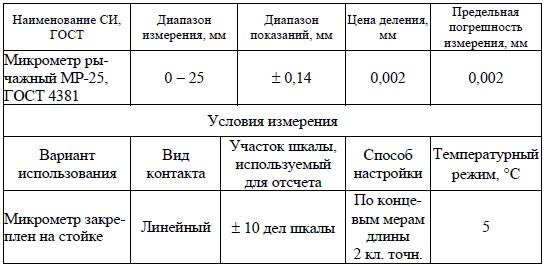
Диапазон измерения микрометра позволяет измерить размер 20 мм, диапазон показаний больше допуска размера: 0,28 > 0,013 (мм); предельная погрешность измерения микрометром при принятых условиях измерения меньше допускаемой: 0,002 < 0,004 (мм).
2. Порядок выполнения работы
− изучают инструкцию по технике безопасности при выполнении работы;
− вычерчивают эскиз детали с указанием на нем заданного размера;
− расшифровывают требования к точности размера; результаты заносят в таблицу, выполненную по форме табл. 1.4.
Таблица 1.4
Характеристика размера
| Обозначение размера | Система | Предельные размеры, мм | Допуск IT, мм | |
| dmin (Dmin) | dmax (Dmax) | |||
− по таблице допусков (выдается преподавателем) определяют допускаемую погрешность измерения δ.
− назначают приемочные границы для измеряемого размера, совпадаю-
щими с предельными размерами; в соответствии с п. 1 определяют значения
параметров разбраковки m, n, c для двух случаев: точность технологического
процесса (ТП) изготовления детали известна (величину σ тех задает преподава-
тель); точность ТП неизвестна. Результаты разбраковки деталей по размеру заносят в таблицу, выполненную по форме табл. 1.5.
Таблица 1.5
Результаты разбраковки детали по примеру
| Сведения о точности техпроцесса изготовления детали | m, % | n, % | c, мм |
| σтех = | |||
| Значение σтех неизвестно |
− назначают приемочные границы для измеряемого размера, смещенными относительно предельных размеров введением производствен-ного допуска Тпр:
Если  , приемочные границы смещают относительно предельных размеров на величину δ/2.
, приемочные границы смещают относительно предельных размеров на величину δ/2.
− результаты расчетов показывают на рисунке, подобном рис. 1.1, с указанием числовых значений Т, Т пр, δ и величины смещения приемочных границ.
− выбирают, используя указания РД 50-98-86, универсальное СИ, проверяя выполнение условия Δ li m ≤ δ и других требований, изложенных в
п. 1.
Метрологическую характеристику выбранного СИ заносят в таблицу, выполненную по форме табл. 1.6.
Таблица 1.6
Метрологические характеристики СИ
− определяют возможный переход за границы поля допуска размеров неправильно принятых деталей при использовании выбранного СИ:

− подсчитывают возможные предельные размеры деталей, поступающих на сборку:
 ,
,
 .
.
3. Контрольные вопросы
1. Какие факторы учитывают при выборе универсальных СИ?
2. От чего зависит величина допускаемой погрешности измерения и какие погрешности она включает?
3. Что понимают под приемочными границами?
4. В каких случаях назначают производственный допуск?
5. Чем объясняется появление в некоторых случаях неправильно приня-
тых и неправильно отбракованных деталей при измерении их выбранными
СИ?
6. На какую величину смещают приемочные границы при назначении
производственного допуска? Каково предельное значение этой величины?
7. Как определяют параметры m, n, c, если сведения о точности технологического процесса изготовления детали отсутствуют?
8. Как определяют возможный переход за границу поля допуска у неправильно принятых деталей при измерении их выбранным СИ?