Зуборезные инструменты
Зубчатые передачи имеют широкое распространение в машиностроении. При конструировании зуборезного инструмента необходимо учитывать, что существуют зубчатые передачи эвольвентного, циклоидального, зацепления Новикова и других профилей. Наиболее распространенное - эвольвентное зацепление с углом 20°.
Основные принципы конструирования зуборезных инструментов для разных видов зацепления аналогичны, поэтому достаточно более подробно рассмотреть их применительно к обработке зубчатых колес эвольвентного зацепления.
Зубчатые колеса можно обрабатывать двумя основными методами:
- методом копирования - нарезание зубьев фасонным инструментом, форма режущей кромки, которого соответствует форме впадины зуба:
- методом обкатки - зубья колеса образуются в результате относительного движения режущей кромки инструмента, представляющего собой профиль сопряженной рейки или профиль зуба сопряженного колеса.
В зависимости от метода обработки все зуборезные инструменты можно разделить на две группы:
1. фасонные инструменты, работающие методом копирования: модульные дисковые и пальцевые фрезы; зуборезные головки; накатные ролики; протяжки;
2. инструменты, работающие методом обкатки: зуборезные гребенки; червячные фрезы; долбяки; строгальные резцы; различные резцовые головки (для конических колес); шеверы; шлифовальные круги (со специальной правкой).
Зуборезные инструменты, работающие по методу копирования
Дисковые модульные фрезы
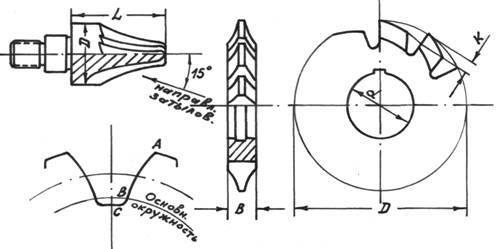
Это фасонные фрезы с затылованными зубьями, профиль которых соответствует профилю впадины нарезаемого колеса. Применяются в индивидуальном производстве и для ремонтных работ, для их использования не требуется специального оборудования, но точность обработанных колес невелика - 9-10 степень.
Профиль зуба эвольвентный и строится по точкам. Форма эвольвенты зависит от диаметра основной окружности, поэтому для каждого числа зубьев нарезаемого колеса следовало бы иметь дисковую модульную фрезу. Это дорого и неудобно, поэтому одну фрезу применяют для нарезания колес одного модуля с близким числом зубьев; от 12 до бесконечности (рейка) используют наборы модульных фрез из 8 штук (основной до m = 8 включительно), 15 и 26 штук для каждого модуля. Профиль зуба фрезы рассчитывается для меньшего числа зубьев нарезаемого колеса.
Для сохранения точности профиля дисковых модульных фрез обычно используют предварительное фрезерование черновыми модульными фрезами с передним углом γ = 8-10°. Чистовые фрезы применяют для снятия небольшого припуска, передний угол у них γ=0.
Профиль фрез обычно нешлифованный, для повышения их точности иногда применяется шлифование профиля, в этом случае выполняется двойное затылование.
Пальцевые модульные фрезы
Применяются эти фрезы (рис.34) в тяжелом машиностроении для фрезерования прямозубых, косозубых и шевронных колес крупного модуля (свыше 20 мм).
Чистовая пальцевая фреза - затылованная фреза с передним углом равным нулю. Профиль ее в осевом сечении соответствует профилю впадины прямозубого зубчатого колеса, для косозубого и шевронного необходим специальный расчет, так как осевой профиль фрезы отличается от профиля впадины колеса в нормальном сечении.
Черновая пальцевая фреза, имеет передний угол γ=8-10° и стружкоразделительные канавки.
Пальцевые фрезы могут быть сборными.
Наружный диаметр и длина фрезы выбираются в зависимости от размеров профиля.
Из-за разного диаметра фрезы задний угол при затыловании на длине зуба различный; чтобы уменьшить эту разницу, применяют косое затылование под углом 10-15°.
Готовки для контурного зубодолбления.
Сложные высокопроизводительные инструменты, предназначенные для одновременного долбления всех впадин одного колеса на специальных станках в условиях крупносерийного и массового производства. Режущие элементы – фасонные стрежневые резцы с профилем, соответствующим профилю впадины нарезаемого колеса.
