Контроль и измерение шероховатости поверхности могут быть выполнены различными методами. Наиболее простым и в то же время наиболее субъективным методом (точность его зависит от квалификации исполнителя) является метод сравнения с эталонным образцом, шероховатость которого известна. Эталонные образцы шероховатости впервые начали применяться в России с 1893 года на Тульском оружейном заводе под именем «лекала – образцы чистоты».
Непосредственное измерение и количественную оценку основных параметров шероховатости поверхности обеспечивают щуповые приборы типа профилометр, профилометр-профилограф. С их помощью определяются значения  ,
,  ,
,  ,
,  ,
,  и
и  .
.
Наиболее распространенными моделями профилометр-профилографов являются модели «Калибр 250», «Калибр 252» и БВ-7669. В лабораторной работе используется автоматизированный профилометр-профилограф модели БВ-7669, обладающий широкими возможностями оценки шероховатости.
Действие любого профилометр-профилографа основано на ощупывании неровностей исследуемой поверхности алмазным щупом датчика 1 (рис. 79), воспроизводящим эти неровности, и преобразовании возникающих при этом колебаний щупа в изменения напряжения, пропорциональные этим колебаниям. Перемещение датчика
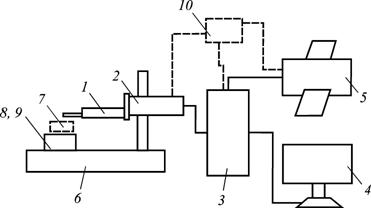
Рис. 79. Общий вид профилограф-профилометра
с постоянной скоростью относительно измеряемой поверхности осуществляется мотоприводом 2. В компьютере, оснащенном специальной платой, или электронном блоке прибора 3 происходит усиление и преобразование сигнала с датчика, вычисление параметров шероховатости исследуемой поверхности с выдачей результатов на монитор 4 (или устройство цифровой индикации, которое может располагаться на электронном блоке) и принтер (или специальное записывающее устройство) 5. Обычно электронный блок осуществляет управление мотоприводом и записывающим устройством, но в профилометр-профилографе модели «Калибр-250» для включения прибора в сеть и управления мотоприводом по командам электронного блока используется блок – приставка 10. Записывающее устройство (принтер) служит для записи неровностей исследуемой поверхности (профилограммы). Для размещения изделия 7 и ориентирования измеряемой поверхности изделия относительно датчика используются призма (для цилиндрических деталей) 8 и предметный стол 9 (для деталей с плоской опорной поверхностью). Предметный стол, призма (для цилиндрических деталей) и другие устройства и приспособления ставятся на основание стойки 6. В каретке стойки крепится мотопривод 2. Перемещения каретки позволяют устанавливать мотопривод с датчиком на различной высоте.
Последовательность измерения шероховатости поверхности на всех профилометр-профилографах практически идентична. Рассмотрим процесс ее измерения на приборе БВ-7669.
Измеряемую деталь необходимо установить на основание стойки, призму или предметный стол, а мотопривод закрепить в каретке, которая может поворачиваться в вертикальной плоскости, так, чтобы перемещение датчика было параллельно контролируемой поверхности.
После запуска программного обеспечения на экране монитора должно появиться рабочее окно пользователя, изображенное на рис. 80.
В зоне «Параметры трассирования» установить верхний предел диапазона измерения, равный 25 мкм, поз. 2 для параметра .
Опустить мотопривод, используя гайку на стойке или маховик на подвеске датчика к мотоприводу, до касания датчика с контролируемой поверхностью. Датчик опустить в такое положение, чтобы верхняя часть индикатора 3 в зоне «Положение датчика» имела зеленый цвет. Синий (красный) цвет индикатора означает, что щуп датчика находится выше (ниже) «нулевого» положения. Положение датчика фиксируется стопорными винтами стойки и подвески датчика.
В зоне «Параметры трассирования» необходимо установить обозначение измеряемого параметра или , (поз. 1 на рис. 80) и верхний предел диапазона измерения поз. 2, равный ожидаемому значению, умноженному на четыре и округленному до ближайшего большего из стандартного ряда. Например, для ожидаемого значения = 1,1 мкм нужно установить = 5,0 мкм ( < 5,0). Если ожидаемое значение неизвестно, установите максимальное значение параметра. При необходимости отрегулировать положение датчика по индикатору 3, используя движок 4скользящей шкалы «Подстройка 0», чтобы верхняя часть индикатора имела зеленый цвет.
