Изготовление и укладка обмоток
При кап.ремонте, производится полная замена обмоток и изоляции ЭМ. Обмотки, изготовленные из круглого провода, и многовитковые обмотки, изготовленные из прямоугольного провода небольшого сечения, не восстанавливают, а изготовляют вновь. Обмотки, изготовленные из прямоугольного провода большого сечения, используют повторно. Во всех случаях ремонта обмотки подлежит замене вся изоляция. Обмотку из круглого провода укладывают вручную.
Изготовление и укладка обмоток из круглых проводов
Нарезается и заготавливается изоляция, наматываются катушечные группы (или фазы), изолируются пазы и в них укладываются проводники, распаиваются схемы и выводные концы и формируются лобовые части обмотки.
Катушечные группы наматывают на автоматизированных станках, предварительно устанавливая программу намотки и размер шаблона. После окончания намотки станок останавливают, щеки шаблона сближают, ослабляя намотку, для облегчения съема катушек. При работе на неавтоматизированных станках используют неунифицированные шаблоны, рассчитанные для намотки катушек определенных размеров (рис. 10.1). Шаблоны позволяют наматывать равнокатушечную и концентрическую обмотки и имеют приспособление, позволяющее движением рукоятки ослабить намотку обмотки и свободно снять ее с шаблона.
При ремонте обмотки сохранить все ее параметры — шаг, число витков в пазу, диаметр провода по меди, геометрическую форму. Для однослойных обмоток это не представляет трудностей. Равнокатушечная и концентрическая обмотки имеют практически одинаковую трудоемкость и одинаково удобны при укладке. В двухслойных обмотках изготовление и укладка равнокатушечной обмотки достаточно просты и несложны для понимания. Обмотки машинной намотки более сложны и трудоемки при ручном изготовлении. Поэтому при ремонте возможно одно-двухслойные концентрические и двухслойные концентрические обмотки заменять на двухслойные равнокатушечные с сохранением диаметра провода и числа проводников в пазу. При этом производят расчет шага равнокатушечной обмотки и изменяют форму катушек.
Шаг равнокатушечной обмотки при пересчете двухслойной концентрической обмотки

где ун6 и у„м — шаг соответственно наибольшей и наименьшей катушек двухслойной концентрической обмотки.
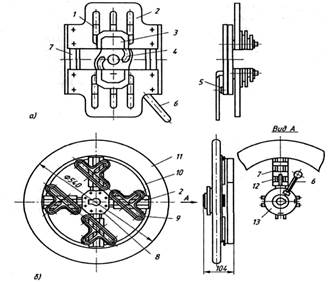
Рис. 10.1. Шаблоны для намотки катушек к электродвигателям с высотой
оси вращения 56... 132 мм (а) и 160...355 мм (б):
/ — рама; 2 — каретка; 3 — сменные головки; 4 — кулачки; 5 — фиксатор; 6 —
ручка; 7 — направляющая; 8 — ступица; 9 — коромысло; 10 — алюминиевое
кольцо; // — текстолитовое кольцо; 12 — рычаг; 13 — диск
Шаг равнокатушечной обмотки при пересчете одно-, двухслойной концентрической обмотки
у=2(д+ 1), где q — число пазов на полюс и фазу.
Конструкция одно-, двухслойных концентрических обмоток такова, что укорочение шага в них зависит только от д.
Намотанные катушечные группы обмотки передают на рабочее место укладки. Укладку начинают с осмотра сердечника, в пазах которого не должно быть пыли и грязи, а отдельные листы сердечника не должны выступать в паз или распушаться, образуя ровные стенки пазов. В пазы устанавливают пазовую изоляцию, которую подгибают на краях, образовывая манжеты, препятствующие сдвигу ее при последующих операциях.
При укладке однослойных обмоток в пазы закладывают витки обеих сторон катушек. При укладке двухслойных обмоток в пазы закладывают стороны катушек, которые располагаются внизу паза, а вторые стороны, которые должны располагаться вверху паза, остаются неуложенными, так как в тех пазах, где они должны располагаться, нет еще нижних катушек. Число таких катушек будет равно шагу обмотки. Следующие катушки укладываются одной стороной вверх пазов, а другой вниз. Последними устанавливают верхние стороны первых катушек.
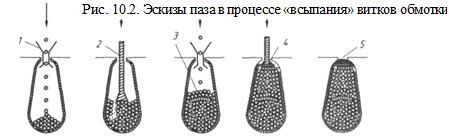
Порядок «всыпания» витков в пазы показан на рис. 10.2. В изолированный паз устанавливают технологические прокладки 1 и через них заводят проводники. После всыпания определенного количества витков их уплотняют подбойкой 2. При укладке двухслойных обмоток после заведения нижней катушки устанавливают изоляционную прокладку 3. После укладки всех проводников их уплотняют, подгибают края изоляции 4, устанавливают прокладку под клин и с торца забивают клин 5. Проводники в пазу всегда должны располагаться плотно. Если они размещены свободно (катушки легко сдвинуть рукой), под клин устанавливают дополнительные прокладки. После укладки катушек производят сборку, пайку, изолирование и увязку схемы и лобовых частей. Перед отправкой на испытания и пропитку лобовым частям придают окончательную форму, для чего их обстукивают молотком через текстолитовую прокладку. Форму и размеры лобовых частей проверяют шаблоном. При всех дальнейших операциях запрещается что-либо делать с обмоткой.
 |
Выбирая провод и изоляцию, всегда следует помнить, что с повышением коэффициента заполнения паза (рекомендуется не превышать его значение более 0,72...0,74) увеличивается трудоемкость укладки и снижается надежность машины. Ремонтируя асинхронные электродвигатели первой и второй серии и используя современные провода с более тонкой изоляцией и пазовую изоляцию с меньшей толщиной и, как правило, более высокого качества, при укладке получают очень низкий коэффициент заполнения паза. Необходимо установить дополнительные прокладки. При этом возможно использование проводов большего диаметра. При ремонте четвертой серии асинхронных электродвигателей или серии АИ часто используют более толстую изоляцию, чем установлена в машинах. Поэтому трудоемкость ремонта машин последних серий более высокая и требует высокой квалификации рабочих.