Открытый урок на тему
«Организация рабочего места сварщика»
Цели урока:
Образовательные: ввести понятия рабочего места, рабочего места сварщика, источника сварочного тока, оснастки, сварочной цепи, электрододержателя, познакомить обучающихся с правилами организации рабочего места сварщика.
Воспитательные: воспитывать чувство гордости за выбранную профессию.
Развивающие: развивать умения анализировать, сравнивать, делать выводы, развивать
навыки аккуратности в работе.
Тип урока: изучение нового материала
Форма обучения: урок – беседа
Материальное обеспечение:
Плакат – Рабочее место сварщика при РДС.
Таблица – Выбор типа электрододержателя.
Таблица – Выбор сечения провода.
Таблица – Выбор светофильтра.
Межпредметные связи: электротехника.
Ход урока.
1. Организационный момент.
2. Сообщение темы и определение целей занятия.
3. Изучение нового материала
4. Закрепление нового материала.
5. Подведение итогов.
6. Домашнее задание.
Новый материал.
Под рабочим местом понимается часть производственной площади цеха, участка или мастерской, которая закрепляется за определенным работником или работниками в случае посменной работы конкретного производства. Рабочее место предназначено для выполнения работ определенного вида и должно быть оснащено оборудованием, приспособлениями и материалами, необходимыми для их проведения.
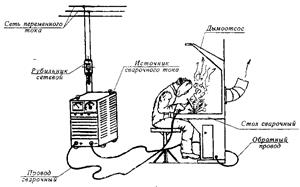
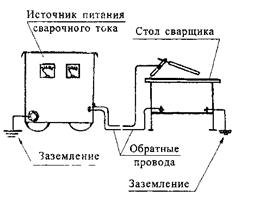
Рабочее место сварщика – это сварочный пост, который оснащен необходимым инструментом и оборудованием для выполнения работ. Сварочные посты могут быть оборудованы как в производственном помещении, так и на открытой производственной площадке (строительно-монтажные условия работы). В зависимости от условий работы сварочные посты могут быть стационарными или передвижными.
В состав стационарного поста входит:
- электрическая сеть переменного тока напряжением 380/220 В;
- сетевой рубильник с предохранителями;
- источник сварочного тока (выпрямитель сварочный или трансформатор);
- гибкие сварочные провода;
- токоподвод к изделию;
- подвод заземления (обратный провод);
- стол сварочный, оборудованный местным отсосом.
Плакат - Рабочее место сварщика при РДС.
Стационарный сварочный пост обычно устанавливается в виде отдельной кабины размером 2 х 2,5 м.
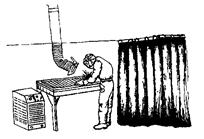
Стенки кабины могут быть изготовлены из тонколистового железа или фанеры, пропитанной огнестойким составом.
Высота стен 1,8-2,0 м, дверной проем открыт или занавешен брезентом.
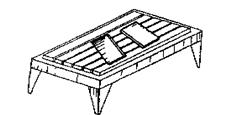
В кабине размещают металлический стол,
на котором производят сварочные работы.
Рабочая поверхность стола выполняется в виде стальной или чугунной плиты толщиной 20-25 мм или решетчатого настила.
Все сварочные столы оснащаются местной вытяжной вентиляцией -стационарной или передвижной.
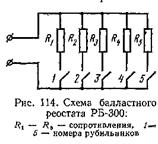
Схема наиболее распространенного балластного реостата РВ-300 показана на рис. 114. Балластным реостатом РБ-300 сварочный ток регулируется в пределах от 15 до 300 А. Давайте вспомним, при каком включении резисторов между собой будет уменьшаться сопротивление, а сила тока увеличиваться? (электротехника). Если для сварки требуется величина тока более 300 А, то следует включать параллельно два балластных реостата. При параллельном соединении двух реостатов сила тока увеличивается в два раза, т. е. для двух реостатов РБ-300 максимальный ток будет 600 А.
Подготовка рабочего места сварщика включает в себя:
- проверку состояния источника сварочного тока,
- выбор инструмента, оснастки, средств индивидуальной защиты и проверка их состояния,
- сборка сварочной цепи,
- запуск в работу источника питания и его обслуживание.
Перед началом работы необходимо:
Убрать с поверхности рабочего стола посторонние предметы и производственный мусор: шлаковую корку, огарки электродов, окалину и т.д.
