В отличие от рассмотренных шкивов плоскоременных передач рабочей поверхностью клиноременных шкивов являются боковые стороны клиновых канавок (рис. 4; а, б). Размеры и углы профиля канавок, толщину обода шкива принимают в зависимости от типа ремня. Рабочую поверхность канавок желательно полировать, шкивы должны быть хорошо сбалансированы. Размеры и число канавок определяются профилем ремня и числом ремней. Ремень при изгибе на шкиве деформируется, и угол его сечения уменьшается тем больше, чем меньше диаметр шкива.
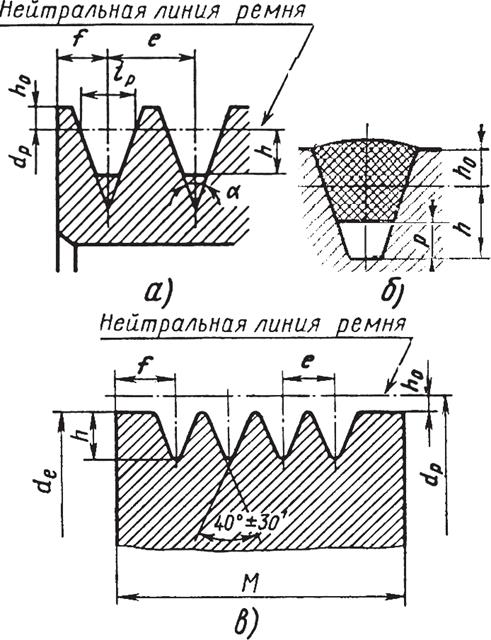
Рис. 4. Профили канавок шкивов: а, б – клиноременного; в – поликлинового
Шкивы изготовляют сварными или штампованными и литыми из чугуна СЧ15, СЧ18 (υ≤30 м/с), модифицированного чугуна и стали 25Л и из легированной стали (υ≤45 м/с). Шкивы из алюминиевых сплавов, а также сварно-штампованные шкивы имеют минимальную массу и могут быть использованы при υ≤80…100 м/с.
Шкивы из неметаллических материалов отличаются повышенным трением.
Форма канавки шкива должна быть такой, чтобы между шкивом и ремнем постоянно был гарантированный радиальный зазор р (рис. 4, б).
Рабочие поверхности канавок должны иметь шероховатость не более Ra=2,5 мкм, а при малых диаметрах шкивов – не более Ra=1,25 мкм.
Конструкция шкива определяется его диаметром, типом выбранного ремня и числом ремней. Шкивы диаметров dp – 63 ÷ 100 мм выполняют монолитными, точеными с выступающей односторонней ступицей или без нее. Шкивы диаметром dp – 80 ÷ 400 мм изготовляют с диском, в котором могут быть отверстия, и укороченной или удлиненной ступицей. Шкивы диаметром dp>180 мм изготовляют со спицами. Шкивы из пластмасс (рис. 5, в) изготовляют с металлическими ступицами.
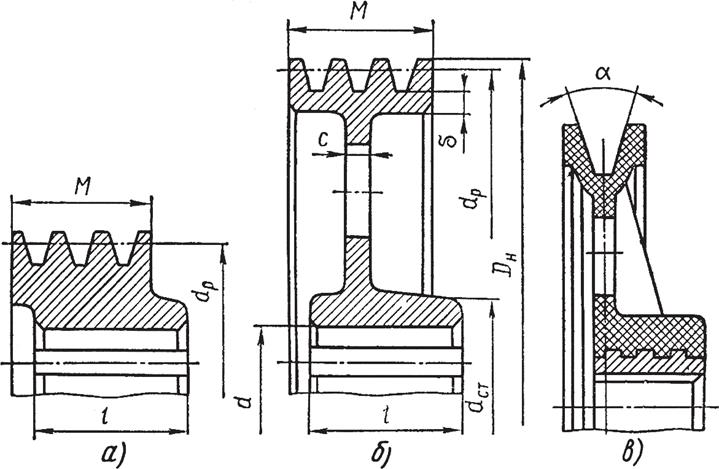
Рис. 5. Шкивы для клиновых ремней: а – ведущий шкив; б – ведомый шкив; в – шкив из пластмассы
Ступица шкива может быть расположена симметрично или несимметрично относительно обода. На вал ее устанавливают с натягом.
Ширина ступицы l назначается в зависимости от диаметра вала d, под который производится расточка шкива.
Предельные отклонения длины ступицы с коническим посадочным отверстием – не более h13.
Радиальное и торцовое биение обода шкивов приведены в табл. 2.
