Назначение части пневматического и гидравлического оборудования связано с обеспечением безопасности движения, поэтому техническому обслуживанию и ремонту этого оборудования уделяют особое внимание. Основные неисправности пневматического и гидравлического оборудования проявляются в нарушении герметичности, механическом износе отдельных деталей оборудования, постепенной утрате прочностных характеристик ряда узлов и особенно соединительных звеньев. Все узлы и агрегаты пневматических и гидравлических систем соединены воздухопроводами или гидропроводами, трепне которых один о другой и о детали кузова вызывает их повреждение. Поэтому периодически проверяют крепление воздухо и гндропроводов к неподвижным опорам, исключающее их вибрацию и трение.
Очень важно также при контроле давления пользоваться исправными приборами, имеющими клеймо освидетельствования с разрешенным сроком использования. Ремонт основного пневматического и гидравлического оборудования выполняется на специализированных участках после снятия этого оборудования с подвижного состава.
 объемный к. п. д., равный 0,700,75. Остальное пневматическое оборудование ремонтируется с заменой деталей на новые или на восстановленные. Гидроусилитель троллейбуса ЗИУ-9 состоит из силового цилиндра и распределителя, регулирующего поток жидкости, поступающей из насоса в силовой цилиндр. При ремонте гидроусилителя основное внимание уделяется распределителю, так как от его надежной работы зависит работоспособность всего гидроусилителя. Небольшой износ поверхности золотника или корпуса гидроусилителя снижает его надежность. Восстанавливать геометрические размеры деталей распределителя сложно и в условиях эксплуатационных предприятий нецелесообразно. На рабочие поверхности золотника нанесено износостойкое хромовое покрытие, поэтому восстанавливать эти поверхности практически невозможно. Завод-изготовитель установил три стандартизированных ремонтных размера золотника с интервалом 0,2 мм. Использование золотников, имеющих ремонтные размеры, позволяет в процессе технической эксплуатации обеспечивать необходимую работоспособность гидроусилителя только заменой золотника; в крайнем случае допускается расшлифовка корпуса под ремонтный размер золотника. Ремонт гидроусилителя может производиться только на специализированном участке ремонта. Мойку деталей выполняют в специальных растворах при 7590° С или в дизельном топливе. Детали, имеющие выработку, задиры, риски, питннги и другие дефекты, бракуют и заменяют новыми. После сборки гидроусилитель испытывают на герметичность и
объемный к. п. д., равный 0,700,75. Остальное пневматическое оборудование ремонтируется с заменой деталей на новые или на восстановленные. Гидроусилитель троллейбуса ЗИУ-9 состоит из силового цилиндра и распределителя, регулирующего поток жидкости, поступающей из насоса в силовой цилиндр. При ремонте гидроусилителя основное внимание уделяется распределителю, так как от его надежной работы зависит работоспособность всего гидроусилителя. Небольшой износ поверхности золотника или корпуса гидроусилителя снижает его надежность. Восстанавливать геометрические размеры деталей распределителя сложно и в условиях эксплуатационных предприятий нецелесообразно. На рабочие поверхности золотника нанесено износостойкое хромовое покрытие, поэтому восстанавливать эти поверхности практически невозможно. Завод-изготовитель установил три стандартизированных ремонтных размера золотника с интервалом 0,2 мм. Использование золотников, имеющих ремонтные размеры, позволяет в процессе технической эксплуатации обеспечивать необходимую работоспособность гидроусилителя только заменой золотника; в крайнем случае допускается расшлифовка корпуса под ремонтный размер золотника. Ремонт гидроусилителя может производиться только на специализированном участке ремонта. Мойку деталей выполняют в специальных растворах при 7590° С или в дизельном топливе. Детали, имеющие выработку, задиры, риски, питннги и другие дефекты, бракуют и заменяют новыми. После сборки гидроусилитель испытывают на герметичность и
|
|
работоспособность. 2 3 ч-

