Вентильные генераторы так называются по наличию блока выпрямительных вентилей, которые выпрямляют переменный ток, наводимый в обмотках генератора, в постоянный сварочный ток. Вентильные генераторы обеспечивают высокую стабильность и эластичность сварочной дуги. У них выше коэффициент полезного действия и меньше масса по сравнению с другими генераторами. Их применение позволяет уменьшить разбрызгивание металла при сварке и улучшить качество швов.
На статоре генератора расположена трехфазная силовая обмотка, которая присоединена к блоку выпрямительных вентилей, собранных по трехфазной мостовой схеме. Обмотка возбуждения прикреплена к станине и находится между двумя пакетами ротора, размещенными вдоль его оси.
На валу ротора расположены два пакета из электротехнической стали, имеющих полюсы, без обмоток. Ротор является индуктором генератора и при своем вращении наводит в обмотке статора ЭДС повышенной частоты.
Магнитный поток, создаваемый обмоткой возбуждения, распределяется так, что один пакет ротора образует северные полюсы, а другой — южные.
При вращении ротора витки обмотки статора пронизываются изменяющимся магнитным потоком, и в фазах обмотки статора возникает переменная ЭДС, которая преобразуется в постоянную выпрямительным блоком.
На рис. 3 приведена принципиальная электрическая схема вентильного сварочного генератора. На схеме трехфазная обмотка генератора присоединена к выпрямительному мосту VD4-VD9, состоящему из силовых кремниевых диодов. К выходу выпрямительного моста присоединяются кабели, идущие к сварочному посту.
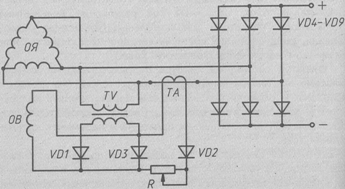
Рис. 3. Принципиальная схема вентильного сварочного генератора:
ОЯ — обмотка якоря; ОВ — обмотка возбуждения; ТУ, ТА — трансформаторы напряжения и тока; VD1-VD3 — диоды в цепи возбуждения; VD4-VD9 — вентили силового блока; R — реостат для управления величиной сварочного тока
Генератор работает с самовозбуждением от силовой цепи. После запуска генератора начальное его самовозбуждение происходит от остаточного магнетизма в массивных магнитных деталях машины — станине, втулке на валу, и на зажимах обмоток якоря появляется ЭДС величиной порядка 3...4 В. Обмотка возбуждения через трансформатор TV и выпрямитель VD1 получает питание, ЭДС на зажимах обмотки якоря начинает расти, и генератор возбуждается до напряжения холостого хода. С появлением сварочного тока обмотка возбуждения начинает получать питание и от трансформатора тока ТА через выпрямитель VD2.
Так как естественная внешняя характеристика генератора падающая, то с ростом сварочного тока напряжение на зажимах генератора уменьшается, также начинает уменьшаться составляющая тока возбуждения от трансформатора напряжения TV, а составляющая тока возбуждения от трансформатора тока ТА увеличивается с ростом нагрузки.
Поскольку мгновенные значения амплитуд вторичных напряжений трансформаторов TV и ТА сдвинуты по фазе, то при любой нагрузке оба трансформатора через свои выпрямители VD1 и VD2 дают питание обмотке возбуждения до режима короткого замыкания, при котором работает только трансформатор ТА. Вентиль VD3 служит для разрядки электромагнитной энергии, накапливаемой в катушках обмотки возбуждения.
Реостатом R можно плавно регулировать крутизну внешних характеристик генератора и сварочный ток в пределах одного диапазона.
Грубое регулирование сварочного тока можно осуществить переключением схемы обмотки якоря.
Регулятор тока.
Сила сварочного тока регулируется переносным блоком управления генератором. Блок управления позволяет регулировать и контролировать силу тока в пределах диапазона регулирования с погрешностью не более 5%. За счет практически полного отсутствия колебаний силы тока достигаются повышенные качественные характеристики сварного шва: прочность, равномерность, отсутствие бугров, перетяжек.
Сварочный электрод
Сва́рочный электро́д — металлический или неметаллический стержень из электропроводного материала, предназначенный для подвода тока к свариваемому изделию. В настоящее время выпускается более двухсот различных марок электродов, причем более половины всего выпускаемого ассортимента составляют плавящиеся электроды для ручной дуговой сварки.
Сварочные электроды делятся на плавящиеся и неплавящиеся. Неплавящиеся электроды изготовляют из тугоплавких материалов, таких как вольфрам по ГОСТ 23949-80 "Электроды вольфрамовые сварочные неплавящиеся", синтетический графит или электротехнический уголь Плавящиеся электроды изготовляют из сварочной проволоки, которая согласно ГОСТ 2246—70 разделяется на углеродистую, легированную и высоколегированную. Поверх металлического стержня методом опрессовки под давлением наносят слой защитного покрытия. Роль покрытия заключается в металлургической обработке сварочной ванны, защите её от атмосферного воздействия и обеспечении более устойчивого горения дуги.
Заключение
В этой работе мы познакомились с устройством автономного сварочного агрегата. Рассмотрели основные его составляющие.
Основными составляющие являются: двигатель внутреннего сгорания, электрогенератор, регулятор, электроды.
Итак, автономный сварочный агрегат является удобным средством сварки. Его автономность обеспечивается двигателем внутреннего сгорания и электрогенератором.