Гравирование.
Один из древнейших способов художественной обработки металла и некоторых не металлических материалов (кость, твердые породы древесины, камень). Заключается в нанесении линейного рисунка или рельефа на металл при помощи резца.
В технике художественного гравирования различают:
- плоскостное (2-х мерное)
- обронное (3-х мерное).
Плоскостное гравирование.
Назначение.
Декорирование поверхности изделия путем нанесения контуров рисунка или узора, или сложных портретных многофигурных композиций, а так же исполнение различных надписей и шрифтовых работ.
Технология.
1. Подготовка рисунка.
Рисунок для перевода на металл выполняется на бумаге в натуральную величину, все тональные или теневые переходы делаются штрихом или точками.
2. Подготовка металла.
Основная задача – сделать поверхность чистой, ровной, гладкой. Риски и царапины удаляют шлифовкой, затем поверхность обрабатывают шкуркой и пемзой. Поверхность должна быть матовой, чтобы не слепить глаза.
3. Перевод рисунка на металл.
Для этого поверхность изделия покрывают тонким слоем белой акварельной краски. После высыхания, на поверхность наносят рисунок и закрепляют нитролаком.
4. Приспособления для гравировки.
Небольшие заготовки закрепляют на доске на разогретый сургуч или канифоль. Большие пластины прибивают мелкими гвоздиками к доске по краю.


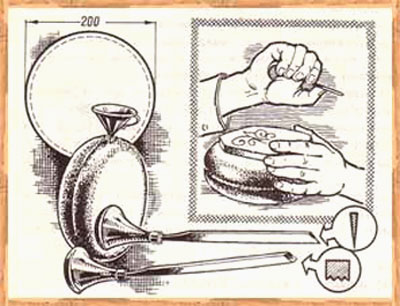
Фото 1. Шрабкугель.
Объемные предметы зажимают в специальном приспособлении - шрабкугель - это сплошной чугунный шар, диаметром 130 мм., и массой до 15 кг. у которого сверху срезан сегмент, на круглой площадке имеется прямоугольный паз. На стенке паза сделано отверстие с резьбой, в которое вставлен прижимной винт. Изделие, подлежащее гравировке, укладывают паз и прижимают к противоположной стенке. Колодка – изготовлена из массивных стальных или чугунных брусков, снабженных специальными подвигающимися губками. Гравируемый предмет укладывают между губками и прочно зажимают винтами. Под шрабкугель подкладывают специальное кожаное кольцо. Чтобы доска с прикрепленной к ней пластиной или колодкой устойчиво и удобно лежали на верстаке, и в процессе работы легко поворачивалась, под них подкладывают специальную тяжелую кожаную или парусиновую подушку, которая изготовляется следующим образом.
 Из кожи толщиной 3—4 мм вырезают два круга диаметром 180—200 мм и сшивают их дратвой, отступив от края на 5 мм. При этом круг пришивают не полностью — 30—50 мм от поверхности должны остаться не прошитыми. В не прошитое отверстие насыпают сухой песок и отверстие зашивают.
Из кожи толщиной 3—4 мм вырезают два круга диаметром 180—200 мм и сшивают их дратвой, отступив от края на 5 мм. При этом круг пришивают не полностью — 30—50 мм от поверхности должны остаться не прошитыми. В не прошитое отверстие насыпают сухой песок и отверстие зашивают.
Граверный инструмент и его использование.
Основным инструментом при плоскостном гравировании является штихель или резец. Общая длинна штихеляот 100 – 150 мм.

Штихель вставляют в короткую деревянную ручку грибовидной формы, срезанную с нижней стороны для удобства работы. Для производства штихелей используют серебрянку или быстрорежущую сталь также из инструментальных сталей марок У7, У8, У12, и ХВГ, можно использовать и шарикоподшипниковые стали.
Фото 2.  Составные части штихеля.
Составные части штихеля.
Фото 3. Положение рук при работе штихелем.
Шпицштихель - острый резец, ширина по верху 1-4 мм. – это наиболее распространенный вид штихеля. Он служит для выполнения большинства граверных операций: оконтуривание рисунка, подрезка углов в шрифтовых работах.
Мессерштихель – ножовочный резец его поперечный разрез соответствует треугольной форме. Им выполняют волосяные линии большой глубины. На полоске шириной 1 мм им можно провести 10 линий.
Фасетштихель – фасетный резец, боковые стенки параллельны, а режущая поверхность изготавливаются под углом 100*. Им проводят широкие и не глубокие линии.
Юстирштихель – юстировочный резец, его выгнутые боковые стороны на поперечном сечении образуют острый овал. Применяется при юстировке оправных царг, для облегчения постановки камня в ювелирное изделие. Поверхность среза шлифуется косо по отношению к главной оси.
Флахштихель – плоский резец, спинка и полотно этого резца всегда параллельны; в зависимости от положения боковых сторон спина может быть шире или уже полотна. Ширина полотна от 0,2 до 5 мм; используют не только для нанесения широких и плоских линий, они незаменимы для ювелиров при доработке и монтировке украшений, выравнивании плоскостей.
Болштихель – полукруглый резец, полотно может быть уже или шире спинки; но оно всегда полукруглое; ширина полотна от 0,1 до 5 мм; применяется для строгих шрифтов различной ширины, при гравировании углублений, при круглой и полукруглой выборке, а также для доработок украшений.
Фаденштихель – нитяной резец похож на плоский резец. У него на полотне устроено множество продольных желобков; его применяют для декоративных поделок, для оживления рисунков.
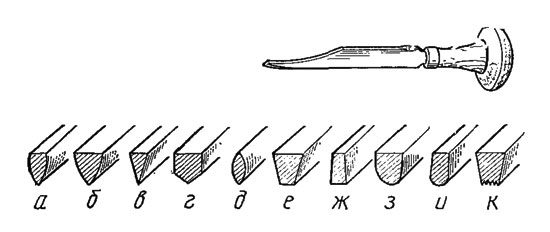
Кроме различия по форме рабочей части штихели различаются по характеру и углу заточки, а также по их размерам (номерам).
При гравировании на вогнутых поверхностях или в углублениях применяют гнутые штихели.
При работе штихель держат в правой руке так, чтобы его рукоятка упиралась в ладонь, а большой и указательный пальцы удерживали его в рабочем положении.

