РЕМОНТ ШКИВОВ И РЕМЕННЫХ ПЕРЕДАЧ
Задание: прочитать п.7.143 стр.182-185 А.Б. Липатов «Техническое обслуживание и ремонт узлов и механизмов, оборудования, агрегатов и машин», тема: Восстановление шкивов и ремонт ременных передач.
https://pellai.com/stanki/remont-oborudovaniya/remont-shkivov-i-remennyh-peredach/
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Назовите дефекты ременных передач. Как выполняют ремонт шкивов?
2. Как осуществляют соединения ремней вулканизацией?
У шкивов для плоских ремней вследствие проскальзывания ремня изнашивается обод, из-за чего ухудшается сцепление между ремнем и шкивом. Наблюдаются также надлом обода, трещины на спицах, износ посадочного отверстия и шпоночного паза.
У шкивов клиноременных передач прежде всего изнашиваются поверхности канавок. Этот износ иногда бывает настолько большим, что ремень опускается до дна канавки (рис. 70, б, справа). Происходит также излом буртиков, нарушается балансировка шкива.
К шкивам предъявляются следующие требования:
· поверхности, сопрягаемые с ремнями, должны быть обработаны по 5—6-му классам шероховатости;
· наружный диаметр шкива должен точно отвечать указанному размеру чертежом и обеспечивать требуемое передаточное отношение;
· не допускаются надлом и трещины;
· при наблюдении невооруженным глазом не должно замечаться биение шкива по наружному диаметру и по торцам.
Шкивы должны быть сбалансированы, т. е. уравновешены.

При износе у шкива (рис. 70, а) отверстия 4 ступицы растачивают и запрессовывают втулку, которую надежно стопорят. Затем отверстие растачивают, обеспечивая необходимую посадку на валу.
Посадку втулки в ступице можно осуществить при помощи клея. Для этого втулку пригоняют по расточенному отверстию, создавая зазор 0,05 мм на диаметр. Этот зазор необходим для получения оптимальной клеевой пленки толщиной 0,02—0,025 мм.
Когда размеры шкива позволяют расточить отверстие под толстостенную втулку, имеющую шпоночный паз, то ремонт осуществляют так: растачивают отверстие ступицы, долбят шпоночный паз и изготавливают переходную втулку со шпоночными пазами на наружном и внутреннем диаметрах. Затем втулку со шпонкой прессуют в ступицу шкива и стопорят. После этого шкив пригоден для эксплуатации.
Если размеры ступицы шкива не позволяют установить толстостенную втулку с продолбленным пазом, тогда отверстие в шкиве растачивают на глубину несколько большую глубины шпоночного паза и устанавливают на клее тонкостенную втулку с фланцем, которую закрепляют на шкиве винтами.
У шкива под клиновидные ремни (рис. 70, б) поверхность обода и стенок канавок обтачивают до устранения износа, а дно канавок углубляют, при этом все канавки шкива должны быть одинаковыми по профилю и размеру, которые проверяют шаблоном.
Изломы и трещины устраняют заваркой после соответствующей слесарной подготовки мест под заварку. Перед заваркой шкив равномерно нагревают по всему диаметру, иначе на завариваемом участке появятся в металле внутренние напряжения, что вызовет образование трещин в других местах. По окончании заварки шкив погружают в нагретый песок для медленного охлаждения.
Если у ремонтируемого шкива обтачивается поверхность, сопрягаемая с ремнем, допускается немного уменьшить диаметр шкива при условии, что частота вращения изменится. Частота вращения ведомого шкива снижается, когда уменьшается диаметр ведущего шкива, и увеличивается при уменьшении диаметра вeдoмогo шкива. Для сохранения передаточного отношения между шкнвами допускается обточить до соответствующего диаметра и второй шкив, не нуждающийся в ремонте.
При ремонте шкивов допускается изменение частоты вращения ременной передачи
(повышение или понижение) не более 5% номинальной. При больших отклонениях изготавливают новые шкивы.
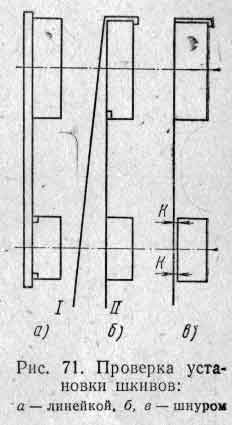
Валы, на которых расположены шкивы ременной передачи, должны быть параллельны между собой. Параллельность проверяется по торцам насаженных шкивов, которые должны находиться в одной плоскости, что определяют с помощью линеек при близком расположении шкивов (рис. 71, а) или шнуров. Шнур закрепляют на одном из шкивов (рис. 71, б), отводят в сторону (точка I) и затем, натянув, медленно подводят к торцу второго шкива (точка II). Если при этом шнур коснется всех точек, как показано на рисунке, это означает, что шкивы установлены правильно. При нахождении шнура на расстоянии К (рис. 71, в) от торца шкива необходимо один из шкивов смещать в осевом направлении, так как оси валов при этом расположатся параллельно. Если расстояние К окажется неравномерным (перекос), это означает, что оси валов непараллельны.
