Правка и гибка металла.
3.1. Правка металла - операция, при помощи которой устраняют неровности, кривизну или другие недостатки формы заготовок/
Правка металла - это выправление металла действием давления на какую-либо его часть независимо от того, производится это давление прессом или ударами молотка (рихтовка).Правят стальные листы из цветных металлов и их сплавов, стальные полосы, прутковый материал, трубы, проволоку, стальной квадрат, круг стальной, а также металлические сварные конструкции.Различают два метода правки металлов: правку вручную, выполняемую с помощью молотка на стальных или чугунных правильных плитах, наковальнях и др., и правку машинную, выполняемую на правильных машинах.Металл правят как в холодном, так и в нагретом состоянии.Гибка металла - слесарная операция, при выполнении которой заготовка приобретает заданную форму. Заготовки можно изгибать под углом по радиусу и по фасонным кривым.Гибку можно выполнять вручную и с помощью приспособлений, на гибочных прессах и станках, при этом гибка может быть произвольной (на глаз), по образцу, месту, разметке и по шаблону.
Гибка металла
Гибка - это способ обработки металла давлением, при котором заготовке или её части придаётся изогнутая форма. Слесарная гибка выполняется молотками (лучше с мягкими бойками) в тисках, на плите или с помощью специальных приспособлений. Тонкий листовой металл гнут киянками, изделия из проволоки диаметром до 3мм - плоскогубцами или круглогубцами. Гибки подвергают только пластичный материал. При гибки деталей под прямым углом без закруглений с внутренней стороны припуск на загиб берётся от 0,5 до 0,8 толщены материала. Гибка деталей из листового и полосового металла. Гибку прямоугольной скобы из полосовой стали выполняют в следующем порядке: определяют длину развёртки заготовки, складывая длину сторон скобы с припуском на один изгиб, равным 0,5 толщины полосы, т. е. L=17,5+1+15+1+20+1+15+1+17,5=89мм; отмечают длину с дополнительным припуском на обработку торцов по 1мм на сторону и зубилом отрубают заготовку; выправляют вырубленную заготовку на плите; опиливают в размер по чертежу; наносят риски загиба; зажимают заготовку в тисках между угольниками - нагубниками на уровне риски и ударами молотком загибают конец скобы (первый загиб); переставляют заготовку в тисках, зажимая её между угольником и бруском - оправкой, более длинным, чем конец скобы; загибают второй конец, осуществляя второй загиб; снимают заготовку и вынимают брусок - оправку; размечают длину лапок на загнутых концах; надевают на тиски второй угольник и, вложив внутрь скобы тот же брусок - оправку, но в другом его положении, зажимают скобу в тисках на уровне рисок; отгибают первую и вторую лапки, делают четвёртый и пятый загибы первой и второй лапок; проверяют и выправляют по угольнику четвёртый и пятый загибы; снимают заусеницы на рёбрах скобы и опиливают концы лапок в размер. Гибка двойного угольника в тисках производится после разметки, вырубки заготовки, правки на плите и опиливания по ширине в заданный размер. По окончании гибки концы угольника опиливают в размер и снимают заусеницы с острых рёбер. Гибка хомутика. После расчёта длины заготовки и её разметки в местах изгиба зажимают в тисках оправку в вертикальном положении. Диаметр оправки должен быть равным диаметру отверстия хомутика. Окончательное формирование хомутика выполняют по той же оправке молотком, а затем на правильной плите. Гибка ушка круглогубцами. Ушко со стержнем из тонкой проволоки изго-товляют с помощью круглогубцев. Длина заготовки должна быть на 10.....15мм больше, чем требуется по чертежу. После окончания работы лишний конец удаляют кусачками. Гибка втулки. Допустим, требуется из полосовой стали на круглых оправках изогнуть цилиндрическую втулку. Сначала определяют длину заготовки. Если наружный диаметр втулки равен 20мм, а внутренний - 16мм, то средний диаметр будет равен 18мм. Тогда общую длину заготовки определяют по формуле L=3,14х18=56,5мм.
Резка металла.
