Неразъемными соединениями называются такие соединения, которые невозможно разобрать без нарушения элементов соединяемых деталей. К этому виду соединений относятся соединения деталей заклепками, завальцовкой и развальцовкой, склейкой, сваркой и с гарантированным натягом.
Соединение деталей заклепками осуществляется путем •установки заклепки в заранее просверленное отверстие соединяемых деталей и расклепывания (формообразования) замыкающей головки заклепки инструментом.
Для клепки деталей применяют заклепки, которые представляют собой стержни 3 (рис. 7) с закладными головками 4. Заклепки бывают сплошными и пустотелыми, а также с полукруглой и конической (потайной) закладными головками.
Процесс клепки основан на пластичности металла заклепок, поэтому их изготовляют из деформируемых металлов и сплавов: малоуглеродистой стали, мягкой латуни и дюралюминия.
При клепке деталей применяют следующий инструмент: подставки (поддержки) с зажимными устройствами, обжимки, струбцинки (натяжки), слесарные молотки и т. д.
Подставки 6, которые поддерживают склепываемые детали 5 снизу, должны быть тяжелее собираемых деталей и слесарного молотка. Ударная часть обжимки 2, которой формируют замыкающую головку 1 заклепок, должна соответствовать типу головки выбранной заклепки.
Струбцинками (натяжками) стягивают соединяемые детали для получения выступающего конца заклепки, деталей заметами расчетной величины.
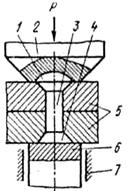
Рис.7. Соединение деталей заклёпками.
Длина выступающей части (конца) заклепки относительно плоскости заклепываемых деталей должна быть такой величины, чтобы ее хватило для образования замыкающей головки заклейки.
|
|
Для получения полукруглой головки (для средних диаметров заклепок) длина выступающей части заклепок должна составлять 1,5d, а для потайной головки 0,7— 0,8d, где d — диаметр стержня заклепки.
Технологический процесс соединения заклепкой ведется в следующей последовательности: фиксация и крепление склепываемых деталей 5 по чертежу;
Установка заклёпки в отверстие склепываемых деталей и установка узла закладной головкой 4 заклёпки на рабочей части поддержки 6, закреплённой в зажимном устройстве 7;
Расклёпывание и оформление замыкающей головки заклёпки обжимкой 2 при помощи молотка;
Контроль качества соединения путём внешнего осмотра и опробования.
Соединение деталей заклёпками применяют в тех случаях, когда невозможно применить сварку или пайку, например соединение ламелей с планками фотозатворов, соединение тормозного кольца с диском фрикционных муфт, а также соединение деталей, изготовленных из кожи, фибры и других разнородных материалов.
В процессе сборки оптико-механических приборов и их составных частей выполняются операции по склеиванию оптических деталей с механическими и ещё чаще – приклеивание прокладок, изготовленных из различных неметаллических материалов, к оптическим и металлическим деталям. Например, при сборке прицельных окуляров, чтобы предохранить сетку от поворота, осуществляют цементирование сетки в оправе глетоглицериновым клеем-цементом (раствор свинцового глета в обезвоженном глицерине). При этом необходимо иметь в виду, что клеящая способность клея-цемента сохраняется всего 15-20 мин. Склеенная сборочная единица должна быть выдержана при температуре 18-30° в течение 3-4 часов.
|
|
Кроме того, при сборке оптических узлов применяют клеи ОК-50 и ОК-46 для соединения деталей оптики с металлическими деталями (например, при сборке призм и линз видоискателей некоторых дальномерных фотоаппаратов и киносъёмочных камер).
Для приклеивания прокладок, изготовленных из бумаги, картона, фибры, пробки и других материалов, к оптическим деталям (призмам, зеркалам, выравнивающим стёклам и др.) широко применяют нитроклей АК-20 и шеллачный клей (раствор шеллака – природной смолы некоторых тропических растений – в этиловом техническом спирте).
При соединении деталей из теплоизоляционных материалов (пенопласта, фторопласта, текстолита), лакоткани, кожи, эбонита, фибра и других материалов с металлическими деталями и деревом применяют клеи БФ-4 и ПУ-2.
Для склеивания деталей из резины и прорезиненных материалов с металлическими и деревянными при сборке приборов применяют клей марки 88Н или термопреновый клей.
Соединение деталей клеем выполняют путём нанесения жидкого клея на склеиваемые поверхности деталей с последующей выдержкой и при необходимости сушкой в термошкафах при определённой температуре в течение некоторого времени. Поверхности склеиваемых деталей должны быть тщательно обезжирены ацетоном или петролейным эфиром. Соединение деталей клеями повышает герметичность собираемых узлов, не поддаётся коррозии и устойчиво против вибраций. К недостаткам клеевых соединений следует отнести длительность выдержки собранных узлов для окончания процесса отвердения клея.
|
|
Соединение деталей с гарантированным натягом осуществляют путём запрессовки охватываемой детали в отверстие охватывающей детали с натягом.
Величину натяга  , равную разности между диаметрами D и d сопрягаемых деталей (рис.8.), выбирают с учётом условий, при которых работает данное соединение в изделии.