Шкивы должны быть статически сбалансированы. Значения допускаемого дисбаланса приведены в табл. 1.
Таблица 2. Радиальное и торцовое биение обода шкивов
| Радиальное биение | Торцовое биение | ||
| диаметр De , мм | биение, мкм | диаметр De , мм | биение, мкм |
| От 50 до 120 | От 60 до 160 | ||
| От 120 до 260 | От 160 до 400 | ||
| От 260 до 500 | От 400 до 1000 | ||
| От 500 до 800 | — | — |
Внутренние отверстия ступиц под вал должны иметь шероховатость не более Ra=2,5 мкм, остальные обработанные поверхности (наружный диаметр, торцы обода и ступицы – Ra=40 мкм; необработанное литье – Rz=40 мкм) должны быть окрашены.
Для нормальной эксплуатации ременной передачи непараллельность осей шкивов не должна превышать 1 мм на длине 100 мм; смещение рабочих поверхностей шкивов – не более 2 мм на 1 м межосевого расстояния.
Передача крутящего момента осуществляется шпоночным или шлицевым соединением. При шпоночном соединении и цилиндрическом сопряжении назначают следующие посадки: в случае нереверсивной спокойной нагрузки – Н7/к6; нереверсивной нагрузки с умеренными толчками и ударами – Н7/m6; реверсивной нагрузки с большими толчками и ударами – Н7/р6.
Просмотров: 926
Ремонт клиноременных и цепных передач
30.06.2019
https://extxe.com/19249/remont-klinoremennyh-i-cepnyh-peredach/
Содержание страницы
· 1. Клиноременные передачи
· 2. Ремонт цепных передач
Клиноременные передачи
Клиновые ремни обладают надежным сцеплением со шкивами, так как имеют незначительное проскальзывание. Правильно установленный ремень (рис. 1) должен плотно прилегать к боковым поверхностям канавки шкива (в), не выдаваться за пределы обода (б) и не касаться дна канавки (а).
При многоручьевых передачах для обеспечения равномерной работы все ремни следует тщательно подбирать по длине. Колебания отклонений длин в одном комплекте не должны выходить за пределы допуска.
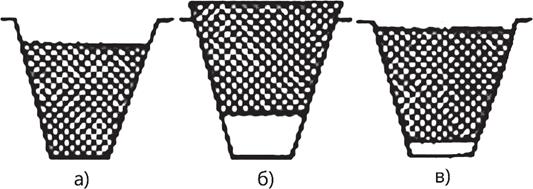
Рис. 1. Положение ремня в ручье шкива
Для качественной работы клиноременной передачи, кроме правильного положения ремней в канавках шкивов и одинаковой длины ремней, должно быть обеспечено возможно меньшее колебание передаточного числа отдельных ручьев передачи.
Если в передаче с несколькими ремнями передаточные числа отдельных ручьев будут различны, то ремни будут стремиться сообщить ведомому шкиву разные угловые скорости. В результате возникнет дополнительное скольжение и дополнительная нагрузка для ремней и шкивов. В практике наблюдаются случаи, когда во многоручьевой передаче у отдельных ремней ведущая и ведомая ветви меняются местами. Такой ремень работает как тормоз и дополнительно нагружает остальные ремни, снижая их долговечность.
Для обеспечения равенства передаточных чисел отдельных ручьев необходимо обеспечить контроль колебания расчетного диаметра канавок одного и того же шкива и отклонения угла канавки (допускаются в пределах ±1°). Контроль канавки производят измерением расстояния от наружного цилиндра до расчетного. Это измерение можно производить специальным глубиномером или индикатором при помощи ролика. Базой измерения в обоих случаях является наружный цилиндр, вследствие чего эти методы применимы при соблюдении цилиндричности этой поверхности.
Биение шкивов по наружному диаметру у станков не должно превышать 0,05 мм; биение по торцу — 0,1 мм.
Шкивы диаметром свыше 150 мм, имеющие частоту вращения свыше 200 об/мин, должны иметь минимальный дисбаланс.
Данные о предельно допустимой неуравновешенности шкивов при окружных скоростях до 15 м/сек даны в табл. 1. Допустимый дисбаланс уменьшается в 1,5 раза, если окружная скорость шкива превышает 15 м/сек.
Таблица 1. Допустимый дисбаланс шкивов (чугунных)
| Вес шкива, кг | Диаметр шкива, мм | ||||||
| Дисбаланс, г | |||||||
| — | — | — | — | ||||
| — | — | ||||||
| — | — | ||||||
| — | — | ||||||
| — | — | — | |||||
| — | — | ||||||
| — | — | — | |||||
| — | — | — | — | ||||
| — | — | — | — |
Требования к допустимому дисбалансу должны уточняться по технической документации на станок.