Для более устойчивого положения плоского ремня посередине шкива делают выпуклость. При вращении плоский ремень стремится занять наиболее высокое положение и центрируется по шкиву.
Правильная установка шкивов — условие нормальной работы ременной передачи; от нее зависит размещение ремня посередине ободов.
При опробовании ременной передачи ремень может оказаться на краю обода шкива, может даже свалиться со шкива. Возможные причины: оси шкивов расположены непараллельно; не совмещены торцы шкивов, несмотря на одинаковую ширину ободов; велико биение шкивов; ремень слабо натянут; ремень слабо сшит.

Недостатки в работе ременной передачи устраняют соответствующей регулировкой. Чтобы довести до нормы чрезмерное биение шкива, плотно посаженного на вал, шкив снимают с вала и подвергают токарной обработке.
Шкивы клиноременной передачи устанавливают и выверяют также, как и шкивы плоских передач. Перекос более 1 градуса у шкивов под клиновидные ремни ведет к усиленному одностороннему износу ремней, а также канавок шкивов.
Для передач с несколькими ремнями (на одном шкиве) необходимо тщательно подбирать комплекты ремней по длине. Это можно выполнить непосредственно на собранной передаче приспособлением (рис. 73), определяя длину по разности стрел прогиба. Отклонение длины ремней в одном комплекте не должно превышать допуска, указанного в ГОСТ 1284—68. Разная длина ремней в комплекте даже в пределах 1—2 мм не обеспечивает равномерной нагрузки на каждый ремень, что вызывает быстрый износ перегруженных ремней и канавок шкивов, частую замену комплекта ремней и ремонт шкивов.
Натяжение клиновидных ремней должно быть умеренным. Когда ремни сильно натянуты, возрастают нагрузка на оси и упругая деформация валов, в результате чего ускоряется износ подшипников, поломка валов в результате усталостного износа и более интенсивно растягиваются ремни. Слабо натянутые ремни проскальзывают по канавкам шкивов, сильно нагреваются, в результате быстрее изнашиваются и поверхности канавок, и ремни.
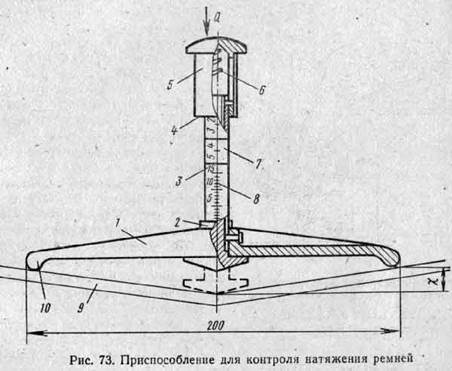
Натяжение ремней регулируют специальными устройствами, как правило, имеющимися в ременных передачах (рис. 72, а, б), а контролируют натяжение приспособлением, показанным на рис. 73. Для контроля натяжения ремней отводят установочное кольцо 2 в исходное положение — до упора в планку 1. Затем приспособление прикладывают бортиками 10 к ветви ремня 9, располагая примерно посередине длины между осями валов. Нагружают ветвь посредством колпачка 5 с защитной насадкой 4, пружины 6 и стержня 3.
При нагружении следят, чтобы торец колпачка совмещался с определенным значением (кгс) на шкале 7. При этом стержень, перемещаясь в отверстии планки 1, образует стрелу прогиба ветви ремня, по которой судят о состоянии натяжения. Высоту стрелы прогиба определяют в мм по показанию на шкале 8, на котором остановилось кольцо 2 при нагружении ветви.
Если стрела прогиба менее нормы, натяжение расслабляют и, наоборот, при большей стреле натяжение увеличивают.
Ремонт ременных передач
https://studref.com/588292/stroitelstvo/remont_remennyh_peredach
Ременные передачи состоят из двух закрепленных на валах шкивов (плоских или клиноременных) и охватывающего их бесконечного или стыкованного ремня (плоского или клинового). Шкивы передач изготавливают обычно литыми из чугуна.
В процессе эксплуатации шкивов наблюдаются следующие дефекты: изнашивание обода у шкивов для плоских ремней и канавок у шкивов для клиновых ремней в результате проскальзывания ремней, трещины в спицах; надломы обода; изнашивание торцов ступицы и отверстия в ней.
Изношенный обод у шкивов для плоских ремней протачивают для придания шкиву правильной цилиндрической формы. При уменьшении диаметра шкива может измениться число оборотов второго шкива, сверх допустимого изменения 5 %.
Измененный профиль канавок клиноременных шкивов восстанавливают в тех случаях, когда ремень ложится на дно канавок. Дефект устраняется углублением канавки: протачиваются боковые стороны и дно канавки так, чтобы профиль остался неизменным.

