Прозрачные материалы часто обладают повышенной осыпаемостью нитей, подвижностью структуры (повышенной раздвижкой нитей от строчки)
При конструировании изделий из таких материалов стремятся к сокращению числа конструктивных швов, стараются избегать большой кривизны швов соединения деталей.
Подборт, обтачка горловины, обтачка разреза должны быть спроектированы так, чтобы внутренние срезы этих деталей совпадали с какими-либо конструктивными линиями (рельефами, кокетками). Это необходимо для того, чтобы на лицевой стороне изделия не чередовались участки с различной прозрачностью материалов. Раскрой деталей производят, разместив материал на шероховатой поверхности, что позволяет предохранить настил от деформации и перемещения при обводке лекал и раскрое. При индпошиве желательно сразу после раскроя закреплять косые срезы деталей клеевой или неклеевой кромкой, что предохранит их от деформации.
Дублирование деталей и участков выполняют, если это предусмотрено моделью. Используют полупрозрачные клеевые материалы малой плотности, имеющие цвет, соответствующий цвету основного материала. При этом на лицевой поверхности дублированной детали не должен проступать клей, а сама деталь должна сохранять свой цвет. Вместо клеевых прокладок используют жесткие прозрачные ткани подходящего цвета, например, органзу..
Одним из основных требований к технологии обработки изделий из таких материалов является обеспечение минимальной возможной ширины соединительных швов – не более 4-5 мм.. Для лучшего внешнего вида детали могут быть стачаны двойным швом (ширина 5-7 мм) или запошивочным швом.
Для обработки краев деталей используют шов вподгибку с закрытым срезом с припуском, равным ширине подгиба. Часто применяют шов с двойной подгибкой шириной 2-3 мм в готовом виде. Также используют окантовочный шов шириной не более 5 мм. Срезы деталей обрабатывают узкой зигзагообразной строчкой, прокладываемой по краю подогнутого среза, излишки которого потом срезают.
|
|
Для недопущения раздвижки от строчек при конструировании учитывают больший припуск на свободное облегание. А также при стачивании уменьшают длину стежка (частота 8-10 стежков на 1 см строчки.), используют тонкие иглы.
| Вытачки желательно заменить конструктивными рельефами. Спроектированную вытачку выполняют неразрезной, используя стачной шов взаутюжку. Если раствор вытачки большой (в готовом виде ширина более 15 мм), то после стачивания ее подрезают, оставляя припуск 10 мм, срезу подгибают внутрь и застрачивают швом шириной 1 мм | 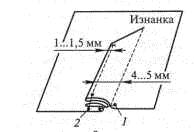
|
| Карманы. На изделиях из тонких прозрачных тканей прорезные карманы и карманы в швах, как правило, не выполняют. Чаше всего изготовляют накладные карманы, которые выкраивают цельнокроенными с подкладкой. При обработке карман перегибают по линии. верхнего края и складывают с подкладкой лицевой стороной внутрь, обтачивают с трех сторон, оставляя в нижней части кармана отверстие длиной 25... 30 мм, через которое обтачанный карман вывертывают на лицевую сторону. Еговыправляют, срезают излишки припусков, оставляя 5...6 мм | 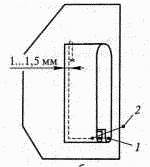
|
| Застежки. Борта обрабатывают подбортами, цельнокроеными с полочкой, планками, цельнокроеными с полочкой или отрезными. Подборта не дублируют | |
| При обработке цельнокроеного подборта сначала обтачивают уступ борта. Надсекают припуск горловины в конце уступа. Затем стачивают рельеф полочки. Подборт отгибают на лицевую сторону полочки и накладывают лицевой стороной на изнанку бочка. Уравнивают срезы подборта и припусков шва стачивания рельефа. Подборт притачивают к припускам шва стачивания рельефа (строчка 3), прокладывая строчку на расстоянии 0,5... 1 мм от строчки шва стачивания рельефа- Подборт вывертывают на лицевую сторону через открытый участок низа полочки | 
|
| Если для обработки бортов используют отрезные подборта обычной конструкции и неклеевую прокладку, то подборт обтачивают неклеевой прокладкой по внутреннему срезу Детали вывертывают на лицевую сторону, выправляют, а затем по внутреннему срезу подборта прокладывают строчку на расстоянии 1... 1,5 мм от края (строчка 2). Срезы борта на подборте и прокладке уравнивают, при необходимости удаляя излишки материала, и соединяют временной строчкой. Готовым подбортом обтачивают борт (строчка 3). В заключение припуски шва обтачивания борта настрачивают на подборт (строчка 4). Эта строчка может быть заменена отделочной строчкой, проложенной по краю борта, если она предусмотрена моделью | 
|
Планку, цельнокроенную с основной деталью, подгибают на изнаночную сторону и настрачивают швом шириной 0,5... 1 мм. При этом срез припуска должен доходить до сгиба планки, что позволит избежать чередования участков с различной прозрачностью на лицевой стороне изделия.
|
|
Разрез застежки, не доходящей до конца детали, обтачивают одновременно с обработкой горловины увеличенной подкройной обтачкой, имеющей вид кокетки. Внутренний срез такой обтачки может быть настрочен на основную деталь. Обтачку не дублируют. Вместо обтачки используют подкладку полочки и спинки, выкроенную из основной ткани. Разрез застежки окантовывают косой бейкой с двумя закрытыми срезами
|
|
Обработка горловины, воротника. Горловину изделия обрабатывают подкройной обтачкой. Если обтачку укрепляют неклеевой прокладкой, то соединение обтачки с прокладкой производят так же, как у отрезных подбортов
| Горловину окантовывают косой бейкой с двумя закрытыми срезами. Окантовочный шов можно разместить на лицевой стороне изделия или заутюжить на изнаночную сторону. Чтобы окантовочный шов свободно лежал на изнаночной стороне изделия, нужно после притачивания косой бейки оттянуть срез горловины и косую бейку утюгом. Эту операцию ВТО следует выполнять, не затрагивая строчку притачивания косой бейки. После оттягивания завершают окантовывание среза. Готовый шов заутюживают на изнаночную сторону Изделия и прикрепляют потайными стежками к припускам плечевых швов. | 
|
| Воротник часто выкраивают цельнокроенным с нижним воротником по линии отлета. Воротник обтачивают по концам с изнаночной стороны, вывертывают на лицевую сторону и приутюживают. | |
| Подборт и полочку, сложенные изнаночной стороной внутрь, уравнивают по срезам горловины и докладывают временную строчку скрепления. Нижний воротник втачивают в горловину изделия на участке полочки вместе с подбортами. Затем верхний воротник притачивают к шву втачивания нижнего воротника на участке горловины полочки. Воротник вывертывают на лицевую сторону и выправляют. Припуски швов втачивания верхнего и нижнего воротников направляют в сторону воротника. Стойку верхнего воротника настрачивают на шов втачивания нижнего воротника между плечевыми швами. | 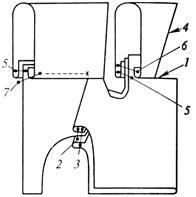
|
| Воротник может быть втачан в горловину двойным или запошивочным швом. Перед втачиванием нижний и верхний воротники должны быть соединены по линии горловины ручной или машинной строчкой |
.