Резкой называют отделение частей (заготовок) от сортового или листового металла. Резка выполняется как со снятием стружки, так и без неё.
Сущность процесса резки ножницами заключается в отделении частей металла под действием пары режущих ножей. Разрезаемый лист помещают между верхним и нижним ножами. Верхний нож, опускаясь, давит на металл и разрезает его. Ножи изготовляют из сталей У7, У8; боковые поверхности лезвий закалены до HRCэ52...58, отшлифованы и остро заточены.
Резка ручными ножницами
Обыкновенные ручные ножницы применяются для резания стальных листов толщиной 0,5...1мм и листов из цветных металлов толщиной до 1,5мм. Ручные ножницы изготовляют с прямыми и кривыми режущими лезвиями. По расположению режущей кромки лезвия ножницы делятся на правые (скос на каждой части режущей половины находится с правой стороны); левыми - (скос на каждой части режущей половины находится с левой стороны). Длина ножниц равна 200, 250, 320, 360 и 400мм, а режущей части (от острых концов до шарнира) - соответственно 55...65, 70...82, 90...105, 100...120 и 110...130мм. Хорошо заточенные и отрегулированные ножницы должны резать бумагу. Стуловые ножницы отличаются от обыкновенных большими размерами и применяются при резании листового металла толщиной до 3мм. Стуловые ножницы малопроизводительны, при работе требуют значительных усилий, поэтому для резания больших партий листового металла их не применяют.Ручные малогабаритные силовые ножницы служат, для резки листовой стали толщиной до 2,5мм и прутков диаметром до 8мм. Ножи ножниц - сменные и прикреплены к рычагам на потайных заклёпках. Эти ножи являются сменными и вставляются в гнездо дисков. Для обрезки болтов (шпилек) во втулках одного из дисков имеется нарезка (несколько ниток), которая предохраняет резьбу болтов при обрезке от смятия. Рычажные ножницы применяются для резания листовой стали, толщиной до 4мм, алюминия и латуни - 6мм. Верхний шарнирно закреплённый нож приводится в действие от рычага. Нижний нож неподвижный. Ножи изготавливают из стали У8 и закаливают до твёрдости HRCэ52...60. Углы заострения режущих граней равны 5...85 градусов. Перед работой проверяют наличие смазки на трущихся поверхностях, плавность хода рычага, отсутствие зазора между режущими кромками. Маховые ножницы широко используются для резки листового металла толщиной 1,5...2,5мм с пределом прочности 450..500 МПа (сталь, дюралюминий и т. д.).Этими ножницами режут металл значительной длины. Ножницы с наклонными ножами (гильотинные) позволяют разрезать листовой металл толщиной до 32мм, листы размерами 1000...32000мм, реже - полосовой прокат, а также листовые неметаллические материалы.
Резка ножовкой
Ручная ножовка (пила) инструмент предназначенный для разрезания толстых листов полосового, круглого и профильного металла, а также для прорезания шлицев, пазов обрезки и вырезки заготовок по контуру и других работ. Ножовочное полотно представляет собой тонкую и узкую стальную пластину с двумя отверстиями и с зубьями на одном или обоих рёбрах. Полотна изготовляют из сталей У10А и Х6ВФ, их твёрдость НRCэ61...64. В зависимости от назначения ножовочные полотна разделяются на ручные и машинные.
Размер (длина) ручного ножовочного полотна определяется по расстоянию между центрами отверстий под штифты, длина полотна для ручной пилы L=250...300мм, высота b=13 и 16мм, толщина h=0,65
h=0,65 и 0,8мм.
Для резки металлов различной твёрдости углы зубьев ножовочного полотна выполняют следующими: передний угол равен 0...12 градусов; а задний угол зубьев равен 35...40 градусов; угол заострения равен 43...60 градусов. Для резки более твёрдых материалов применяют полотна, у которых угол заострения зубьев больше, для резания мягких материалов угол заострения меньше. Полотна с большим углом заострения более износоустойчивы. Разводка зубьев ножовочного полотна. При резке ручной ножовкой в работе должно участвовать (одновременно резать металл) не менее двух - трёх зубьев. Во избежание заедания (заклинивания) ножовочного полотна в металле зубья разводят, чтобы ширина разреза, сделанного ножовкой, была много больше толщины полотна. Кроме того, это значительно облегчит работу. Разводка ножовочного полотна должна заканчиваться на расстоянии не более 30мм от торца.