Протяжки.
Протяжки для обработки наружных зубчатых колес могут быть однопрофильного (обрабатывают последовательно каждую впадину с поворотом заготовки на угловой шаг), секторного (обрабатывают группу зубьев колеса, для обработки следующей группы необходим поворот заготовки) и охватывающего типов (обрабатываются сразу все впадины). Каждая из секций таких протяжек аналогична по конструкции шпоночным протяжкам с эвольвентным профилем.
Зуборезные гребенки
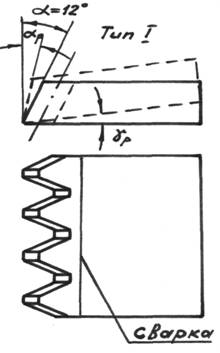 Зуборезная гребенка - один из первых появившихся инструментов для обработки зубчатых колес методом обкатки. В настоящее время применяется сравнительно редко. Гребенка осуществляет обработку зубчатого колеса строганием, совершая возвратно-поступательные движения и обкатываясь относительно обрабатываемого колеса.
Зуборезная гребенка - один из первых появившихся инструментов для обработки зубчатых колес методом обкатки. В настоящее время применяется сравнительно редко. Гребенка осуществляет обработку зубчатого колеса строганием, совершая возвратно-поступательные движения и обкатываясь относительно обрабатываемого колеса.
Нарезание зубчатых колес гребенкой более точный, но менее производительный метод по сравнению с обработкой червячной зуборезной фрезой.
Существуют два вида гребенок:
прямозубые - для обработки цилиндрических колес
косозубые - для обработки шевронных колес.
Червячные фрезы
Червячные фрезы предназначены для обработки зубчатых колес методом обкатки. Процесс образования профиля зубьев колеса аналогичен процессу зацепления колеса с червяком. Фреза, помимо вращательного движения, имеет поступательное движение вдоль оси заготовки, которая вращается вокруг своей оси (движение обкатки). Профиль зуба колеса образуется путем последовательного вырезания металла каждым зубом фрезы.
Для сообщения червяку режущих свойств на нем прорезают продольные винтовые стружечные канавки, равномерно расположенные по окружности, а для обеспечения задних углов и сохранения профиля зуба фрезы при переточках, на зубьях фрезы затылованием образуется задняя поверхность.
Таким образом, режущая кромка зуба фрезы представляет собой линию пересечения винтовых поверхностей: основного червяка, стружечной канавки и затыловочной поверхности.
Конструкция и геометрия червячных фрез
Червячные зуборезные фрезы, работающие методом обкатки, получили широкое распространение из-за следующих своих достоинств:
- высокая точность обработки зубчатых колес (до 6 степени точности)
- универсальность (одной и той же фрезой обрабатываются колеса
с разным числом зубьев);
- высокая производительность (непрерывность процесса).
Червячные фрезы можно классифицировать по ряду параметров:
- по назначению - чистовые и черновые;
- по устройству - цельные и сборные;
- по виду крепления - насадные и хвостовые;
- по числу заходов - однозаходные и многозаходные;
- по конструкции зуба - затылованные и острозаточенные.
Точность червячных фрез регламентирована государственными стандартами, Классы точности чистовых фрез для цилиндрических колес: ААА, АА, А, В, С и D для получения степени точности колес соответственно от 6 до 11.
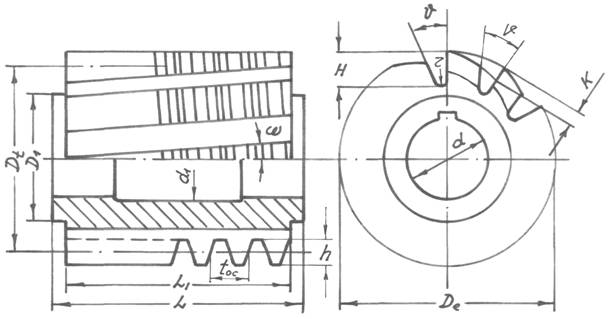
Основные конструктивные элементы червячной зуборезной фрезы:
tН - шаг профиля зуба в нормальном сечении;
SН - толщина зуба в нормальном сечении;
h - высота зуба; h1h2 - соответственно высота головки и ножки зуба;
De - наружный диаметр фрезы; d - диаметр отверстия фрезы;
L - общая длина; L1- длина рабочей части;
Dt- расчетный диаметр делительного цилиндра;
Z - число зубьев фрезы;
τ - угол подъема нарезки;
ω - угол наклона стружечных канавок;
tоe- осевой шаг нарезки;
Sk - шаг стружечных канавок;
V - угол впадины стружечной канавки;
z - радиус закругления дна впадины;
Н - глубина канавки;
α - задний угол;
К и К1 - величины затылования; D1 - диаметр буртиков.
