
Пайка представляет собой способ соединения металлов с помощью другого, более легкоплавкого металла. По сравнению со сваркой пайка является более простой и доступной. Она не требует дорогостоящего оборудования, менее пожароопасна, а навыки для выполнения хорошего качества пайки потребуются более скромные, чем при осуществлении сварного соединения. Следует отметить, что поверхность металла на воздухе обычно быстро покрывается оксидной пленкой, поэтому ее перед пайкой требуется зачистить. Но зачищенная поверхность вновь может быстро окислиться. Во избежание этого на обработанные места наносят химические вещества — флюсы, повышающие текучесть расплавленного припоя. Благодаря этому пайка получается прочнее.
Пайка также является лучшим способом оконцевания медных многопроволочных жил в кольцо — пропаянное кольцо равномерно покрывается припоем. При этом все проволоки должны полностью входить в монолитную часть кольца, а его диаметр должен соответствовать диаметру винтового зажима.

Процесс пайки проводов и жил кабелей заключается в покрытии разогретых концов соединяемых жил расплавленным оловянисто-свинцовым припоем, который обеспечивает после затвердения механическую прочность и высокую электропроводность неразъемного соединения. Пайка должна быть гладкой, без пор, загрязнений, наплывов, острых выпуклостей припоя, инородных вкраплений.

Для пайки медных жил малых сечений используют трубки припоя, заполненные канифолью, или раствор канифоли в спирте, который перед пайкой наносят на место соединения.

Для создания качественного пропаянного контактного соединения жилы проводов (кабелей) необходимо тщательно облудить, а затем скрутить и обжать. От правильной скрутки в значительной степени зависит качество пропаянного контакта.

После пайки контактное соединение защищается несколькими слоями изоляционной ленты или термоусадочной трубкой. Вместо изоляционной ленты пропаянное контактное соединение можно защитить изоляционным колпачком (СИЗ). Перед этим желательно готовое соединение покрыть влагостойким лаком.

Нагрев деталей и припоя производится специальным инструментом, который называется паяльником. Обязательным условием создания надежного соединения способом пайки является одинаковая температура спаиваемых поверхностей. Большое значение для качества пайки имеет соотношение температуры жала паяльника и температуры плавления. Естественно, что добиться этого можно только при помощи правильно подобранного инструмента.
Паяльники различаются по конструкции и мощности. Для выполнения бытовых электромонтажных работ вполне достаточно обычного электрического стержневого паяльника мощностью 20—40 Вт. Желательно, чтобы он был оснащен регулятором температуры (с термодатчиком) или хотя бы регулятором мощности.
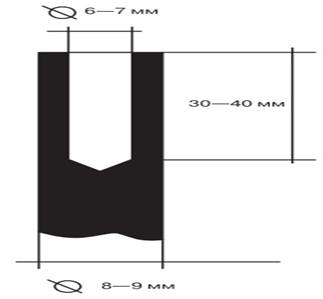
Опытные электромонтажники часто используют для пайки оригинальный способ. В рабочем стержне мощного паяльника (не менее 100 Вт) высверливается отверстие диаметром 6—7 мм и глубиной 25—30 мм и заполняется припоем. В разогретом состоянии такой паяльник представляет собой небольшую лудильную ванночку, которая позволяет быстро и качественно пропаять несколько многожильных соединений. Перед пайкой в ванночку бросается небольшое количество канифоли, которая препятствует появлению оксидной пленки на поверхности проводника. Дальнейший процесс пайки заключается в опускании скрученного соединения в такую импровизированную ванночку.