаимозаменяемость резьбовых деталей в связи со стандартизацией резьб;
- удобство сборки и разборки резьбовых соединений;
- централизованное изготовление резьбовых соединений;
- возможность создания больших осевых сил сжатия деталей при небольшой силе, приложенной к ключу.
Недостатки резьбовых соединений:
- главный недостаток резьбовых соединений – наличие большого количества концентраторов напряжений на поверхностях резьбовых деталей, которые снижают их сопротивление усталости при переменных нагрузках.
Распределение осевой нагрузки по виткам резьбы
Осевая нагрузка по виткам резьбы гайки распределяется неравномерно из-за неблагоприятного сочетания деформаций винта и гайки (витки в наиболее растянутой части винта взаимодействуют с витками наиболее сжатой части гайки).
Статически неопределимая задача о распределении нагрузки по виткам прямоугольной резьбы гайки с 10 витками была решена профессором Н. Е. Жуковским в 1902 году.

Первый виток передает около 34% всей нагрузки, второй – около 23%, а десятый – меньше 1%. Отсюда следует, что нет смысла применять в крепежном соединении слишком высокие гайки. Стандартом предусмотрена высота гайки 0,8d для нормальных и 0,5d для низких гаек, используемых в малонагруженных соединениях.
Для выравнивания нагрузки в резьбе применяют специальные гайки, что особенно важно в соединениях, работающих при циклических нагрузках.
Резьба метрическая
Метрическая резьба (рис. 120). Основным типом крепежной резьбы в России является метрическая резьба с углом треугольного профиля а равным 60°. Размеры ее элементов задаются в миллиметрах.
Это основной вид крепежной резьбы, предназначенной для соединения деталей непосредственно друг с другом или с помощью стандартных изделий, имеющих метрическую резьбу, таких как болты, винты, шпильки, гайки.
Согласно ГОСТ 8724-81 метрические резьбы выполняются с крупным и мелким шагом на поверхностях диаметров от 1 до 68 мм - свыше 68 мм резьба имеет только мелкий шаг, при чем мелкий шаг резьбы может быть разным для одного и того же диаметра, а крупный имеет только одно значение. Крупный шаг в условном обозначении резьбы не указывается. Например: для резьбы диаметром 10 мм крупный шаг резьбы равен 1,5 мм, мелкий - 1,25; 1; 0,75; 0,5 мм.
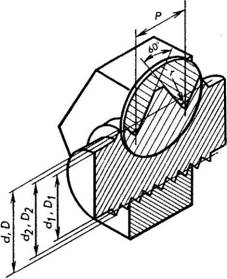
Рис. 120
Согласно ГОСТ 8724-81 метрическая резьба для диаметров от 1 до 600 мм делится на два типа: с крупным шагом (для диаметров от 1 до 68 мм) и с мелким шагом (для диаметров от 1 до 600 мм).
Резьба с крупным шагом применяется в соединениях, подвергающихся ударным нагрузкам. Резьба с мелким шагом — в соединениях деталей с тонкими стенками и для получения герметичного соединения. Кроме того, мелкая резьба широко применяется в регулировочных и установочных винтах и гайках, так как с ее помощью легче осуществить точную регулировку.
При проектировании новых машин применяется только метрическая резьба.
Обозначается метрическая резьба буквой М:
· M16, М42, М64 – с крупным шагом
· М16×0,5; М42×2; М64×3 – с мелким шагом
· М42×3 (Р1) – это означает, что резьба многозаходная с диаметром 42 мм, шагом 1 мм и её ход составляет 3 мм (трёхзаходная)
· M14LH, M40×2LH, M42×3(P1)LH – если нужно обозначить левую резьбу, то после условного обозначения ставят буквы LH
Как определить шаг метрической резьбы
· самый простой способ ― измерить длину десяти витков и разделить на 10.

· можно воспользоваться специальным инструментом ― резьбомером метрическим.

Резьба дюймовая
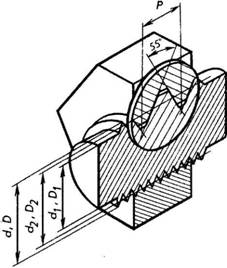
В настоящее время не существует стандарт, регламентирующий основные размеры дюймовой резьбы. Ранее существовавший ОСТ НКТП 1260 отменен, и применение дюймовой резьбы в новых разработках не допускается.
Это резьба треугольного профиля с углом при вершине 55° (а равным 55°). Номинальный диаметр дюймовой резьбы (наружный диаметр резьбы на стержне) обозначается в дюймах. В России дюймовая резьба допускается только при изготовлении запасных частей к старому или импортному оборудованию и не применяется при проектировании новых деталей.
Как уже упоминалось ранее, родиной стандартизованной резьбы можно считать Великобританию с её английской системой мер. Самый выдающийся английский инженер-изобретатель, озаботившийся наведением порядка с резьбовыми деталями, это Джозеф Уитворт (Joseph Whitworth), или Джозеф Витворт, так тоже правильно. Уитворт оказался талантливым и очень деятельным инженером; настолько активным и предприимчивым, что разработанный им в 1841 году первый резьбовой стандарт BSW был утверждён к всеобщему применению на государственном уровне в 1881 году. К этому моменту резьба BSW стала самой распространенной дюймовой резьбой не только в Великобритании, но и в Европе. Плодотворный Дж. Уитворт разработал ещё целый ряд других стандартов дюймовых резьб специального применения; некоторые из них широко применяются и по сей день.