Подготовка к работе ножовкой. Перед работой ножовкой прочно закрепляют разрезаемый материал в тисках (уровень крепления должен соответствовать росту работающего). При длинных пропилах используют ножовочные полотна с крупным шагом зубьев, а при коротких - с мелким.Ножовочное полотно устанавливают в прорези головки так, чтобы зубья были направлены от рукоятки, а не к ней. При этом сначала вставляют конец полотна в неподвижную головку и фиксируют его штифтом, затем вставляют второй конец полотна в прорезь подвижного штыря и также закрепляют штифтом. При этом из-за опасения разрыва полотна ножовку держат в удалении от лица. Степень натяжения полотна проверяют, легко нажимая на него пальцем сбоку; если полотно не прогибается, натяжение достаточно. При резке ручной ножовкой становятся перед тисками прямо, свободно и устойчиво, в пол оборота по отношению к губкам тисков или оси обрабатываемой заготовки. Ступни ног ставят так, чтобы образовали угол 60...70 градусов при определённом расстоянии между пятками. Положение рук (хватка). Рукоятку обхватывают четырьмя пальцами правой руки так, чтобы она упиралась в ладонь; большой палец накладывают сверху вдоль рукоятки. Пальцы правой руки обхватывают гайку и подвижную головку ножовки. При резке ножовкой, как и при опиливании, должна соблюдаться строгая координация усилий (балансировка), заключающаяся в правильном увеличении нажима рук. В процессе резки осуществляется два хода - рабочий, когда ножовка перемещается вперёд от работающего, и холостой, когда к работающему. При холостом ходе на ножовку не нажимают, в результате чего зубья только скользят, а при рабочем ходе обеими руками создают лёгкий нажим так, чтобы ножовка двигалась прямолинейно. При работе ножовкой необходимо выполнять следующие правила: Короткие заготовки резать на наиболее короткой стороне; при резке проката углового, таврового и швеллерного профилей лучше изменять положение заготовки, чем резать по узкой стороне; в работе должно участвовать всё ножовочное полотно; при резке не давать полотну нагреваться; для уменьшения трения полотна о стенки в пропиле заготовки периодически смазывать полотно минеральным маслом или графитовой смазкой, особенно пи резке вязких металлов; латунь и бронзу разрезать только новыми полотнами, так как даже малоизношенные зубья не режут, а скользят; в случае поломки или выкрашивания хотя бы одного зуба работу немедленно прекратить, удалить из пропила остатки сломанного зуба, полотно заменить новым или сточить на станке два - три соседних зуба; после этого можно продолжить работу. Резка ножовкой круглого, квадратного, полосового и листового металла. Круглый металл небольших сечений режут ручными ножовками, а заготовки больших диаметров - на отрезных станках, приводных ножовках, дисковых пилах и др. Предварительно полотно смазывают маслом с помощью кисточки. Для правильного начала реза на неразмеченной заготовке у места реза ставят ногтем большой палец левой руки и полотно ножовки приставляют вплотную к ногтю. Ножовку держат только правой рукой. Указательный палец этой руки вытягивают вдоль рукоятки сбоку, чем обеспечивается устойчивое положение заготовки во время резки. Заготовку закрепляют в тисках и в месте будущего реза трёхгранным напильником делают неглубокий пропил для лучшего направления ножовки. Затем заготовку разрезают при горизонтальном положении ножовки. При очень глубоких резах левую руку переставляют, берясь за верх рамки. Полосовой металл рациональнее резать не по широкой, а по узкой стороне. Резка ножовкой с поворотом полотна осуществляется при длинных (высоких) или глубоких резах, когда не удаётся довести рез до конца из - за того, что рамка ножовки упирается в торец заготовки и мешает дальнейшему пропиливанию. При этом можно изменить положение заготовки и, врезавшись в неё с другого конца, закончить резку. Можно резать ножовкой, у которой полотно переставляют на 90 градусов. Этим способом режут металл в деталях с замкнутыми контурами. Заготовки, детали из тонкого листового металла зажимают между деревянными брусками по одной или несколько штук и разрезают вместе с брусками.