Локоть находится на весу, а опорой служит только большой палец. Штихель ведут только по прямой линии справа на лево, проталкивая его небольшими участками. Все изгибы линий в соответствии с рисунком осуществляет левая рука, которая поворачивает заготовку навстречу резцу.
Штихель должен быть хорошо и правильно заточен. Чем мягче металл, тем угол резания делают меньше (острее). При резании мягких материалов угол заточки = 45*; для стали он достигает 60 – 65*.

Фото 4. Устройство для заточки штихеля.
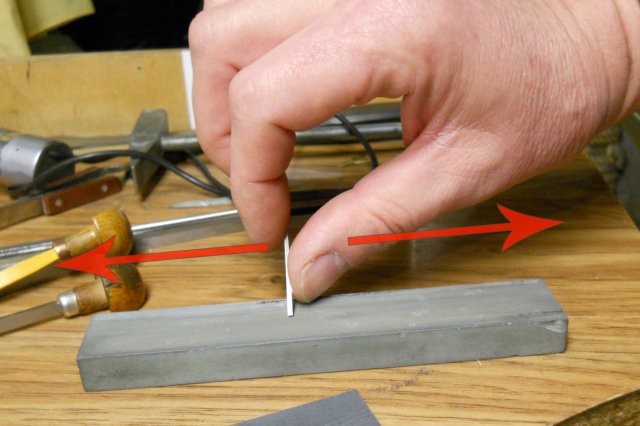
Фото 5. Ручная заточка штихеля.
Тупой штихель скользит по металлу, и портит работу, велика вероятность травмы левой руки. Острый, правильно заточенный штихель берет стружку не более 0,1 – 0,2 мм. Лучше всего гравируются латуни, томпак, пробное серебро, некоторые стали. Хорошо гравируются бронза, цинк, никелевые сплавы; хуже гравировать на чистом золоте, чистом серебре и платине и чистом алюминии.
Для обогащения рисунка на серебряных и золотых изделиях, совместно с гравированием, применяют травление. Для этого изделие покрывают кислотоупорным лаком, на котором стальной иглой наносят рисунок так, чтобы снять только лак и обнажить металл, затем изделие травят кислотой (серебро – разведенной азотной кислотой, золото – разведенной царской водкой). После травления лак удаляют скипидаром. Изделия из драгоценных металлов гравируют, как правило, только вручную.
 Однако для облегчения и ускорения работ при гравировании изделий из сталей (матриц, пуансонов) предварительную обточку наружных поверхностей заготовок, сверление отверстий, снятие фасок, грубое фрезерование углублений и т. п. производят на токарных, фрезерных, сверлильных, шлифовальных и других станках. Часто применяют также бормашину, позволяющую производить грубую выборку металла в матрицах и пуансонах, а также шлифовать плоские кривые поверхности.
Однако для облегчения и ускорения работ при гравировании изделий из сталей (матриц, пуансонов) предварительную обточку наружных поверхностей заготовок, сверление отверстий, снятие фасок, грубое фрезерование углублений и т. п. производят на токарных, фрезерных, сверлильных, шлифовальных и других станках. Часто применяют также бормашину, позволяющую производить грубую выборку металла в матрицах и пуансонах, а также шлифовать плоские кривые поверхности.
В массовом производстве граверных изделий применяют гильоширные, гравировально - копировальные, рельефно-копировальные и другие машины. Гильоширная машина позволяет быстро вычертить на поверхности изделий тончайшие, сложно сплетенные сетки из тонких кривых линий.
Гравировально – копировальная машина при помощи специального шаблона резцом производит не только плоскостное гравирование, но и гравирование изделий на необходимую глубину.
Более сложной копировальной машиной является пантограф, гравирующий алмазным резцом. Эта машина снабжена специальным приспособлением, при помощи которого можно пропорционально уменьшать рисунок на изделиях. Применение пантографа позволяет воспроизводить фигурные и портретные композиции в уменьшенном размере, используя в качестве шаблона крупные авторские оригиналы. Рельефно-гравировальная машина со специальным устройством для преобразования вертикального движения в горизонтальное позволяет при помощи алмазного резца получать плоское светотеневое графическое изображение на металле.

Фото 5. Ружьё, деталь. Гравировка.

Фото 6. Нож. Гравировка, травление, чернение.

Фото 7. Гравирование, элемент.
Фото 8. Водочная  пара.
пара.