ДЕФЕКТЫСВАРНЫХ СОЕДИНЕНИЙ И ПРИЧИНЫИХ ВОЗНИКНОВЕНИЯ
Цели занятия
Изучив данный учебный элемент, вы будете знать:
- основные дефекты сварных соединений;
- причины возникновения дефектов в сварных соединениях.
Общие сведения
Данный учебный элемент охватывает основные дефекты сварных соединений и причины, вызывающие их появление в процессе ручной дуговой сварки (сварка покрытыми металлическими электродами).
Основные понятия
К дефектам сварных соединений относятся различные отклонения от установленных норм и технических требований к размерам, форме и свойствам сварных соединений, которые уменьшают прочность и эксплуатационную надежность и могут привести к разрушению сварного соединения и всей конструкции.
В процессе изготовления сварного соединения в металле шва и околошовной зоне могут быть получены сварочные дефекты.
По характеру залегания дефекты в сварных соединениях делятся на внешние и внутренние.
Внешние дефекты — это дефекты, выявленные при внешнем осмотре и измерительном контроле сварного соединения.
Внешние дефекты:
- несоответствие геометрических размеров сварного шва (избыточное или недостаточное усиление, неравномерность ширины и (или) высоты шва);
- неравномерная грубая чешуйчатость;
- западания между валиками;
- брызги металла;
- прожоги;
- незаплавленные кратеры;
- подрезы основного металла;
- поры (одиночные, скопление, цепочки);
- шлаковые включения (одиночные, скопление, цепочки);
По характеру залегания дефекты в сварных соединениях делятся на внешние и внутренние.
Внешние дефекты — это дефекты, выявленные при внешнем осмотре и измерительном контроле сварного соединения.
|
|
Внешние дефекты:
- несоответствие геометрических размеров сварного шва (избыточное или недостаточное усиление, неравномерность ширины и (или) высоты шва);
- неравномерная грубая чешуйчатость;
- западания между валиками;
- брызги металла;
- прожоги;
- незаваренные кратеры;
- подрезы основного металла;
- поры (одиночные, скопление, цепочки);
- шлаковые включения (одиночные, скопление, цепочки);
- трещины;
- непровары корня шва;
- проплавление;
- вогнутость корня шва.
Внутренние дефекты — это дефекты, выявленные при использовании неразрушающих методов контроля таких, как радиографический контроль, ультразвуковой контроль.
Внутренние дефекты;
- непровары между свариваемыми кромками;
- непровары в корне шва;
- внутренние трещины;
- поры и шлаковые включения (одиночные, скопления, цепочки), не выходящие на поверхность.
Основные дефекты сварных швов и причины их возникновения
Трещина сварного соединения — дефект сварного соединения в виде разрыва металла в сварном шве и (или) прилегающих к нему зонах.
Основные дефекты сварных швов и причины их возникновения
Трещина сварного соединения — дефект сварного соединения в виде разрыва металла в сварном шве и (или) прилегающих к нему зонах.
 К трещинам сварного соединения относятся:
К трещинам сварного соединения относятся:
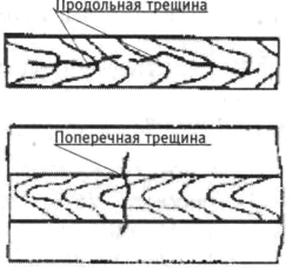
— продольная трещина - трещина, ориентированная вдоль оси сварного шва;
— поперечная трещине — трещина, ориентированная поперек оси сварного шва.
 — разветвленная трещина — трещина, имеющая ответвления в различных направлениях;
— разветвленная трещина — трещина, имеющая ответвления в различных направлениях;
— радиальная трещина — несколько трещин разного направления, исходящих из одной точки, они могут располагаться в металле сварного шва, в зоне термического влияния, в основном металле;
|
|
— кратерная трещина — трещина (продольная, поперечная, разветвленная) в кратере валика (слоя) сварного шва.