Чтобы вырезать в металле (листе) фасонное окно (отверстие), просверливают или вырубают отверстие диаметром, равным ширине полотна ножовки или пилы лобзика. Шлицы крупных размеров прорезают обыкновенными ножовками с одним или двумя (в зависимости от ширины шлицев) соединёнными вместе полотнами. Резка труб ножовкой и труборезом Перед резкой трубу размечают по шаблону, изготовленному из жести, изогнутой по трубе. Шаблон накладывают на место реза и чертилкой по окружности трубы наносят разметочные риски. Трубы разрезают ножовками и труборезами. Резка ножовкой. Трубу зажимают в параллельных тисках в горизонтальном положении и режут по риске. При разрезании трубы ножовку держат горизонтально, а по мере врезания полотна в трубу слегка наклоняют на себя. Если ножовку увило в сторону от разметочной риски, трубу поворачивают вокруг оси и режут по риске в новом месте
Приведите эскиз детали:
Какой применялся инструмент: Ножовка по металлу, слесарные напильники, штангенциркуль ШЦ-I, линейка, угольник, радиусомер, молоток, плоскогубцы.
Опиливание металлов.
Опиливанием называется операция по обработке металлов и других материалов снятием небольшого слоя напильниками вручную или на опиловочных станках. С помощью напильников обрабатывают плоскости, криволинейные поверхности, пазы, канавки, отверстия любой формы, поверхности, расположенные под разными углами, и т.п. Припуски на опиливании оставляются небольшими - от 0,5 до 0,25мм. Точность обработки опиливанием составляет 0,2...0,05мм (в отдельных случаях - до 0,001мм).
Напильники.
Напильник представляет собой стальной брусок определённого профиля и длины, на поверхности которого имеются насечки (нарезки), образующие впадины и острозаточенные зубцы (зубья), имеющие в сечении форму клина. Напильники изготавливают из стали У10А, У13А, ШХ15, 13Х, после насекания подвергают термической обработке. Напильники подразделяют по размеру насечки, её форме, по длине и форме бруска. Виды и основные элементы насечек. Насечки на поверхности напильника образуют зубья, которые снимают стружку с обрабатываемого материала.Напильники с одинарной насечкой могут снимать широкую стружку, равную длине всей насечки. Их применяют при опиливании мягких металлов и сплавов с незначительным сопротивленим резанию, а также неметаллических материалов. Одинарная насечка наносится под углом 25 градусов к оси напильника. Напильники с двойной (перекрёстной) насечкой применяют для опиливания стали, чугуна и других твёрдых материалов с большим сопротивлением резанию. Напильники с рашпильной (точечной) насечкой (рашпили) применяют для обработки очень мягких металлов и неметаллических материалов - кожи, резины и др. Рашпильная (точечная) насечка получается вдавливанием металла специальными зубилами. Напильники с дуговой насечкой применяют при обработке мягких металлов. Дуговую насечку получают фрезерованием; она имеет большие впадины между зубьями и дугообразную форму, обеспечивающую высокую производительность и повышенное качество обрабатываемых поверхностей. Классификация напильников По назначению напильники подразделяют на следующие группы: общего назначения; специального назначения; надфили; рашпили; машинные.Напильники общего назначения предназначены для общеслесарных работ. По числу n насечек (зубьев), приходящихся на 10мм длины, напильники подразделяются на шесть классов, а насечки имеют номера 0, 1, 2, 3, 4, и 5;
первый класс с насечкой № 0 и 1 (n = 4...12), называют драчёвыми;
второй класс с насечкой № 2 и 3 (n = 13...24) называют личными;
третий, четвёртый и пятый класс с
