Практическая работа №9
Заточка электродов при TIG сварке – ответственный процесс. От геометрии заточки зависит множество параметров: ресурс электрода, легкость поджига дуги, глубина проплавления, форма дуги и т.д.
Ниже приведена таблица с рекомендуемыми параметрами заточки электрода в зависимости от диаметра при TIG сваркена постоянном токе прямой полярности (DCEN).
| Диаметр электрода, мм | Диаметр притупления, мм | Угол заточки, град. | Ток при сварке на прямой полярности (DCEN), А | Ток при сварке в импульсном режиме на прямой полярности (DCEN Pulsed), А |
| 1,0 | 0,125 | 12 | 2-15 | 2-25 |
| 1,0 | 0,25 | 20 | 5-30 | 5-60 |
| 1,6 | 0,5 | 25 | 8-50 | 8-100 |
| 1,6 | 0,8 | 30 | 10-70 | 10-140 |
| 2,4 | 0,8 | 35 | 12-90 | 12-180 |
| 2,4 | 1,1 | 45 | 15-150 | 15-250 |
| 3,2 | 1,1 | 60 | 20-200 | 20-300 |
| 3,2 | 1,5 | 90 | 25-250 | 25-350 |
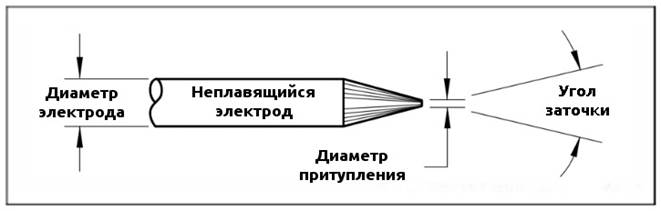
Диаметр электрода: Электроды с большим диаметром позволяют вести сварку на больших токах, электроды с меньшим диаметром обеспечивают более легкий поджиг и стабильное горение дуги. Тем не менее, применение электродов малого диаметра на больших токах может вызвать вырыв материала электрода и попадание в сварочную ванну, что приведет к недопустимым дефектам (вольфрамовые включения).
Диаметр притупления: Большой диаметр притупления продляет ресурс электрода, но затрудняет поджиг. Малый диаметр притупления или его отсутствие обеспечивает легкий поджиг дуги, но может привести к скалыванию кончика электрода и попаданию в сварочную ванну (недопустимые вольфрамовые включения). Также, малый диаметр притупления может привести к нестабильному горению дуги и снижению ресурса электрода.
Угол заточки: Различные углы заточки обеспечивают различные формы сварочной дуги и, как следствие, различное проплавление.

Малые углы заточки дают следующие преимущества:
- Широкая дуга
- Стабильное горение
- Малая глубина проплавления
Большие углы заточки дают следующие преимущества:
- Повышенный ресурс электрода
- Большая глубина проплавления
- Концентрированная дуга
- Работа на больших токах без эрозии (разрушения) электрода
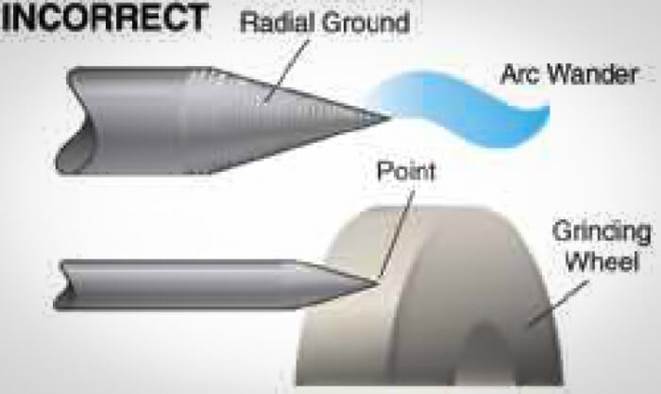
ВАЖНО!!! Заточку электрода необходимо производить в плоскости диска против направления вращения.

Ошибки при заточке вольфрамового электрода, которые будут влиять на качество формирования шва.
1) Риски расположены не вдоль оси электрода – нарушается стабильность горения дуги (блуждание дуги)
2) Недостаточная или чрезмерная ширина заточки конуса – изменяется форма проплавления
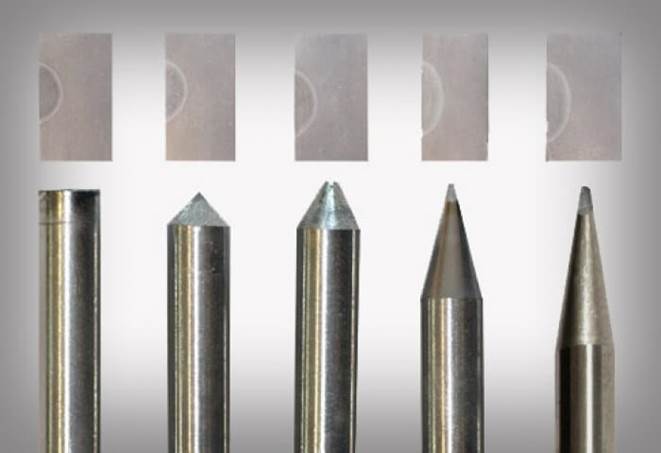
3) Несимметричная заточка – отклонение дуги на одну из кромок
4) Слишком острый угол заточки – снижается ресурс работы электрода

5) Слишком большое притупление – снижается глубина проплавления
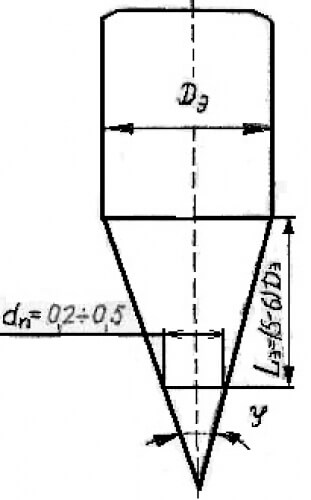
В российских нормативах требования к заточке электрода разнятся. Так, например, РД 153-34.1-003-01 гласит, что конец вольфрамового электрода необходимо затачивать на конус; длина конической части должна составлять 6 - 10, а диаметр притупления 0,2 - 0,5 мм.
В ОСТ 36-57-81 требование такое: неплавящийся электрод перед работой должен быть заточен на конус. Угол конуса φ должен быть равен 28 - 30°, длина конической части (LК) должна составлять 5-6 диаметров электрода (DЭ). Конус после заточки должен быть притуплен, диаметр притупления (dП) должен быть равен 0,2 - 0,5 мм.
Вывод...