Насос гидроусилителя руля (рис. 75) является ответственнейшим агрегатом системы гидроусиления рулевого механизма. От его надежной работы во многом зависит безопасность движения. На троллейбусе установлен насос лопастного типа, двойного действия с производительностью около 16,5 л/мин, что соответствует давлению в 6570 кгс/см2. Насос предназначен для работы с гидромаслом Г. При наибольшей частоте вращения вала насоса производительность его в семь-восемь раз возрастает по сравнению с производительностью на холостом ходу. Однако избыточное давление в этих случаях ограничивается клапаном расхода 10, перепускающим избыточное масло в бачок насоса 12 (см. рис. 75). Ремонт насоса требует высокой квалификации персонала, специального оборудования и приспособлений для контроля, качества сборки отдельных его узлов. Статор 4 (рис. 76), ротор 6 и лопасти 5 насоса собраны в группу и разобщению не подлежат, хотя практически изнашиваются только эти детали и от их состояния зависит работоспособность насоса. Ремонт насоса сводится к замене изношенных деталей на новые при соблюдении всех требований по сопряжениям и регулировке. Вместе с тем имеется техническая возможность, используемая
|
|
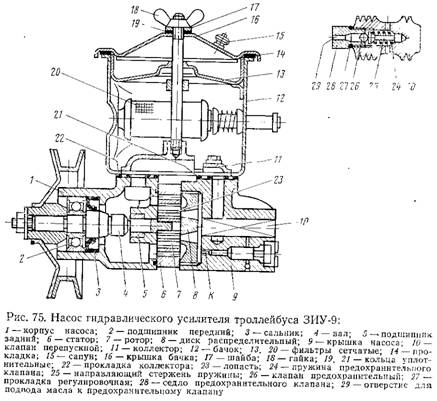
в ремонтных предприятиях, ремонта рабочих органов насоса. В этих случаях восстановлению подвергают статор и ротор насоса, поверхности которых изнашиваются, а лопасти изготовляеот ремонтного размера. Статор восстанавливается шлифовкой (рис. 77). При этом используется рабочий копир, который может быть изготовлен как по координатной сетке, так и путем использования статора нового насоса. В соответствии с поверхностью этого статора, принятого за эталон, копиру придается требуемая правильная кривизна. Установив статор 3 (см. рис. 77) на приспособление шлифовального станка, включают станок и подводят вращающийся шлифовальный инструмент. Статор, вращаясь, будет находиться в контакте с шлифовальным инструментом строго в соответствии с пространственным положением контура копира. Таким образом контур восстанавливаемого статора будет соответствовать контуру копира. Восстановленный шлифовкой контур статора получает геометрические размеры, отличающиеся от номинальных, поэтому лопасти ротора должны иметь новый, больший ремонтный размер по высоте. Восстановление ротора заключается в обеспечении параллельности поверхностей пазов, которые в процессе эксплуатации перемещающимися по ним лопастями изнашиваются и приобретают кривизну. Параллельность поверхностей паза восстанавливается прорезкой их алмазным диском (рис. 78), поэтому при изготовлении лопастей требуется также увеличивать их толщину. Ротор устанавливают на приспособление. Ориентиром 3 выставляется паз строго против алмазного круга. Приведя во вращение алмазный круг, на него подают ротор. Основание паза ротора обычно не изнашивается, изнашиваются верхние и нижние концы боковых поверхностей паза. Поэтому алмазный круг не прорезает паз, а только выправляет его боковую поверхность. Алмазный круг имеет толщину, равную восстанавливаемому размеру паза.
|
|
Лопасти вырубают из стали Р-18, закаливают до твердости 65 ед. по Роквеллу и шлифуют под регламентированный ремонтный размер паза. При восстановлении ротора его диаметр остается неизменным, а размеры статора в результате восстановления увеличиваются. Поэтому в случае использования восстановленной пары статор ротор не исключены случаи заклинивания лопастей при проследовании ими заборных пазух статора, если геометрические размеры статора значительно увеличены. Собранная в комплект пара совместно с лопастями шлифуется для придания торцовым поверхностям необходимой параллельности и чистоты.
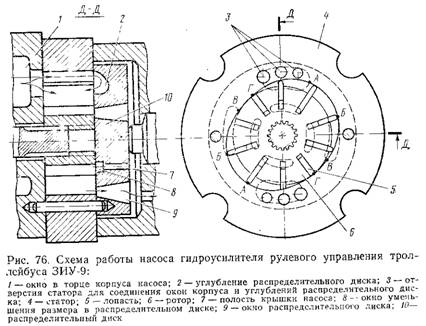
Надежная работа насоса, прошедшего ремонт с использованием восстановленных деталей, будет обеспечена только, если соблюдены все требования по соотношению размеров деталей, прошедших восстановление-Рабочая поверхность статора 4 (см. рис. 76) должна иметь правильную овальную форму, образованную противоположными участками А Б (большего радиуса) и ВГ (меньшего), которые сопряжены переходными кривыми Б В и ГА. К внутренней поверхности статора закругленная поверхность


лопастей прижимается центробежной силой, возникающей при вращении ротора.
На участках ГА при вращении ротора лопасти, двигаясь в своих пазах от центра, прижимаются к овальной поверхности статора и обеспечивают всасывание за счет увеличения объема камеры, образуемого между каждыми двумя лопастями и торцовыми поверхностями корпуса насоса 3 и распределительного диска 8 (см. рис. 75). Масло к камерам поступает через отверстия 3 статора (см. рис. 76). На участках БВ объем камеры уменьшается вследствие движения лопастей к центру и масло выжимается через окно 9 в распределительном диске в полость 7 крышки иасоса. За один оборот ротора происходит два цикла всасывания и нагнетания. Силы давления масла на ротор взаимно уравновешиваются, так как полости всасывания и нагнетания расположены друг против друга. Окно 8 в распределительном диске 10 соединяет пространство под лопастями в роторе с полостью в крышке насоса, чем предотвращается скапливание масла, что препятствовало бы движению лопастей.