Для качественной работы клиноременной передачи важно также обеспечить правильное начальное натяжение и равномерное нагружение всех ремней, так как это влияет на длительность нормальной эксплуатации ремней и механизмов.
Сильно натянутые ремни чрезмерно давят на оси и подшипники, сокращая их срок службы, а при слабо натянутых ремнях происходит усиленный износ ремней и ручьев шкивов из-за взаимного проскальзывания (пробуксовки).
Натяжение ремней рекомендуется проверять по стреле прогиба f ветви, по середине межцентрового расстояния А между шкивами, создавая нагрузку, используя для этой цели динамометр или груз (рис. 2). Следует учесть, что величина стрелы прогиба не зависит от межцентрового расстояния. Оптимальные нагрузки для ремней, которые контролируются стрелой прогиба, приведены в табл. 2. На практике натяжение ремня устанавливается в зависимости от воспринимаемой нагрузки клиноременной передачей при условии, что отсутствует проскальзывание ремня.
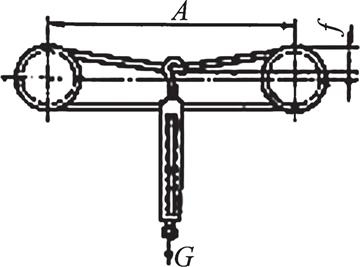
Рис. 2. Схема проверки натяжения ремня с помощью динамометра
Таблица 2. Регулировка натяжения ремней
| Сечения клиновидных ремней | Hорма нагружения ветви, кГс | Эталон стрелы прогиба, мм | Натяжение ветви ремня согласно ТУ, кГс |
| О | 2,5 | 7,0 | |
| А | 3,5 | 12,0 | |
| Б | 3,5 | 16,5 | |
| В | 4,5 | 27,5 |
Натяжение ремня производится перемещением одного из валов. В ременной передаче с электродвигателем натяжение ремней осуществляется перемещением электродвигателя (рис. 3).
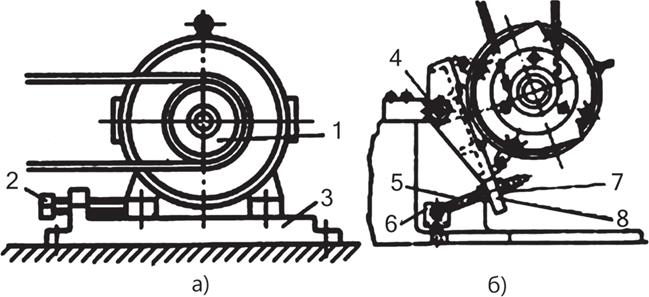
Рис. 3. Способы натяжения ременной передачи: а — салазками с электродвигателем; б — поворотной плитой с электродвигателем
Электродвигатель 1 (рис. 3, а) может крепиться подвижно к салазкам 3 болтами, которые имеют возможность перемещаться по пазам в салазках. Натяжение ремня выполняется ввертыванием или вывертываним натяжного болта 2.
Электродвигатель может крепиться неподвижно к поворотной плите 8 (рис. 3, б), которая имеет возможность поворачиваться на оси 4, закрепленной к станине.
Натяжение ремня выполняется навинчиванием или свинчиванием гайки 7 по винту 5, который крепится к станине осью 6.
Ремонт цепных передач
Сборка цепной передачи включает установку и закрепление звездочек на валах, надевание цепи и регулировку натяжения цепи. Звездочки на валах устанавливают так же, как и зубчатые колеса. После закрепления звездочки на валу ее следует проверить на радиальное и торцовое биение.
Для правильной работы цепной передачи оси звездочек должны быть параллельны. Параллельность осей звездочек проверяют линейкой, уровнем или другими средствами. При сборке проверяют также относительное смещение зубьев звездочек в плоскости перпендикулярной к их осям.
Длину цепи выбирают в зависимости от расстояния между центрами звездочек. Необходимо предусматривать предварительное провисание ветвей цепи. У работающей цепи провисание ведомой ветви увеличивается, поэтому предварительное провисание для горизонтальных передач с углом до 45° стрела прогиба должна быть не менее f=0,02 A, где А – расстояние между осями звездочек; в передачах близким к вертикальным – f=(0,01 ÷ 0,015) А.
Концы отрезка цепи соединяют при помощи соединительных или переходных звеньев. При монтаже цепи на звездочках для ее стягивания применяют специальные стяжные приспособления.
Просмотров: 448