насечкой № 4 и 5 (n =24...28), называют бархатными. Напильники делятся следующие типы: А - плоские, Б - плоские остроносые напильники применяются для опиливания наружних или внутренних плоских поверхностей; В - квадратные напильники используются для распиливания квадратных, прямоугольных и многоугольных отверстий; Г - трёхгранные напильники служат для опиливания острых углов, равных 60 градусов и более, как с внешней стороны детали, так и в пазах, отверстиях и канавках; Д - круглые напильники используются для распиливания круглых или овальных отверстий и вогнутых поверхностей небольшого радиуса; Е - полукруглые напильники с сегментным сечением применяют для обработки вогнутых криволинейных поверхностей значительного радиуса и больших отверстий (выпуклой стороной); Ж - ромбические напильники применяют для опиливания зубчатых колёс, дисков и звёздочек; З - ножовочные напильники служат для опиливания внутренних углов, клиновидных канавок, узких пазов, плоскостей в трёхгранных, квадратных и прямоугольных отверстиях. Плоские, квадратные, трёхгранные, полукруглые, ромбические и ножовочные напильники изготовляют с насеченными и нарезанными зубьями.Ромбические и ножовочные напильники изготовляют только с насечками № 2, 3, 4 и 5 длиной соответственно 100...250мм и 100... 315мм. Напильники специального назначения для обработки цветных сплавов в отличие от слесарных напильников общего назначения имеют другие, более рациональные для данного конкретного сплава углы наклона насечек и более глубокую и острую насечку, что обеспечивает высокую производительность и стойкость напильников. Напильники для обработки бронзы, латуни и дюралюминия имеют двойную насечку - верхняя выполнена под углами 45, 30 и 50 градусов, а нижняя - соответственно под углами 60, 85 и 60 градусов. Маркируют напильники буквами ЦМ на хвостовике. А также бывают для обработки изделий из лёгких сплавов и неметаллических материалов, тарированные и алмазные напильники. Надфили - это небольшие напильники, применяются для лекальных, граверных, ювелирных работ, а также для зачистки в труднодоступных местах (отверстий, углов, коротких участков профиля и др.). Изготовляют надфили из стали У13 или У13А (допускается У12 или У12А). Длина надфилей установлена равной 80, 120 и 160мм. В зависимости от количества насечек, приходящиеся на каждые 10мм длины, надфиля разделяются на пять типов - № 1, 2, 3, 4 и 5. Надфили имеют на рукоятке наносимые номера насечки: № 1 - 20...40; № 2 - 28...56; № 3, 4 и 5 - 40...112 насечек на 10мм длины. Алмазные надфили применяют для обработки твёрдосплавных материалов, различных видов керамики, стекла, а также для доводки режущего твёрдосплавного инструмента. При обработке надфилями получают поверхности с шероховатостью Ra 0,32...0,16. Рашпили предназначены для обработки мягких металлов (свинец, олово, медь и др.) и неметаллических материалов (кожа, резина, древесина, пластические массы), когда обычные напильники непригодны. В зависимости от профиля рашпили бывают тупоносые и остроносые, а также круглые и полукруглые с насечкой № 1 и 2 длиной 250...350мм.
Виды опиливания
Опиливание наружных плоских поверхностей начинают с проверки припуска на обработку, который мог бы обеспечить изготовление детали в соответствии с чертежом. При опиливании плоских поверхностей используют плоские напильники - драчёвый и личной. Опиливание ведут перекрёстными штрихами. Параллельность сторон проверяют штангенциркулем, а качество опиливания - поверочной линейкой в различных положениях (вдоль, поперёк, по диагонали). Лекальные линейки служат для проверки прямолинейности опиленных поверхностей на просвет и на краску. При проверке прямолинейности на просвет лекальную линейку накладывают на контролируемую поверхность и по размеру световой щели устанавливают, в каких местах имеются неровности. Опиливание поверхностей угольника, расположенных под прямым углом, связано с пригонкой внутреннего угла и сопряжено с некоторыми трудностями. Опиливание конца стержня на квадрат начинают с опиливания грани, размер проверяют штангенциркулем. Безопасность труда. При опиловочных работах необходимо выполнять следующие требования безопасности: при опиливании заготовок с острыми кромками нельзя поджимать пальцы левой руки под напильником при обратном ходе;

образовавшуюся в процессе опиливания стружку необходимо сметать с верстака волосяной щёткой; строго запрещается сбрасывать стружку обнажёнными руками, сдувать её или удалять сжатым воздухом; при работе следует пользоваться только напильниками с прочно насаженными рукоятками; запрещается работать напильниками без рукояток или напильниками с треснутыми, расколотыми рукоятками.