, равную разности между диаметрами D и d сопрягаемых деталей (рис.8.), выбирают с учётом условий, при которых работает данное соединение в изделии.
В процессе запрессовки происходит деформация сопрягаемых деталей, т.е. увеличение размера (диаметра) охватывающей и уменьшение размера охватываемой детали.
Степень деформации зависит от величины натяга: чем больше натяг, тем больше степень деформации деталей. При значительных деформациях могут образоваться трещины и произойти разрушение сопрягаемых деталей. Следовательно, величина натяга должна быть рассчитана с учётом прочности материала охватывающей детали.
Процесс запрессовки может быть выполнен следующими способами: ручным при помощи ручного молотка или пресса; при помощи машинного пресса; путем запрессовки с нагревом охватывающей детали (при этом материал, расширяясь, увеличивает посадочное отверстие детали, что способствует легкой запрессовке; путем запрессовки с охлаждением охватываемой детали (при этом происходит сжатие материала с уменьшением наружного диаметра данной детали, которая войдет в отверстие сопрягаемой детали без особого усилия).
Технологический процесс соединения деталей с гарантированным натягом (рис.8.) включает подготовку поверхностей сопрягаемых деталей, связанную с выполнением фасок для захода охватываемой детали 2 в отверстие охватывающей детали 3, установку и ориентацию одной детали относительно другой в приспособлении 4 стола 5 пресса, запрессовку прессом 1 охватываемой детали с применением смазочных веществ и контроль полученного соединения. Этот вид соединения применяют для сборки деталей вращения типа осей, валов колец и др.
Соединение деталей развальцовкой осуществляют путем раскатки кромки одной детали и плотного прижатия этой кромки к поверхности другой детали. На рис.9. показан процесс соединения, выполняемого этим способом. Здесь зубчатое колесо 3 насаживается на посадочный диаметр оси 2, которая закреплена в зажимном устройстве 1.
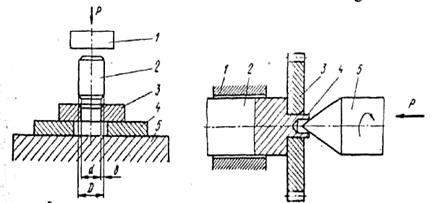
Рис.8. Соединение деталей развальцовкой.
Рис.9. Соединение деталей с натягом.
Коническая оправа 5 под действием силы Р давит и раскатывает кромку 4 до плотного прижатия и закрепления зубчатого колеса 3.
Соединение развальцовкой применяют для сборки осей с зубчатыми колесами и других деталей, работающих с незначительными нагрузками, так к ж при этом соединении возможно проворачивание деталей относительно друг друга.
Крепление деталей завальцовкой является самым распространенным способом соединения механических деталей с оптическими деталями круглой формы. Это соединение осуществляется путем плотной закатки края металлической оправы на фаску по всей окружности оптической детали. При этом не допускается закатка оправы на полированную поверхность стекла.
Все посадочные места оправы под оптические детали выполняются в механических цехах, и оправы поступают на сборку после отделки их в отделочном цехе.

Рис.10. Завальцовка линзы роликами
Рис.11. Завальцовка оптических деталей вручную.
При сборке таких узлов необходимо подготовить оправы под завальцовку. Эта подготовка заключается в проточке наружного края оправы (рис. 10.) по действительному размеру края линзы и ее фаски.
Оптические детали завальцовывают на токарно-арматурных станках вручную или с помощью специальных приспособлений.
Металлическую оправу 1 устанавливают в цанговый (зажимной или разжимной) патрон или резьбовую оправу станка и сообщают ей вращение. При завальцовке вручную применяют специальный инструмент - полировальник (или воронило) 3, которым закатывают кромку оправы на фаску оптической детали 2. Полировальник опирают на подручник станка.
При массовом производстве оптико-механических приборов детали завальцовывают так называемыми роликовыми головками, которые могут быть установлены в коническое отверстие задней бабки токарно-арматурного станка пли шпинделя специального станка. Кромка оправы закатывается тремя вращающимися вокруг своих осей роликами 2, закрепленными па головке /, которая, в свою очередь, обкатывается вокруг детали (рис. 11.). Оправа 3 с оптической деталью закрепляется в специальном приспособлении 4, которое прижимается к роликам пружинным механизмом, обеспечивающим постоянное усилие прижима при завальцовке деталей.
При подготовке оправы к завальцовке отделка ее наружной кромки нарушается и она становится блестящей, поэтому ее после завальцовки тут же, на станке при помощи кисточки покрывают черной нитроэмалью.
ЛИТЕРАТУРА
1. Справочник технолога-оптика под редакцией М.А. Окатова, Политехника Санкт-Петербург, 2004. - 679 с.
2. Запрягаева Л.А., Свешникова И.С. Расчет и оптических систем. М. Логос, 2000. - 581 с.
3. Апенко М.И., Запрягаева Л.А., Свешникова И.С. Задачник по прикладной оптике, Высшая школа, 2003. - 591 с.
4. Прикладная оптика под редакцией Дубовика А.С Машиностроение, 1992. - 470 с.