При износе отверстия в ступице его растачивают под ремонтную втулку. Втулку запрессовывают или ставят на клей и надежно стопорят. При постановке на клей диаметр втулки должен быть меньше диаметра расточенного отверстия на 0,05 мм для создания зазора, необходимого для образования клеевой пленки. В зависимости от того, насколько можно расточить отверстие в ступице, ставят толстостенную или тонкостенную втулку. В первом случае втулку выполняют со шпоночным пазом и после этого устанавливают в шкив. Во втором случае растачивают отверстие в ступице, устанавливают на клею тонкостенную втулку, а затем обрабатывают шпоночный паз.
При биении шкива после неточной его обработки ступицу припиливают к валу или дополнительно обрабатывают шкив по ободу и ступице с запрессовкой новой втулки. Нельзя устранять биение шкива постановкой прокладок между ступицей и валом.
Износ шпоночного паза устраняют тем же способом, что и при ремонте шеек вала. Шкивы с трещинами на ободе и спицах не ремонтируют, а выбраковывают и заменяют. Как исключение допускается заварка спиц при условии чередования треснувших спиц с нормальными, но обязательно разделывают трещины на 5—7 мм с обеих сторон и зачищают заваренные места. Если невозможно восстановить скользящую посадку шкива на валу, его растачивают с запрессовкой новой втулки.
Незначительные надломы шкива устраняют заваркой после соответствующей подготовки мест под сварку. Перед заваркой шкив равномерно нагревают по всему диаметру. По окончании заварки шкив погружают в нагретый песок для медленного охлаждения.
При сборке ременных передач шкивы напрессовывают на вал по тугой или напряженной посадке с применением призматических шпонок или в неответственных передачах клиновидных шпонок. Перед напрессовкой шкивы диаметром свыше 200 мм балансируют. После установки шкивов проверяют параллельность валов, совмещение середин шкивов, радиальное и торцовое (осевое) биение, которое не должно превышать: для шкива диаметром до 300 мм радиальное биение 0,10 мм, торцовое — 0,06 мм, для шкива диаметром свыше 300 мм — соответственно 0,15 мм и 0,08 мм.
Изношенные плоские прорезиненные ремни заменяют новыми полностью или частично (только изношенный участок). Концы ремней сшивают сыромятными ременными ушивальника- ми или вулканизируют.
Ремни шириной до 80 мм сшивают встык с накладкой или внахлест, не допуская ступенчатого расслаивания соединяемых концов ремня. При ширине ремня более 80 мм его концы сшивают внахлест, расслаивая их и соединяя уступами по количеству прокладок. При этом срезают лишние слои, учитывая, что длина каждого уступа (ступени) составляет 90 мм при ширине ремня до 150 мм и 125 мм при ширине от 150 до 250 мм.
Отверстия для пропуска ушивальников пробивают пробойником диаметром 8—10 мм в 2—5 рядов в шахматном порядке на расстоянии 50—60 мм в ряду и 15—25 мм от края ремня (меньший размер для ремня до 80 мм). Сыромятную сшивку берут шириной, несколько большей диаметра отверстия. Ремень прошивают, пропуская через каждое отверстие одновременно два ушивальника навстречу друг другу и затягивая их, а затем для уплотнения простукивают стежки молотком.
В быстроходных передачах, а также в передачах натяжными роликами, применяют склеивание с вулканизацией холодным и горячим способами.
Холодная вулканизация производится при температуре воздуха не ниже 0 °С. Расщепленные под углом концы ремней склеивают клеем СВ-5, состоящим из двух растворов (А и Б), которые смешивают перед склеиванием в соотношении 100 см3 раствора А и 10 см3 раствора Б. Полученную смесь тщательно перемешивают. Клей СВ-5 дважды наносят на склеиваемые поверхности ремня жесткой кистью. Концы ремней соединяют наложением одной ступени на другую и после соединения тщательно прикатывают роликом. Для соединения ремней (первого стыка) с учетом сушки клея требуется 35-40 мин.
При горячей вулканизации подготовленные концы ремня склеивают смесью тиурамового клея № 1 и 2, который наносят на склеиваемые концы 3—4 раза, каждый раз просушивая соединение. Затем стык прокатывают роликом и вулканизируют в аппарате двумя нагревательными плитами при температуре 140—160 °С и давлении 0,4 МПа в течение 30—50 мин. Соединение ремней клеем обеспечивает качественную их стыковку и плавную работу ременной передачи.
К недостаткам следует отнести продолжительность процесса вулканизации и невозможность быстрой перетяжки ремня.
Изношенные клиновидные ремни, как правило, заменяют новыми. В исключительных случаях разорванные ремни вулканизируют в специальных аппаратах.
Шкивы плоскоременных и клиноременных передач
05.07.2019
https://extxe.com/19620/shkivy-ploskoremennyh-i-klinoremennyh-peredach/
Содержание
1. Шкивы плоскоременных передач
2. Шкивы клиноременных передач