 К дефектам формирования сварного шва относятся:
К дефектам формирования сварного шва относятся:
— наплыв в сварном соединении — дефект в виде натекания металла шва на поверхность основного металла или ранее выполненного валика без сплавления с ним;
— углубление между валиками — это продольная впадина между двумя соседними валиками шва;
— грубая чешуйчатость — поперечные или округлые углубления на поверхности валика, образовавшиеся вследствие неравномерности затвердевания металла сварочной ванны;
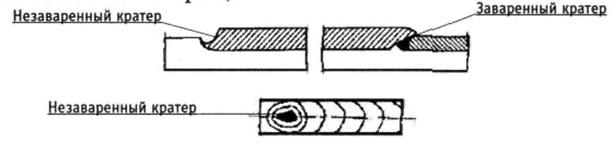
кратер — дефект в виде полости или впадины, образовавшийся при усадке расплавленного металла при затвердевании, располагается в местах резкого обрыва дуги или окончания сварки;
 — неполностью заполненная разделка кромок — продольная непрерывная или прерывистая вогнутость на поверхности сварного шва из-за недостаточного количества присадочного металла;
— неполностью заполненная разделка кромок — продольная непрерывная или прерывистая вогнутость на поверхности сварного шва из-за недостаточного количества присадочного металла;
— асимметрия углового шва - несоответствие фактического значения катета шва заданному значению;
 — неравномерная ширина шва — чрезмерное колебание ширины шва
— неравномерная ширина шва — чрезмерное колебание ширины шва
—  неравномерная высота шва — чрезмерная неровность наружной поверхности шва;
неравномерная высота шва — чрезмерная неровность наружной поверхности шва;
— плохое возобновление шва — местная неровность поверхности в месте возобновления сварки.
Причины появления дефектов формирования сварного шва: такие дефекты формирования сварного шва, как неплавные сопряжения сварных швов и сварного шва с основным металлом, неравномерность высоты (катета) и ширины шва, наплывы, неравномерная чешуйчатость получаются при:
— неправильном выборе режима сварки;
— в результате низкой квалификации сварщика;
— из-за низкого качества сборки узла.
Причины появления незаверенного кратера:
— низкая квалификация сварщика;
|
|
— резкий обрыв сварочной дуги.
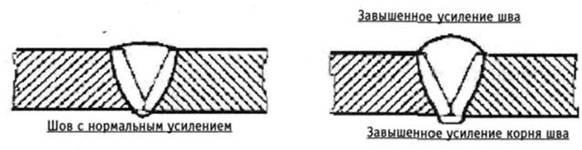
Категория дефекта: наплыв (натекание), превышение усиления сварного шва, местное превышение проплавления, асимметрия углового шва, неравномерная ширина и высота шва, плохое возобновление шва, углубление между валиками, грубая чешуйчатость — допускаются при выполнении требований нормативно-технической документации на данное изделие.
Исправления: подшлифовка.
Углубления и грубую чушуйчатость подшлифовать (сгладить) и (или) подварить.
Категория дефекта: кратер — недопустимый дефект.
Исправление: подшлифовать и подварить.
Категория дефекта: протёк сварного шва, неполностью заполненная разделка кромок — недопустимый дефект.
Исправление: подварить.
 Усадочная раковина
Усадочная раковина
Усадочная раковина сварного шва: дефект в виде полости или впадины, образованный при усадке металла шва в условиях отсутствия питания жидким металом.
Причины появления усадочной раковины: местное засорение металла сварочной ванны легкоплавкими веществами на основе серы, фосфора и др.
Категория дефекта: недопустимый дефект.
Исправление: подшлифовка.
Вогнутость корня шва
 Вогнутость корня шва — дефект в виде углубления на поверхности обратной стороны сварного одностороннего шва.
Вогнутость корня шва — дефект в виде углубления на поверхности обратной стороны сварного одностороннего шва.
Причины появления вогнутости корня шва:
— завышенный зазор между свариваемыми кромками;
— недостаточная величина сварочного тока;
— завышенная скорость сварки.
Категория дефекта: допускается при выполнении требований нормативно-технической документации на данное изделие.
Исправление: подшлифовка и подварка.
|
|
Смещение кромок
Смещение сваренных кромок (d) — неправильное положение сваренных кромок друг относительно друга.
— неправильная (некачественная) сборка деталей под сварку;
— некачественная прихватка;
— недостаточное количество прихваток;
— неправильная (некачественная) сборка деталей под сварку;