Приведите эскиз детали:
Какой применялся инструмент: Спиральные сверла, штангенциркуль, слесарные напильники, линейка метрическая, молоток, сверлильный станок, угольник, радиусомер, кернер, зубило, ножовка.Т.Б Рукоятка напильника должна быть прочно насажана.
Сверление,зенкерование и развертывание.
Сверление металла – это один из видов механообработки металлических изделий, в процессе которого образуется отверстие. При сверлении металла главными параметрами является диаметр отверстия и его глубина. Данный вид работ производится как этап технологических операций по обработке деталей. Сверление металла образует отверстия двух видов: сквозные и глухие. Основным назначением просверленных отверстий является, как правило, помещение крепежа или прокладка кабеля, а также помещение части другой детали.
Сверление металла производится следующим образом. Первоначально в точке сверления делается углубление кернером, затем заготовка закрепляется в тисках или другом зажимном устройстве. Далее по заданной точке сверло станка начинает делать отверстие в металле. Перед сверлением для станка задается скорость вращения сверла и подача (нажим на заготовку). Чем данные параметры выше, тем больше производительность. Сверло выбирается по заданному диаметру, а также исходя из вида металла, при этом следует учитывать, что диаметр просверленных отверстий из-за биения будет больше диаметра сверла. Точность сверления металла можно увеличить благодаря тщательной регулировке станка, правильной заточке сверла, а также использованию кондукторной втулки. На современных станках для повышения точности используется ЧПУ (числовое программное управление).
Сверление металла является для весьма трудоемким процессом для сверл. Они нагреваются до высокой температуры, а также подвергаются стачиванию. Для увеличения срока службы оборудования сверло следует обрабатывать смазочно-охлаждающими жидкостями. Это, помимо всего прочего, будет способствовать получению чистой поверхности отверстия.
Зенкерование является либо окончательной обработкой отверстия, либо промежуточной операцией перед развертыванием отверстия, лоэтому при зенкерова-нии оставляют еще небольшие припуски для окончательной отделки отверстия разверткой.
Зенкерование обеспечивает точность обработки отверстий в пределах 3—5-го классов точности и 4—6-го шероховатости обрабатываемой поверхности. Зенке-рование — операция более производительная, чем сверление, так как при равных (примерно) скоростях резания подача при зенкеровании допускается в 2,5— 3 раза больше, чем при сверлении.
По конструкции зенкеры бывают цилиндрические и конические. Цилиндрические зенкеры применяют для более точной обработки отверстий в заготовках, полученных литьем, штамповкой, а также после сверления. Цилиндрические зенкеры бывают цельные, насадные и со вставной твердосплавной пластинкой.
Для обработки отверстий диаметром 12—35 мм применяют зенкеры цельной конструкции, а для обработки отверстий диаметром в пределах 24—100 мм — насадные зенкеры. Для снятия фасок у отверстий, получения конических и цилиндрических углублений под головки винтов и, заклепок и т. п. применяют зен-кование.
Развертывание – это чистый процесс металлообработки отверстий. Он очень похож на процесс зенкерования, но в своем случае обеспечивает малую шероховатость и более высокую точность обрабатываемой поверхности отверстия. Работа выполняется при помощи слесарных (ручных) или станочных (машинных) разверток. Развертка состоит из шейки, хвостовика и рабочей части. Последняя, делится на режущую, калибрующую и заборную части.
