Министерство образования и науки Российской Федерации
ФЕДЕРАЛЬНОЕ ГОСУДАРСТВЕННОЕ БЮДЖЕТНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ
ВЫСШЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ
«Тюменский государственный нефтегазовый университет»
Институт промышленных технологий и инжиниринга
Кафедра «Материаловедение и технология конструкционных материалов»
ИЗУЧЕНИЕ КОНСТРУКЦИИНОЖНИЦ И РАСЧЕТ
СИЛОВЫХ ПАРАМЕТРОВ РЕЗАНИЯ
Методические указания для лабораторных (практических) занятий
по дисциплине «Оборудование, механизация и автоматизация
в технологии материалов» для студентов направлений
150100.62 Материаловедение и технологии материалов,
22.03.01 Материаловедение и технологии материалов
всех форм обучения
Составитель: Н.Л. Венедиктов,
кандидат технических наук, доцент
Тюмень
ТюмГНГУ
2014
Венедиктов, Н.Л. Изучение конструкции ножниц и расчет силовых параметров резания [Текст]: методические указания для лабораторных (практических) занятий / Н.Л. Венедиктов – Тюмень: ТюмГНГУ, 2014. – 14с.
Методически указания рассмотрены и рекомендованы к изданию на заседании кафедры «Материаловедение и технология конструкционных материалов»
«__» декабря 2014 года, протокол №
Аннотация
Методические указания предназначены для студентов направлений 150100.62 Материаловедение и технологии материалов, 22.03.01 Материаловедение и технологии материалов всех форм обучения.
В методических указаниях отражены цель и задачи проведения занятия, основные теоретические положения, задание и порядок выполнения работы, содержание и форма отчета о проделанной работе, контрольные вопросы, критерии оценки, список литературы.
© Федеральное государственное
бюджетное образовательное учреждение
высшего профессионального образования
«Тюменский государственный
нефтегазовый университет», 2014 г.
ВВЕДЕНИЕ
Методические указания предназначены для изучения конструкции, принципа действия и параметров резанияножниц с параллельными ножами и ножниц с наклонным ножом (гильотинного типа) и практического освоения расчета усилия резания, формирования знаний, умений и навыков обучаемого.
В результате выполнения работы студент должен знать:
- конструкцию ножниц с параллельными ножами и ножниц с наклонным ножом (гильотинного типа);
- принцип работы ножницс параллельными ножами и ножниц с наклонным ножом (гильотинного типа);
- методику расчета усилия резания ножниц с параллельными ножами иножниц с наклонным ножом (гильотинного типа).
Уметь:
- применять расчет усилия резания ножниц с параллельными ножами иножниц с наклонным ножом (гильотинного типа)в зависимости от свойств разрезаемого материала и размеров заготовки.
Цель работы:
Приобрести знания о конструкции, принципе действия и параметров резания ножниц с параллельными ножами и ножниц с наклонным ножом (гильотинного типа) и практического освоения расчета усилия резания.
Задачи:
1. Изучить конструкцию и принцип действия ножниц с параллельными ножами и ножниц с наклонным ножом (гильотинного типа).
2. Изучитьпараметры резания ножниц с параллельными ножами и ножниц с наклонным ножом (гильотинного типа).
3. Изучить методику расчета усилия резания ножниц с параллельными ножами иножниц с наклонным ножом (гильотинного типа).
4. Рассчитать усилия резания ножниц с параллельными ножами иножниц с наклонным ножом (гильотинного типа)в зависимости от свойств разрезаемого материала и размеров заготовки.
Правила по технике безопасности:
При выполнении работы необходимо соблюдать требования «Инструкции по охране труда» в лабораториях кафедры «Материаловедение и ТКМ».
