НОРМИРОВАНИЕ ШЕРОХОВАТОСТИ ПОВЕРХНОСТИ И МЕТОДЫЕЕ КОНТРОЛЯ
Общие сведения
Поверхности деталей машин преимущественно ограничены плоскостями или поверхностями вращения (цилиндрическими, коническими, сферическими и др.). Микропрофиль поверхности (шероховатость) в процессе формообразования детали образуется вследствие взаимного перемещения инструмента и заготовки, копирования геометрии инструмента, процессов пластической деформации, наростообразования и т.д.
К шероховатости относят отклонения поверхности, для которых выполняется условие
 ,
,
где  – высота профиля;
– высота профиля;  – средний шаг местных выступов профиля.
– средний шаг местных выступов профиля.
Несмотря на малые размеры неровностей, шероховатость поверхности оказывает влияние на многие эксплуатационные свойства деталей [5]: контактные деформации (прочность неподвижных соединений с натягом, герметичность соединений), трение и износ, коррозионную стойкость, концентрацию напряжений (сопротивление усталости, сопротивление ударным нагрузкам), обтекаемость жидкостями и газами, электроконтактное сопротивление, магнитные свойства и др.
В России впервые критерий шероховатости был стандартизирован в 1928 году, когда шероховатость поверхности была разделена на четыре группы и обозначалась соответствующим количеством треугольников. В настоящее время параметры и нормы шероховатости поверхности устанавливают ГОСТ 2789-73 и ГОСТ 25142-82. Высота неровностей шероховатости нормируется в диапазоне 0,025 …1600 мкм на базовой длине, выбранной из стандартного ряда от 0,01 мм до 25 мм (табл. П8).
Термины и определения
Шероховатость поверхности - совокупность неровностей (микропрофиль) поверхности с относительно малыми шагами, выделенная на каком-либо участке с помощью базовой длины.
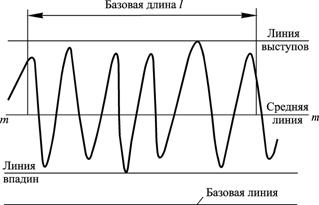
Рис. 73. Базовые линии профиля
Базовая длина l – длина базовой линии, используемая для выделения неровностей, характеризующих шероховатость поверхности (рис. 73).
Базовая линия (поверхность) – линия (поверхность) заданной геометрической формы, определенным образом проведенная относительно профиля (поверхности) и служащая для оценки геометрических параметров шероховатости.
Базовая линия по форме повторяет заданную конструктором номинальную линию, образующую поверхность детали.
Средняя линия профиля m – базовая линия, имеющая форму номинального профиля и проведенная так, что в пределах базовой длины среднее квадратическое отклонение профиля до этой линии минимально (см. рис. 73).
Средняя линия профиля является удобной базой для определения всех числовых значений параметров шероховатости поверхности и единственной для оценки параметров  и
и  , определения для которых приведены ниже .
, определения для которых приведены ниже .
Линия выступов – линия эквидистантная средней линии, проходящая через наивысшую точку профиля в пределах базовой длины (см. рис. 73).
Линия впадин – линия эквидистантная средней линии, проходящая через наинизшую точку профиля в пределах базовой длины.
Линия выступов и линия впадин могут служить базовыми линиями при определении параметров шероховатости  ,
,  ,
,  .
.
Высота наибольшего выступа профиля  – расстояние от средней линии до высшей точки профиля в пределах базовой длины (рис. 66).
– расстояние от средней линии до высшей точки профиля в пределах базовой длины (рис. 66).
Глубина наибольшей впадины профиля  – расстояние от низшей точки профиля до средней линии в пределах базовой длины.
– расстояние от низшей точки профиля до средней линии в пределах базовой длины.
Наибольшая высота профиля – расстояние между линией выступов профиля и линией впадин профиля в пределах базовой длины (см. рис. 74).
Параметр может определяться в соответствии с формулой
 .
.
Числовые значения параметра задаются в микрометрах (мкм) и выбираются из таблиц ГОСТ 2789-73, которые приведены в табл. П8.
Высота выступа профиля  – расстояние от средней линии профиля до высшей точки выступа профиля (см. рис. 74).
– расстояние от средней линии профиля до высшей точки выступа профиля (см. рис. 74).
Глубина впадины профиля  – расстояние от средней линии профиля до низшей точки впадины профиля.
– расстояние от средней линии профиля до низшей точки впадины профиля.
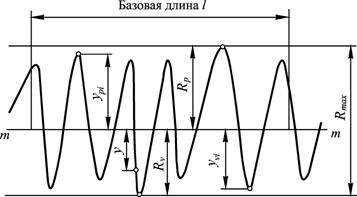
Рис. 74. Высотные параметры профиля
Высота неровностей по десяти точкам – сумма средних арифметических абсолютных значений отклонений от средней линии точек пяти наибольших минимумов и пяти наибольших максимумов в пределах базовой длины:
 .
.
Числовые значения параметра Rz определяются в микрометрах (мкм) и выбираются из таблиц ГОСТ 2789-73 (см. табл. П8).