Для чистовой или черновой металлообработки отверстия, применяется комплекс разверток, который состоит из 2-4 штук. Изготавливаются развертки из тех же материалов, что и любые режущие элементы.
Рассмотренные процессы обработки металла для получения отверстий в основном выполняются на токарных и сверлильных станках. Но, существуют такие случаи, когда отверстия располагаются в трудно доступных местах или установка детали на станок не возможна, в таком случае металлообработка проделывается в ручную, при помощи ручных или механизированных дрелей или воротков.
Также резку металла можно проделать при помощи плазменной резки металла, которая не ведет за собой последствий дальнейшей металлообработки, но не всегда может использоваться для получения отверстий нужной формы и размеров.
Нарезание резьбы.
Нарезание резьбы, технологические процессы получения резьбы снятием стружки на поверхностях различных деталей. Н. р. производят на специализированных резьбонарезных, гайконарезных, болтонарезных, резьбофрезерных, резьбошлифовальных, а также на токарных (в том числе автоматах и полуавтоматах) и револьверных станках.
Простейший способ Н. р. — при помощи метчиков и плашек — осуществляется вручную, на гайконарезных или болтонарезных станках. На токарных станках резьбу нарезают резцами за несколько проходов (рис. 1). Резьбу с шагом S £ 2,5 мм нарезают по профильной схеме с радиальной подачей, резьбу с шагом S ³ 2,5 мм нарезают вначале по генераторной схеме с боковой подачей (черновые проходы), затем по профильной схеме (чистовые). Н. р. резцом — процесс малопроизводительный, но позволяющий при небольших подачах получать резьбу с малой шероховатостью поверхности (класс чистоты Ñ8—Ñ9), с 4-й степенью точности. Производительность повышается при Н. р. резьбовыми гребёнками и резьбовыми фрезами, так как при этом Н. р. можно осуществить за один проход. Наиболее прогрессивный способ, названный скоростным, или вихревым, обеспечивает повышение производительности в 2—2,5 раза по сравнению с резьбофрезерованием и более чем в 10 раз по сравнению с Н. р. резцом. Н. р. при этом производят резцовыми головками методами схватывания и огибания (). Резцовая головка с одним или несколькими резцами, оснащенными пластинами из твёрдого сплава, расположена эксцентрично по отношению к обрабатываемой заготовке. Заготовка совершает от 30 до 300 об/мин в одном направлении, а резцовая головка — от 1000 до 3000 об/мин в противоположном направлении. Заготовке за один её оборот сообщается осевая подача на один шаг резьбы; каждый резец приходит в соприкосновение с заготовкой один раз за оборот головки. Скорость резания достигает 400 м/мин. Метод применим для Н. р. как на наружных, так и на внутренних поверхностях при диаметре более 50 мм и обеспечивает шероховатость поверхности 6-го класса (Ñ6) и 5—6-ю степень точности. Получение резьбы возможно пластической деформацией.
Заклепочные соединения.
Заклепочные соединения
В заклепочных соединениях функцию соединительных элементов выполняют заклепки — стержни 1 круглого поперечного сечения с головками на концах. Непоставленные в соединение заклепки имеют по одной головке, которая называется закладкой 3; вторая головка образуется в процессе клепки, ее называют замыкающей 4. Головки заклепок могут быть различной формы.
Соединение заклепками относится к неразъемным соединениям. Чтобы разобрать это соединение, необходимо вырубить или высверлить заклепки.
Приемы соединения деталей заклепками показаны на рис. 89. В соединяемых деталях сверлят отверстия несколько большего диаметра, чем диаметр стержня заклепки. В отверстие вставляют заклепку (рис. 89, I) и вначале сжимают (осаживают) соединяемые детали (рис. 89, II), пользуясь для этого снизу поддержкой 4 с выточкой по форме головки. Затем заклепывают свободный конец заклепки (рис. 89, III) и для образования полукруглой замыкающей головки пользуются обжимкой 5.

Рис. 89
В серийном и массовом производстве применяется механическая клепка, осуществляемая пневматическими молотками, клепальными машинами и прессами. Способ клепки пневматическим молотом показан на рис. 90.