Причины появления трещин:
— нарушение разработанной технологии сварки;
— несоответствие применяемых сварочных материалов;
— склонность свариваемого металла к закалке;
— высокие скорости охлаждения сварного соединения;
— сварка изделия при низкой температуре.
Причина появления кратерной трещины — резкий обрыв сварочной дуги.
Категория дефекта: недопустимый дефект.
Исправление: вырезка, вышлифовка до полного удаления дефекта с последующей заваркой.
Свищи
 Свищ в сварном шве — дефект в виде воронкообразного углубления в сварном шве.
Свищ в сварном шве — дефект в виде воронкообразного углубления в сварном шве.
Причины появления свища:
— плохая подготовка сварных кромок под сварку (наличие ржавчины, масла и т. д.) и как результат обильное местное выделение из металла сварочной ванны газов в момент его затвердевания.
Категория дефекта: недопустимый дефект.
Исправление: высверловка, вышлифовка до полного удаления с последующей заваркой.
 Поры
Поры
Пора в сварном шве — дефект сварного шва в виде полости округлой формы, заполненной газом.
Цепочка пор в сварном шве — группа пор в сварном шве, расположенных в линию.
Скопление пор в сварном шве – группа близко расположенных пор.
Причины появления пор:
— сварка увлажненными (непросушенными) покрытыми электродами;
— плохая подготовка кромок под сварку (наличие ржавчины, масла, краски и др. загрязнений);
|
|
— завышение скорости сварки.
Категория дефекта: цепочка пор, отдельно стоящая пора (поры) — допускаются при выполнении требований «Нормативно-технического документа» (НТД) на данное изделие.
Скопление пор — недопустимый дефект.
Исправление: для плоских элементов — вышлифовка, механическая строжка или фрезеровка, воздушно-дуговая строжка (ВДС) угольными электродами с последующей заваркой.
Для трубных элементов — выборка дефектов на токарном станке с последующей заваркой.
Непровар кромок и несплавления между кромками и валиками или между валиками сварного соединения. Непровар — дефект в виде несплавления в сварном соединении вследствие неполного расплавления кромок или поверхностей ранее выполненных валиков сварного шва.
Причины непровара свариваемых между собой кромок:
— заниженный зазор между свариваемыми кромками;
— завышенное притупление кромок;
— малый угол скоса кромок;
— завышение скорости сварки;
— смещение электрода с оси стыка;
— недостаточная сила сварочного тока;
— неравномерная величина притупления кромок по длине стыка;
— новые валики (или слои) выполняются по слою предыдущего металла с неудаленным сварочным шлаком при многослойной сварке;
— недостаточно точное направление электрода относительно предыдущего валика (или слоя) при многослойной сварке;
— блуждание сварочной дуги (магнитное дутье).
Категория дефекта: недопустимый дефект, кроме случая, когда чертежом разрешается непровар корня шва.
Исправление: при небольших объемах работ — вышлифовка, при больших объемах работ — механическая строжка, фрезеровка на станке или воздушно-дуговой сторожкой, выплавка газовой резкой с последующей заваркой.
Прожог
 Прожог сварного шва — дефект в виде сквозного отверстия в сварном шве, образовавшийся в результате вытекания части металла сварочной ванны.
Прожог сварного шва — дефект в виде сквозного отверстия в сварном шве, образовавшийся в результате вытекания части металла сварочной ванны.
Причины прожога:
— завышенный сварочный ток;
— малое притупление свариваемых кромок;
— неравномерный зазор по длине между свариваемых кромок;
— малая скорость сварки;
— неравномерная величина притупления кромок по длине стыка.
Категория дефекта: недопустимый дефект.
Исправление: зашлифовка с двух сторон с последующей заваркой.
Шлаковые включения
Шлаковые включения сварного шва — дефект в виде вкрапления шлака в сварном шве.
Исправление: для плоских элементов — вышлифовка (отдельно стоящий и скопление шлака) механическая и воздушно-дуговая строжка (ВДС) (цепочки шлака) с последующей заваркой.
Для трубных элементов — вышлифовка (отдельно стоящий или скопление шлака), выборка на токарном станке (цепочки шлака) с последующей заваркой.