< 5,0). Если ожидаемое значение неизвестно, установите максимальное значение параметра. При необходимости отрегулировать положение датчика по индикатору 3, используя движок 4скользящей шкалы «Подстройка 0», чтобы верхняя часть индикатора имела зеленый цвет.
Скорость трассирования устанавливается двумя кнопками увеличить/уменьшить 5, находящимися справа от кнопки «Скорость» 6 в зоне «Параметры трассирования».
После нажатия кнопки «Трасса» 7 в зоне «Трассирование» (если кнопка не активна, нажмите кнопку «Возврат» 8 и активизируйте опцию «Авто» под кнопкой «Возврат») привод начнет перемещать датчик по контролируемой поверхности.
Процесс трассирования сопровождается вычерчиванием ощупываемого профиля в графическом окне 9.
Вычисление значений параметров шероховатости осуществляется нажатием кнопки «Расчет» 10. Полученные результаты отображаются в окне «Результаты измерения» 11. При активации опции «Авторасчет» 12 вычисление значений параметров шероховатости происходит автоматически сразу после трассирования.
Вывод результатов измерения возможен как в файл, так и на принтер и производится нажатием кнопок «Протокол» 13 или, соответственно, «Печать» 14. При нажатии кнопки «Протокол» результаты записываются в файл protocol.txt, который содержит имя файла профилограммы, вычисленные значения параметров, а также справочную информацию.
Профилограммы (рис. 81), полученные с помощью профилографов-профилометров, могут быть обработаны вручную. Предварительно на них указываются значения базовой длины (БД) -  , вертикального увеличения – ВУ и горизонтального увеличения – ГУ.
, вертикального увеличения – ВУ и горизонтального увеличения – ГУ.
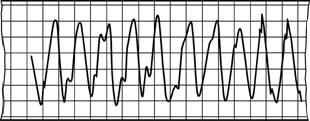
Рис. 81. Профилограмма
Значения параметров , , можно определить при помощи микроинтерферометров и растровых измерительных микроскопов с визуальными окулярными винтовыми микрометрами, а также при помощи приборов светового сечения с визуальным окулярным винтовым микрометром [3].
Обработка профилограммы
В предлагаемой методике обработки профилограммы символы с индексом «п » применяются для обозначения параметров, измеренных на профилограмме. Например:  - наибольшая высота неровностей профиля, измеренная на профилограмме (т.е. с учетом вертикального увеличения); – натуральное (фактическое) значение наибольшей высоты неровностей профиля.
- наибольшая высота неровностей профиля, измеренная на профилограмме (т.е. с учетом вертикального увеличения); – натуральное (фактическое) значение наибольшей высоты неровностей профиля.
Обработка профилограммы осуществляется в последовательности, указанной ниже.
1. Определить на профилограмме длину отрезка  , мм соответствующего базовой длине, по формуле
, мм соответствующего базовой длине, по формуле
 ,
,
и определить его границы (рис. 82).
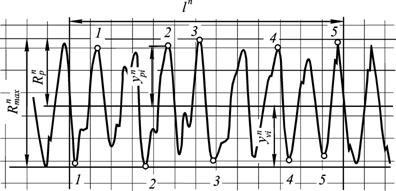
Рис. 82. Обработка профилограммы. Высотные параметры
2. В пределах отмеченной на профилограмме базовой длины через наивысшую и наинизшую точки профиля (для номинально прямолинейного профиля) провести параллельно направлению записи профилограммы линии выступов и впадин и измерить между ними расстояние (см. рис. 82) в миллиметрах. Параметр шероховатости , мкм определяется как расстояние между линией выступов и линией впадин с учетом вертикального увеличения:
 .
.
3. По найденному значению , пользуясь табл. П9, проверить соответствие базовой длины l основному значению.
4. Построить на профилограмме среднюю линию профиля.