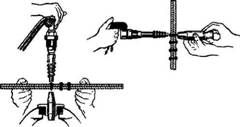
Рис. 90
Стандартом предусмотрено несколько типов заклепок нормальной точности общего назначения, основными из которых в общем машиностроении являются: с полукруглой головкой ГОСТ 10299-80 (рис. 91, I); с потайной головкой ГОСТ 10300-80 (рис. 91, II); с полупотайной головкой ГОСТ 10301- 80 (рис. 91, III) и др.
В тех случаях, когда нет доступа к зоне замыкающей головки, применяют взрывные заклепки (рис. 91, IV) с частично полым стержнем, заполненным взрывчатым веществом.

Рис. 91
Для слабонагруженных соединений применяют иногда трубчатые заклепки (их называют также пистонами), для соединения металлических деталей — заклепки, показанные на рис. 91, V, а для податливых материалов (кожи, некоторых пластмасс и др.) — показанные на рис. 91, VI.
В настоящее время для соединения металлоконструкций больших перекрытий находят применение так называемые болты-заклепки.
Болт-заклепка (рис. 91, VII) состоит из двух деталей: стержня 1 и кольца 2. При соединении деталей болтом-заклепкой зажимы специального устройства захватывают нижний ее конец (хвостовик 3 с проточками — ребрами) и, упираясь в соединяемые детали выступами, оказывают усилие растяжения на стержень. Одновременно на стержень болта-заклепки одевается кольцо, прижимается с усилием к соединяемым деталям и обжимается за средний участок стержня с накатанными кольцевыми проточками (ребрами). После обжатия кольца в шейке стержня происходит отрыв хвостовика.
По назначению клёпанные швы делятся на два вида: прочные, применяемые для соединения ферм, мостов, радиомачт, подвижных кранов и т. п.; плотные, используемые при изготовлении баков, сосудов, резервуаров и т. п. (такие швы должны обладать высокой герметичностью).
По характеру расположения соединяемых деталей различают: соединения внахлестку (рис. 92, I, II, III), когда один лист накладывают на другой;

соединения встык, когда листы подводят встык и соединяют наложенной на них одной (рис. 92, IV, IX) или двумя накладками.
По расположению заклепок швы делятся на однорядные (рис. 92,I, IV, IX), двухрядные (рис. 92, II, III, VIII и рис. 93), многорядные (рис. 92, III, VI, IX) — параллельные (рис. 94,I) и шахматные (рис. 94, II). Необходимое количество заклепок, их диаметр и длину определяют расчетным путем. Диаметр заклепок выбирают в зависимости от толщины склепываемых листов по формуле
где: d — диаметр заклепки, мм;

Рис. 93
Расстояние между центрами отверстий для заклепок (шаг заклепок — t) и расстояние от центра заклепки до края листа (размер а) при параллельном и шахматном расположении заклепок указаны на рис. 94.

Рис. 94
Длина стержня заклепки зависит от толщины склепываемых листов и формы замыкающей головки. Замыкающая головка образуется из выступающей части стержня. Длина этой части стержня для образования полукруглой головки составляет 1,2...1,5d, а для потайной или полупотайной головки 0,8...1,2d.
Полная длина стержня при клепке с образованием полукруглой замыкающей головки рассчитывается по формуле I = S + (l,2...1,5)d, а при потайной или полупотайной клепке по формуле I = S + (0,8...1,2)d, где: I — длина стержня, мм; S — толщина склепываемых листов, мм; d — диаметр заклепки, мм.
Заклепки изготовляют как из стали различных марок, так и из сплавов цветных металлов. Стали для заклепок, как правило, выбирают малоуглеродистые, обладающие высокой пластичностью, например Ст.2, Ст.З. В специальных случаях заклепки изготовляют из легированных сталей.
Для склепывания деталей из цветных металлов и их сплавов применяют заклепки из цветных сплавов, например латуни Л63, магниевого литейного сплава МлЗ, алюминиевого сплава АД1.