ТЕОРЕТИЧЕСКИЕ ПОЛОЖЕНИЯ
Конструкция и принцип работы ножниц с параллельными ножами и ножниц с наклонным ножом (гильотинного типа)
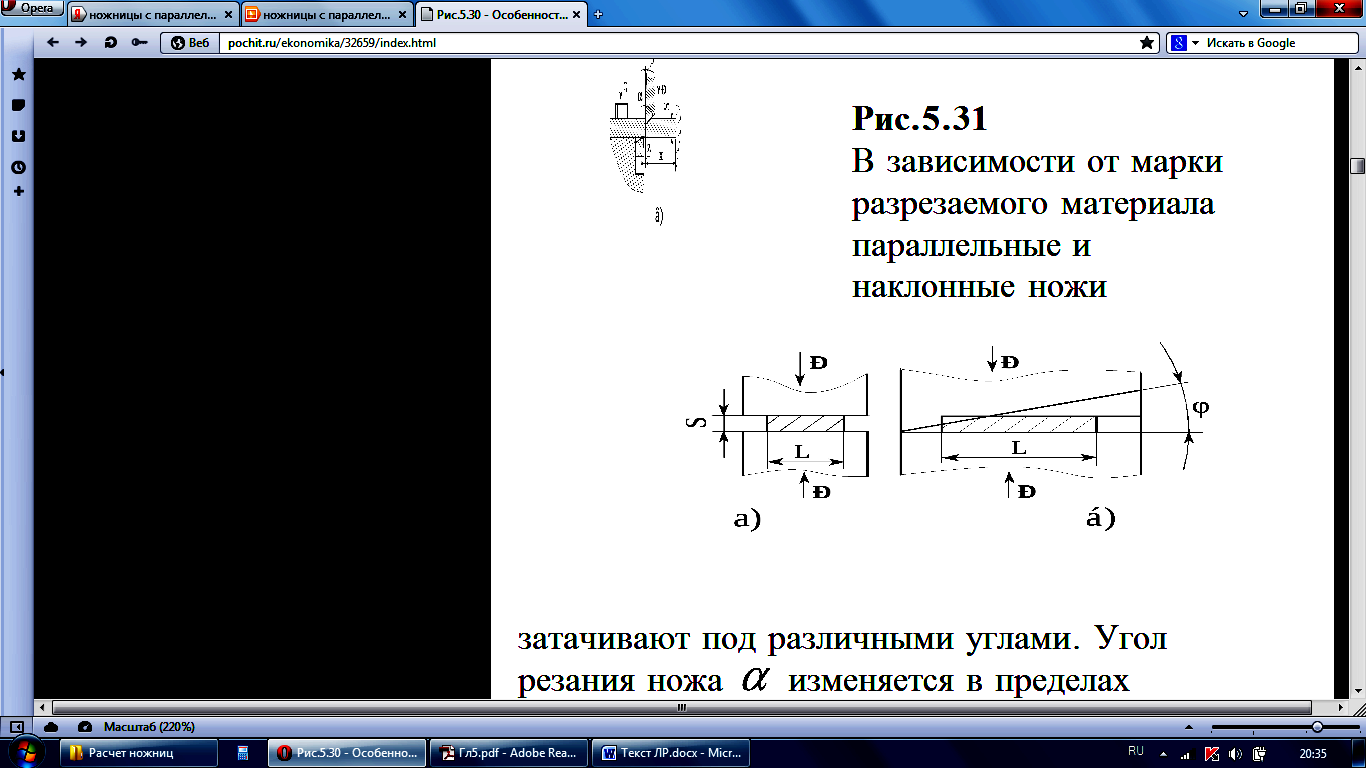
В качестве оборудования, осуществляющего резку заготовок,применяют ножницы и отрезные станки. Среди ножниц наибольшее распространение получили кривошипные (для резки сортового и листового проката) и комбинированные. По расположениюножей различают ножницы с параллельными и наклонными ножами (рис. 1). Ножницы с параллельными ножами применяют для резания заготовок прямоугольного и квадратного сечений, а также сортовых профилей (уголок,швеллер) в горячем и холодном состоянии. Резка с помощью ножа с наклоном режущей кромки (передний угол), применяется для резки материалов небольшой толщины относительно ширины заготовки (листовый металлов).