Исходными данными для проектирования червячной зуборезной фрезы являются:
- нормальный модуль - m;
- угол профиля (зацепления) в нормальном сечении - αд;
- тип рейки (черновая или чистовая фреза, фланкированное зацепление и т.д.).
Ряд величин при проектировании фрезы выбирается из стандартов
и справочных источников в зависимости от модуля: De; α; Z; V; z; D1.
Остальные величины подсчитываются.
Шаг профиля зуба в нормальном сечении фрезы должен быть равен шагу нарезаемого колеса: tN = π·m
Толщина зуба в нормальном сечении для чистовой фрезы: S = tN/2
Высоты зуба определяются по следующим формулам:
h1 = 1.25·m, h2 = 1.25·m, h = h1+h2 = 2.5·m.
Длина рабочей части фрезы должна быть не меньше проекции линии зацепления на начальную прямую фрезы, а с учетом её рациональной эксплуатации (перестановка вдоль оси и поворот для равномерного износа зубьев) несколько больше:
 ,
,
где Rek и Rik - наружный и внутренний радиусы наибольшего, нарезаемого этой фрезой зубчатого колеса. Окончательно длина рабочей части устанавливается после сравнения с рекомендуемой стандартом.
Величина затылования определяется по величине заднего угла на вершине зуба фрезы: для α = 11  12° K = π×De×tgα/Z;
12° K = π×De×tgα/Z;
Расчетный диаметр делительного цилиндра:
Dt = De- 2.5m - 0.25K.
Угол подъема нарезки:
 .
.
Для создания одинаковых условий резания на боковых сторонах зуба фрезы угол наклона стружечной канавки делают равным углу подъема нарезки: ω = τ.
Угол впадины стружечной канавки принимается равным 20-25°. Основным материалом для изготовления червячных зуборезных
фрез является быстрорежущая сталь разных марок.
Направления совершенствования конструкций червячных фрез для
цилиндрических зубчатых колес:
- создание сборных фрез;
- применение твердого сплава для зубьев сборных фрез;
- совершенствование геометрии фрез;
- применение острозаточенных зубьев.
Долбяки
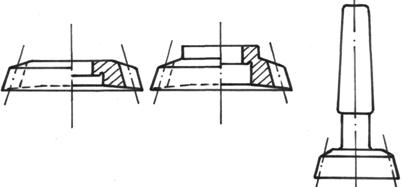 Долбяк представляет собой режущий инструмент, выполненный в виде коррегированного зубчатого колеса, имеющего режущие кромки. При обработке зубчатых колес долбяки работают методом обкатки.
Долбяк представляет собой режущий инструмент, выполненный в виде коррегированного зубчатого колеса, имеющего режущие кромки. При обработке зубчатых колес долбяки работают методом обкатки.
По конструкции различают долбяки: дисковые; чашечные; хвостовые.
В зависимоти от назначения долбяки подразделяются на:
- прямозубые, для нарезания прямозубых цилиндрических зубчатых колес;
- косозубые, для нарезания косозубых цилиндрических зубчатых колес;
- косозубые (парные), для нарезания шевронных зубчатых колес.
Долбяки изготавливаются трех классов точности:
- АА - для нарезания колес 6 степени точности;
- А - для нарезания колес 7 степени точности;
- В - для нарезания колес 8 степени точности.
Долбяки являются наиболее универсальными зуборезными инструментами, они незаменимы при обработке зубчатых колес с внутренним зубчатым венцом и при обработке блочных зубчатых колес.
Точность обработки долбяками обычно выше точности обработки червячными фрезами, но производительность ниже.