Отклонение профиля  - расстояние между точкой профиля и средней линией профиля (см. рис. 66).
- расстояние между точкой профиля и средней линией профиля (см. рис. 66).
Среднее арифметическое отклонение профиля – среднее арифметическое абсолютных значений отклонений профиля от средней линии в пределах базовой длины:
 .
.
Числовые значения параметра определяются в микрометрах (мкм) и выбираются из таблиц ГОСТ 2789-73 (см. табл. П8).
Шаг неровности профиля  – отрезок средней линии профиля, содержащий неровность профиля.
– отрезок средней линии профиля, содержащий неровность профиля.
Иными словами, шаг неровности профиля – отрезок средней линии профиля, пересекающий профиль в трех соседних точках и
ограниченный двумя крайними точками (рис. 75).
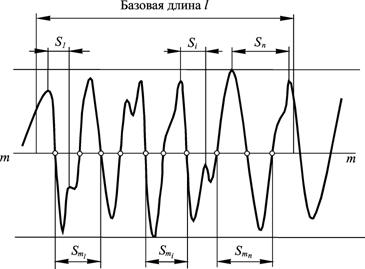
Рис. 75. Шаговые параметры профиля
Средний шаг неровностей профиля – среднее арифметическое значение шага неровностей профиля в пределах базовой длины:
 ,
,
где  - число шагов в пределах базовой длины.
- число шагов в пределах базовой длины.
Шаг местных выступов (по вершинам)  – отрезок средней линии между проекциями на нее наивысших точек соседних местных выступов профиля (см. рис. 67).
– отрезок средней линии между проекциями на нее наивысших точек соседних местных выступов профиля (см. рис. 67).
Средний шаг местных выступов профиля S - среднее арифметическое значение шага местных выступов профиля, находящихся в пределах базовой длины:
 ,
,
где - число шагов в пределах базовой длины.
Уровень сечения профиля  – расстояние между линией выступов профиля и линией, пересекающей профиль эквидистантно линии выступов профиля (рис. 76).
– расстояние между линией выступов профиля и линией, пересекающей профиль эквидистантно линии выступов профиля (рис. 76).
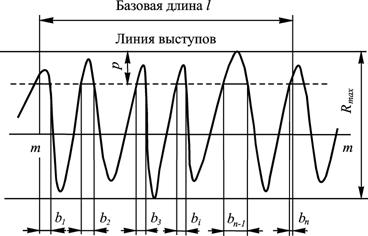
Рис. 76. Опорная длина профиля
При задании характеристик шероховатости поверхности уровень стараются задать на уровне опорной линии – линии, по которой происходит фактический контакт сопрягаемых деталей.
Уровень сечения профиля отсчитывается от линии выступов и выбирается в процентах от из значений, установленных в ГОСТ 2789-73, которые приведены в табл. П8.
Опорная длина профиля  – сумма длин отрезков
– сумма длин отрезков  , отсекаемых на заданном уровне в материале профиля линией, эквидистантной средней линии в пределах базовой длины (см. рис. 76):
, отсекаемых на заданном уровне в материале профиля линией, эквидистантной средней линии в пределах базовой длины (см. рис. 76):
 .
.
Относительная опорная длина профиля – отношение опорной длины профиля к базовой длине:
 .
.
Относительная опорная длина профиля определяется в процентах от базовой длины  из числовых значений, установленных в ГОСТ 2789-73 (см. табл. П8).
из числовых значений, установленных в ГОСТ 2789-73 (см. табл. П8).
Назначение параметров шероховатости
И их числовых значений
Для обеспечения заданного качества изделий (исходя из функционального назначения поверхности деталей) устанавливают требования к шероховатости. Если в этом нет необходимости, параметры шероховатости не устанавливают и шероховатость не контролируют.
Требования к шероховатости устанавливают без учета дефектов поверхности (царапин, раковин и т.д.).
Обычно величины параметров шероховатости назначают в соответствии с точностью исполняемого размера. В отдельных случаях для придания поверхности особых свойств (оптических, адгезионных и т.п.) от этого правила конструктор может отойти. При этом значения параметров шероховатости устанавливаются таким образом, что обеспечить заданные свойства. Для неответственных деталей шероховатость определяется требованиями технической эстетики, коррозионной стойкости и технологией изготовления.
ГОСТ 2789-73 устанавливает нормы на шесть основных параметров микрогеометрии поверхности:
, , – высотные характеристики неровностей, мкм;
, – характеристики шероховатости в направлении длины профиля, мм;
– характеристика шероховатости, связанная с формой неровностей профиля, %.
Параметр определяется стандартом (ГОСТ 2789-73) в качестве предпочтительного.
Числовые значения перечисленных параметров шероховатости (наибольшие, наименьшие, номинальные или диапазоны значений) выбираются из таблиц ГОСТ 2789-73 (см. табл. П8).
Требование к шероховатости поверхности устанавливают путем указания базовой длины, параметров шероховатости и их числовых значений.