Уплотнение масла до 70 кг/см2 достигается тем, что все детали насоса имеют большую точность. Ротор, статор и лопасти комплектуются по размерным группам, предусматривающим превышение ширины статора над шириной ротора "на 0,0130,021 мм и ширины ротора над шириной лопастей на 0,0040,008 мм. Непараллельность торцовых поверхностей ротора н лопастей не должна превышать 0,004 мм. Кривизна коллектора // (см. рис. 75) должна быть не более 0,16 мм, которая при необходимости исправляется фрезерованием, так как производительность насоса обеспечивается только при строгом соблюдении соотношения размеров деталей, что необходимо обеспечивать при ремонте. Клапан 26 должен без пружины плавно перемещаться в канале, смазанном маслом, под действием собственного веса. Если это не выполняется, то необходимо сопряженные детали промыть ацетоном, удалить налипшие посторонние частицы и притереть детали, неоднократно перемещая их по каналу, без использования абразивного материала. Клапан при изготовлении подбирают с зазором 0,0130,023 мм, произвольная замена его недопустима, возможна только замена комплекта.
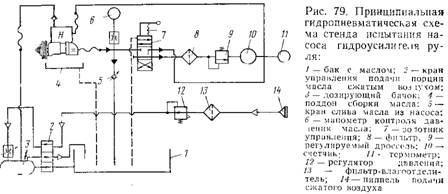
У отремонтированного насоса проверяют производительность и испытывают его в комплекте с гидроусилителем руля на специальном стенде (рис. 7981).
На стенде, схема которого изображена на рис. 79, можно проводить испытания только насосов гидроусилителя руля. Стенд имеет систему, обеспечивающую подачу порций масла, равных объему бачка испытываемых насосов, которая приводится в действие сжатым воздухом, подаваемым из магистрали через ниппель 14, фильтрвлагоотделитель 13, регулятор давления 12. При перекрытой воздушной магистрали дозирующий бачок 3 через кран 2 сообщен с основным баком 1. Во время работы насоса масло через шланг высокого давления подается в золотник управления 7. Золотник обеспечивает две позиции: счетчик включен, счетчик выключен. В первом случае масло через фильтр 8, регулирующий дроссель 9 и счетчик количества масла 10, попадает по шлангу низкого давления в бачок испытываемого насоса Н. Во втором случае масло поступает в бачок, минуя счетчик. Давление масла контролиру
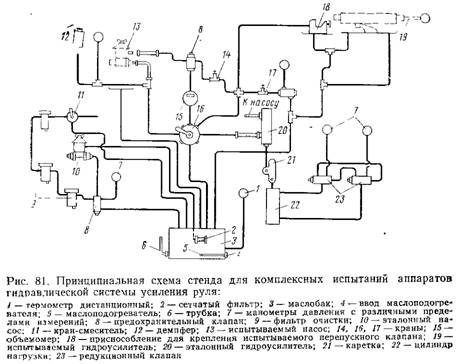
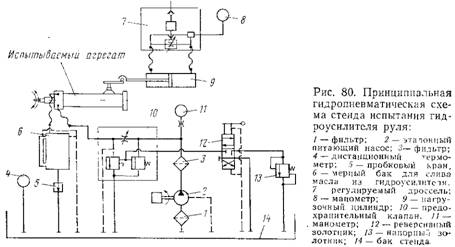
ется манометром 6, температура термометром 11, сливается масло через кран 5. Масло из испытуемого насоса собирают в поддон 4. При испытании на таком стенде можно оценить соответствие испытываемого насоса техническим требованиям. Стенд, схема которого приведена на рис. 80, позволяет производить необходимые испытания гидроусилителя рулевого механизма, обеспечивая необходимую достоверность контрольных испытаний. Питание гидросистемы осуществляется из бака 14 насосом 2 через фильтр / и дроссель с регулятором и предохранительным клапаном 10, который обеспечивает постоянный расход масла н постоянство давления. Напорный золотник 13 отрегулирован на необходимое давление и через реверсивный золотник 12 подключен к магистрали дистанционного управления дросселем. Манометр 11 контролирует давление масла. Масло из гидроусилителя сливается в бак 14 через мерный бак 6 с пробковым краном 5. Цилиндр 9 создаст нагрузку на сошку руля; передача масла из одной полости цилиндра в другую осуществляется через регулируемый дроссель 7. Давление в полостях нагрузочного цилиндра контролируется манометром 8, а температура масла в баке дистанционным термометром 4. Комплексный стенд для проверки агрегатов гидросистемы троллейбуса (см. рис. 81) позволяет производить испытание всех аг
регатов системы. Подогретое до температуры 60° С маслоподогре-в а тел ем 5 масло из бака 3 через фильтр 2 подастся насосом 10 через распределительный крап 16 к испытываемым агрегатам. При испытании сравниваются показатели работы испытываемого агрегата с показателями эталонного. Регулировка предо хранительно-перепускного клапана ведется на стенде. Для этого клапан закрепляется па стенде и к нему подводится под давлением гидромасло. Контролируя показание манометра, регулировочными прокладками 27 (см. рис. 75) устанавливают давление срабатывания предохранительного клапана в 60 кгс/см2. При давлении в системе свыше 61 кгс/см2 срабатывает перепускной клапаи.