Выбрать электрододержатель, руководствуясь УЭ "Оборудование и оснастка для выполнения сварочных работ".
При выборе типа электрододержателя необходимо учитывать: величину сварочного тока, диаметр электрода, особенности свариваемой конструкции.
| Номинальная сила сварочного тока, А | Масса, кг | Диаметр электрода, мм | Сечение присоединяемого провода, мм2 |
| 0,35 | 1,6 – 3,0 | ||
| 0,50 | 2,0 – 6,0 | ||
| 0,70 | 4,0 – 10,0 |
Сечение проводов следует выбирать в строгом соответствии с применяемыми сварочными токами. При выборе сечения провода воспользуйтесь рекомендациями приведенной таблицы.
| Сила тока, А | Сечение провода, мм2 | |
| Одинарного | Двойного | |
| 2х16 | ||
| 2х25 | ||
| 2х35 |
Применять провода длиной более 30 м не рекомендуется, т.к. при увеличении длины провода происходит значительное падение напряжение сварочной цепи, снимается маневренность и безопасность при обслуживании рабочего места.
Удлинение сварочных проходов допускается производить путем соединения отдельных кусков провода при помощи специальных соединительных элементов (муфт, медных кабельных наконечников).
Соединение провода "скруткой" - недопустимо, такое соединение непрочно, возникает большое переходное сопротивление, места соединения сильно нагреваются, что приводит к нарушению изоляции. Оголенная часть провода создает опасность поражения электрическим током.
Подбор защитного светофильтра в соответствии с рабочим сварочным током.
При выборе светофильтра руководствуйтесь рекомендациями приведенной таблицы
| Тип светофильтра | |||||||||||
| С-1 | С-2 | С-3 | С-4 | С-5 | С-6 | С-7 | С-8 | С-9 | С-10 | С-11 | |
| Сила сварочного тока, А | --- | ---- | 15- 30 | 30-60 | 60-150 | 150-275 | 275-350 | 350-600 | 600-700 | 700-900 |
Подготовка кработе сварочной цепи
Сварочная цепь - это электрическая цепь, включающая в себя источник сварочного тока, сварочный провод электродержателя, электрододержатель, свариваемое изделие, обратный провод.
Для сборки сварочной цепи необходимо:
- присоединить сварочный провод электрододержателя к положительному полюсу источника сварочного тока, используя концевой соединитель штекерного типа;
- при питании от многопостового источника тока присоединение сварочного провода выполнять через контактные зажимы балластных реостатов, выведенных на общую клеммную доску;
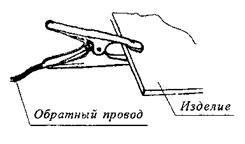
- присоединить обратный провод к изделию или к столу при помощи струбцины или пружинной клеммы;
|
Правила техники безопасности во время выполнения сварочных работ
Не кладите электроды на загрязненные и влажные поверхности стола, монтажной плиты или свариваемого изделия. Хранение электродов на рабочем месте рекомендуется производить в специальных пеналах или переносных контейнерах.
Не допускайте попадания искр, брызг расплавленного металла и огарков на близко работающих рабочих. Огарки электродов отбрасывайте на заранее подготовленное место или складывайте в специальную тару (открытый поддон, контейнер и т.д.).
Предохраняйте себя и работающих рядом лиц от воздействия излучения сварочной дуги:
- подавайте сигнал-предупреждение о зажигании дуги;
- не зажигайте дугу до приведения маски в рабочее положение и не отстраняйте маску от лица до прекращения горения дуги;
При перерывах в работе кладите электрододержатель на изолирующую подставку: не допускайте прикосновения открытых контактных зажинов со свариваемым изделием. В качестве такой подставки можно использовать керамическую или асбоцементную плиту, размером 250 х 250 мм.
Оберегайте сварочные провода от возможных повреждений -наездов цеховою транспорта, зажатия тяжелыми деталями и других опасных механических воздействий
При переходе на другое рабочее место сварные провода сверните в бухту (кольцами), перенос проводов волоком недопустим.
Послойную зачистку сварных швов от шлаковой корки производите в очках с прозрачными стеклами.
Готовые детали укладывайте в тару (или складируйте в удобном для подхода месте). Не загораживайте проходы готовыми изделиями.