ГОСТ 2789-73
Стандарт устанавливает специальные параметры и классы для оценки поверхности.
Параметры шероховатости поверхности.
Высотные параметры.
1. Rz, мКм – средняя высота микронеровностей по 10 точкам (1 мКм = 0,001 мм).
Проводим любую линию. По отношению к ней расстояния до 5 выступов и до 5 впадин – среднее расстояние между находящимися в пределах базовой длины l пятью высшими точками выступов и пятью низшими точками впадин, нумеруем от линии, параллельной средней линии.

| Rz = | (h1+h2+h3+h4+h5)-(h1`+h2`+h3`+h4`+h5`) |
2. Ra, мКм – среднее арифметическое отклонение профиля – среднее заключение, в пределах базовой длины l, расстояние точек выступов и точек впадин от средней линии:
| Ra = | (y1+y2+… +yn)-(y1`+y2`+… +yn`) |
| l |
Базовая длина – длина участка поверхности, используемая для выделения поверхности, характерных шероховатости поверхности. Обычно значения базовой длины берутся в пределах 0,08…8 мм. Кроме высотных существуют шаговое параметры шероховатости
Sш – средний шаг неровностей профиля.
S – средний шаг неровностей профиля по вершинам.
ГОСТ 2789-73
Классы шероховатости.
ГОСТом установлено 14 классов чистоты поверхности.
Классификацию шероховатости поверхности производят по числовым значениям параметров Ra и Rz при нормированых базовых данных в соответствии с таблицей.
Числовые значения величин шероховатости Ra и Rz и базовые длины (l) (по ГОСТу 2789-59)
| Класс чистоты поверхности | Наибольшая анафелия величин шероховатости в мкм | Валовая длина l в мм | |||||
| Ra | Rz | ||||||
| Разряды | |||||||
| а | б | в | а | б | в | ||
| - - - | - - - | - - - | - - - | ||||
| - - | - - | - - | - - | 2,5 | |||
| 2,5 1,25 0,63 | 0,5 | 1,6 0,8 0,4 | 6,3 3,2 | 2,5 | - | 0,8 | |
| 0,32 0,16 0,08 0,04 | 0,25 0,125 0,063 0,032 | 0,20 0,10 0,05 0,025 | 1,6 0,8 0,4 0,2 | 1,25 0,63 0,32 0,16 | 0,5 0,25 0,125 | 0,25 | |
| 0,02 0,01 | 0,016 0,008 | 0,012 0,006 | 0,1 0,05 | 0,08 0,04 | 0,063 0,032 | 0,08 |
|
|
Чем выше класс (меньшее числовое значение параметра), тем поверхность более гладкая (чище). Классы шероховатости с 1 – 5, с 13 – 14 определяются параметром Rz, все остальные с 6 по 12 – параметром Ra.
Шероховатость поверхности детали задается при конструировании, исходя из функционального назначения детали, т.е. из условий её работы, либо из эстетических соображений.
Нужный класс чистоты обеспечивается технологией изготовления детали.
Шероховатость каждой поверхности детали должна соответствовать назначению этой поверхности. Степень неровности поверхности определяется высотой неровности на данном участке поверхности.
При составлении эскизов с натуры для определения шероховатости поверхностей детали должны быть измерены высоты неровностей поверхности определённой длины, установленной ГОСТом.
Измерение производится специальными приборами (микроскопами и профилографоми) или сравнением с образцами – эталонами.
При составлении эскизов с натуры при деталировании сборных чертежей для приближенного определения шероховатости поверхности детали, в том случае, когда не представляется возможным воспользоватся приборами точного измерения, надо установить назначение данной поверхности и в зависимости от этого определить класс чистоты поверхности.
Знаки обозначения шероховатости должны острием касаться обрабатываемой поверхности и быть направлены к ней со стороны обработки.
|
|
| Обозначение шероховатости при различном поверхностей. |


Обозначение шероховатости на изображении детали распологают на линиях контура, на высотных линиях (по возможности ближе к размерной линии) или на полках.

Шероховатость поверхностей, повторяющихся элементов деталей (отверстий, пазов и т.п.) наносим на чертеже один раз.
Если все поверхности детали имеют одинаковую шероховатость, то обозначение выносят в правый верхний угол чертежа, располагая его на расстоянии 5-10 мм от рамки.
Если одинаковый д.б. шероховатость части поверхности, то в правом верхнем углу чертежа помещают обозначение этой шероховатости и рядом знак  , взятый в скобках. Это означает, что все поверхности, на которых на изображениях помещены обозначения шероховатости или знак , должна иметь шероховатость, указанная перед скобкой.
, взятый в скобках. Это означает, что все поверхности, на которых на изображениях помещены обозначения шероховатости или знак , должна иметь шероховатость, указанная перед скобкой.
Примеры:
Шероховатость поверхностей деталей:
| - неподвижного соединения с зазором - неподвижного соединения без зазора - подвижного соединения деталей | 3 - 4 класс R z 80, R z 40 4 – 5 класс R z 40, R z 20 6 – 8 класс R a 2,5; R a 1,25; R a 0,63 |
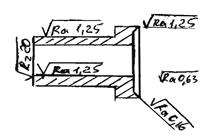
Для втулок:
| - торцевые поверхности - наружные поверхности - конические расточки - торцевая поверхность, граничащая с расточкой | 5 класс R z 20 7 класс R a 1,25 10 класс R a 0,16 8 класс R a 0,63 |
| - для резьбы - гладкая поверхность - соприкасающиеся поверхности - свободные поверхности | 5-6 класс 4 класс 4-5 класс 3-4 класс |
|
|
Знак шероховатости проставляется на том изображении, где указан размер, определяющий положение этой поверхности. Нельзя указывать шероховатость на виде, где нет указания размеров.
Рекомендуемые классы чистоты поверхности.