Стандартная методика обработки профилограммы [3] предлагает довольно трудоемкий порядок действий и расчетов для проведения средней линии профиля.
Для номинально прямолинейного профиля на профилограмме при ее ручной обработке допускается визуальное проведение средней линии параллельно общему направлению профиля. Средняя линия проводится так, чтобы площади по обеим сторонам от этой линии до линии профиля были примерно равны между собой [3]. Однако измерение площадей между средней линией и линией профиля является также весьма трудоемкой операцией.
Точность построения средней линии профиля существенно влияет на значение параметра . Положение средней линии профиля абсолютно не влияет на значения параметров , , , . Поэтому для выполнения лабораторной работы предлагается упрощенный порядок построения средней линии профиля.
В первом приближении среднюю линию профиля можно провести посередине между линией выступов и линией впадин в пределах выбранной БД (см. рис. 82), т.е. на расстоянии  от линии выступов.
от линии выступов.
5. Выделить на профилограмме в пределах БД пять наибольших выступов, так чтобы между ними профилограмма пересекала среднюю линию профиля, и аналогично пять наибольших впадин. После чего измерить расстояние от средней линии до каждого из пяти наибольших выступов  и расстояние от средней линии до каждой из пяти наибольших впадин
и расстояние от средней линии до каждой из пяти наибольших впадин  (см. рис. 82). Затем необходимо проверить точность построения средней линии профиля. Выбранные выступы и впадины должны располагаться на профилограмме достаточно симметрично относительно середины отрезка базовой длины.
(см. рис. 82). Затем необходимо проверить точность построения средней линии профиля. Выбранные выступы и впадины должны располагаться на профилограмме достаточно симметрично относительно середины отрезка базовой длины.
Правильность проведения средней линии проверяется по условию
 мм.
мм.
При необходимости откорректировать положение средней линии профиля.
Значение параметра , мкм находят по формуле

 .
.
По найденному значению с использованием табл. П9 проверить соответствие базовой длины l основному значению.
6. Для нахождения значения параметра на профилограмме в пределах участка БД на заданном уровне  , мм, отсчитываемом от линии выступов (рис. 83), провести линию, пересекающую профиль эквидистантно линии выступов:
, мм, отсчитываемом от линии выступов (рис. 83), провести линию, пересекающую профиль эквидистантно линии выступов:
 .
.
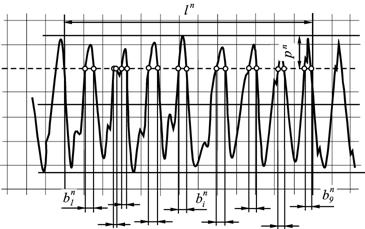
Рис. 83. Обработка профилограммы. Относительная опорная длина профиля 
Измерить отрезки  в мм, отсекаемые на уровне
в мм, отсекаемые на уровне  в материале выступов измеряемого профиля.
в материале выступов измеряемого профиля.
Значение параметра находится по формуле
 .
.
7. Значение параметра , согласно [3], можно определить следующим способом (рис. 84):
- на участке профилограммы, определяемом БД, сосчитать число пересечений профиля со средней линией;
- измерить длину отрезка средней линии  , ограниченного первым и последним нечетным пересечением профиля со средней линией.
, ограниченного первым и последним нечетным пересечением профиля со средней линией.
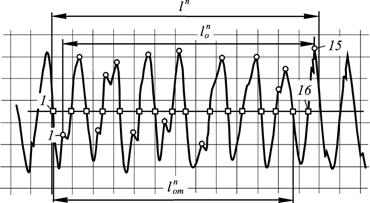
Рис. 84. Обработка профилограммы. Шаговые параметры
Значение параметра, мм находится по формуле
 .
.
где  - число пересечений профиля со средней линией на длине ,
- число пересечений профиля со средней линией на длине ,
 .
.
8. Значение параметра , согласно [3], можно определить следующим способом:
- на участке профилограммы, определяемом БД, сосчитать число максимумов профиля (см. рис. 84);
- измерить длину отрезка средней линии  , ограниченного первым и последним местными выступами.
, ограниченного первым и последним местными выступами.
Значение параметра, мм находится по формуле
 .
.
где n - число местных выступов профиля на длине .