Стержнем называют элемент литейной формы, служащий для образования отверстий, внутренних полостей, а также наружных сложных контуров отливки.
В литейном производстве применяются разнообразные стержни.
Чтобы песчаный стержень, установленный в литейную форму, сохранял нужное положение, на моделях делают выступы, называемые стержневыми знаками, образующие в форме углубления (гнезда), в которые вставляют стержни.
Стержневые знаки, как правило, делают в тех местах моделей, где нужно получить отверстия или углубления в отливке при помощи стержня. Знаки служат также для получения наружных и внутренних впадин, углублений, выступов на отливке, которые не могут быть выполнены иным путем.
В зависимости от положения стержня в форме стержневые знаки подразделяют на горизонтальные и вертикальные.
Конструкция стержня должна обеспечить образование надлежащей полости отливки с заданной точностью, достаточную прочность и устойчивость при заполнении формы металлом, вывод из стержня образующихся при заливке газов.
Стержни должны иметь прочность, чтобы противостоять воздействию металла, а также допускать их транспортировку.
В стержнях должны быть сделаны газоотводные каналы с учетом свободного выхода газов через знаки (обычно верхние или боковые). Для изготовления стержней служат стержневые ящики. Газоотводные каналы выполняют с помощью удаляемых металлических стержней, металлических труб с просверленными отверстиями (которые служат одновременно и каркасами), фитилей, шнуров для сложных отливок. Хорошая вентиляция стержней снижает брак по газовым раковинам.
Точность изготовления отливок во многом определяется точностью установки стержней в форму, их фиксацией при сборке. Точность установки стержня обеспечивается конфигурацией и размерами знаков и соответствующими размерами знаковых частей модели и стержневого ящика.
Для удобства изготовления форм и стержней, а также сборки форм знаковые части моделей и стержневых ящиков имеют уклоны, между знаками формы и стержнем предусматриваются зазоры. Зазоры между знаковыми поверхностями формы и стержня (в зависимости от типа модельного комплекта и размера отливки) назначают для правильной установки стержня в форму. При очень малых размерах зазоров или при их отсутствии невозможно собрать форму без повреждений или нарушения точности. Слишком большие зазоры изменяют размеры отливок, на них появляются заливы металла в местах сопряжений стержня и формы, кроме того, облегчаются условия проникновения металла в газоотводные каналы стержня, что приводит к образованию газовых раковин в отливках.
При конструировании стержней необходимо исходить из следующих основных положений:
Стержень должен оформлять поверхность отливки с заданной точностью; установка его в форму должна быть удобной, допускать просмотр и контроль размеров формы.
Конструкция стержня должна допускать изготовление его без особых затруднений, причем должна обеспечиваться возможность применения машинных способов изготовления.
Должно быть обеспечено свободное удаление газов, образующихся при заливке, и легкое удаление стержневой массы из отливки в период ее очистки.
Стержень должен обладать высокой податливостью и достаточной механической, термической и эрозионной стойкостью.
При конструировании стержней особенное внимание следует уделять выводу газов из них. Из большинства стержней газы выводятся через знаки сравнительно малого сечения.
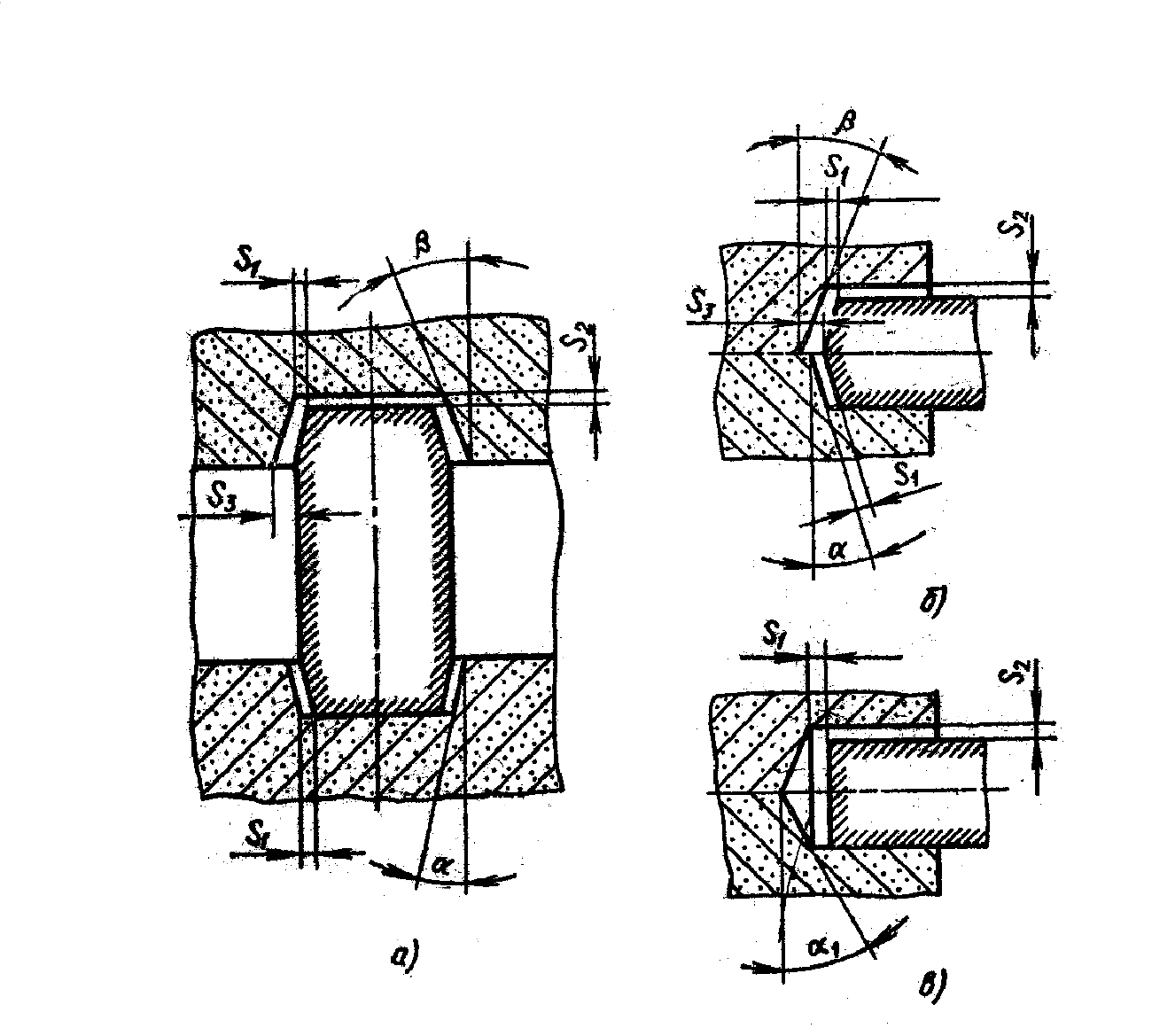
Рис 4. Примеры вертикального и горизонтального стержней.
Для изготовления отливки «Корпус» возможен только один вариант. Один стержень цилиндрического типа. Его свойства:
-Стрежень оформляет поверхность отливки с заданной точностью;
- Установка его в форму удобна, допускает просмотр и контроль размеров формы.
-Конструкция стержня допускает изготовление его без особых затруднений
-Обеспечивает свободное удаление газов, образующихся при заливке, и легкое удаление стержневой массы из отливки в период ее очистки.