а б
Рис. 1. Схема ножниц с параллельными ножами (а)
и ножниц с наклонным ножом (б)
По конструкции ножницы с параллельными ножами разделяют на:
- ножницы с верхним подвижным ножом (верхним резом);
- ножницы с нижним подвижным ножом (нижним резом). Ножницы с нижним резом наиболее распространены.
Ножницы с верхним резом (рис. 2, а) имеют нижний нож установленный неподвижно в станине ножниц; верхний нож укреплен в суппорте (ползуне) и при помощи кривошипного или гидравлического привода движется вниз и разрезает металл. После резки на таких ножницах на нижней грани образуется заусенец, который мешает при дальнейшем продвижении металла по рольгангу.
Рис. 2. Схема резки на ножницах с верхним резом(а) и с нижним резом (б):
1 - прижим, 2 -верхний суппорт, 3 -нижний суппорт,4 -задний подъемно-качающийся рольганг с грузовымуравновешиванием
Ножницы с нижним резом не имеют этого недостатков и поэтому получили более широкое применение. Такие ножницы (рис. 2, б) имеют нижний нож, смонтированный на суппорте (ползуне) и может подниматься вверх при помощи кривошипного или гидравлического привода. Верхний нож установлен в верхнем суппорте (ползуне) и также может перемещаться по вертикали.
Перед началом резания ножи раздвинуты, причем нижний нож при этом находится ниже уровня поверхности (образующей) роликов рольганга и не мешает движению металла. Затем металл останавливается в необходимом положении (при помощи передвижного упора) и суппорт верхнего ножа опускается до соприкосновения с металлом; дальнейшее продвижение верхнего суппорта прекращается и начинает двигаться суппорт нижнего ножа, осуществляя резание металла.
Ножницы с наклонным ножом (гильотинные) конструктивно выполняют двух типов: открытого и закрытого.
Ножницы открытого типа (рис. 3, а) имеют короткие ножи и одну станину с боковым просветом, через который подается разрезаемый металл. Такие ножницы применяют для резки сортового металла в холодном состоянии, форма ножей чаще соответствует профилю сечения разрезаемого металла. Верхний (подвижный) нож - наклонный с углом наклона 2…5°.
Ножницы закрытого типа (рис. 3, б) имеют две станины, соединенные снизу траверсой, в просвете между станинами перемещается суппорт с ножом. Эти ножницы применяют для поперечной резки широких полос и листов в холодном и горячем состоянии.
В зависимости от назначения ножницы закрытого типа конструктивно выполняют с верхним или нижним подвижным ножом.
Ножницы с верхним подвижным ножом применяют главным образом как отдельно стоящие или в поточных линиях для поштучной резки листов на нужные размеры и обрезки боковых кромок листов. Ножницы с нижним подвижным ножом обычно устанавливают в поточных технологических линиях. На этих ножницах осуществляется только поперечная резка полосы на листы или отрезка переднего и заднего концов у длинных полос. В ножницах с верхним подвижным ножом этот нож установлен наклонно, а нижний нож — горизонтально. Угол наклона принимают в пределах 1…6° в зависимости от толщины разрезаемых листов (чем больше толщина, тем больше угол наклона) с целью уменьшения усилия резания.
Рассмотрим кинематическую схему кривошипных листовых ножниц (рис.4) с наклонным в вертикальной плоскости ножом (гильотиной).Ножницы смонтированы на сборносварной станине I7, состоящей из двух стоек, соединенных междусобой траверсой и стяжкой, на которую спереди опирается стол 16.
К внутренней стороне стола крепится неподвижный нож, а к ножевой балке 1 - подвижный.Для получения чистого среза разрезаемого материала необходимо правильно отрегулировать зазормежду ножами, который зависит от толщины материала и его механических характеристик. Дляэтого стол ножниц сделан подвижным. Нужный зазор устанавливают через специальные окна в столе путем поворота эксцентриков. В столе имеются Т-образные пазы для крепления переднего, бокового, углового упоров и удлинителей.
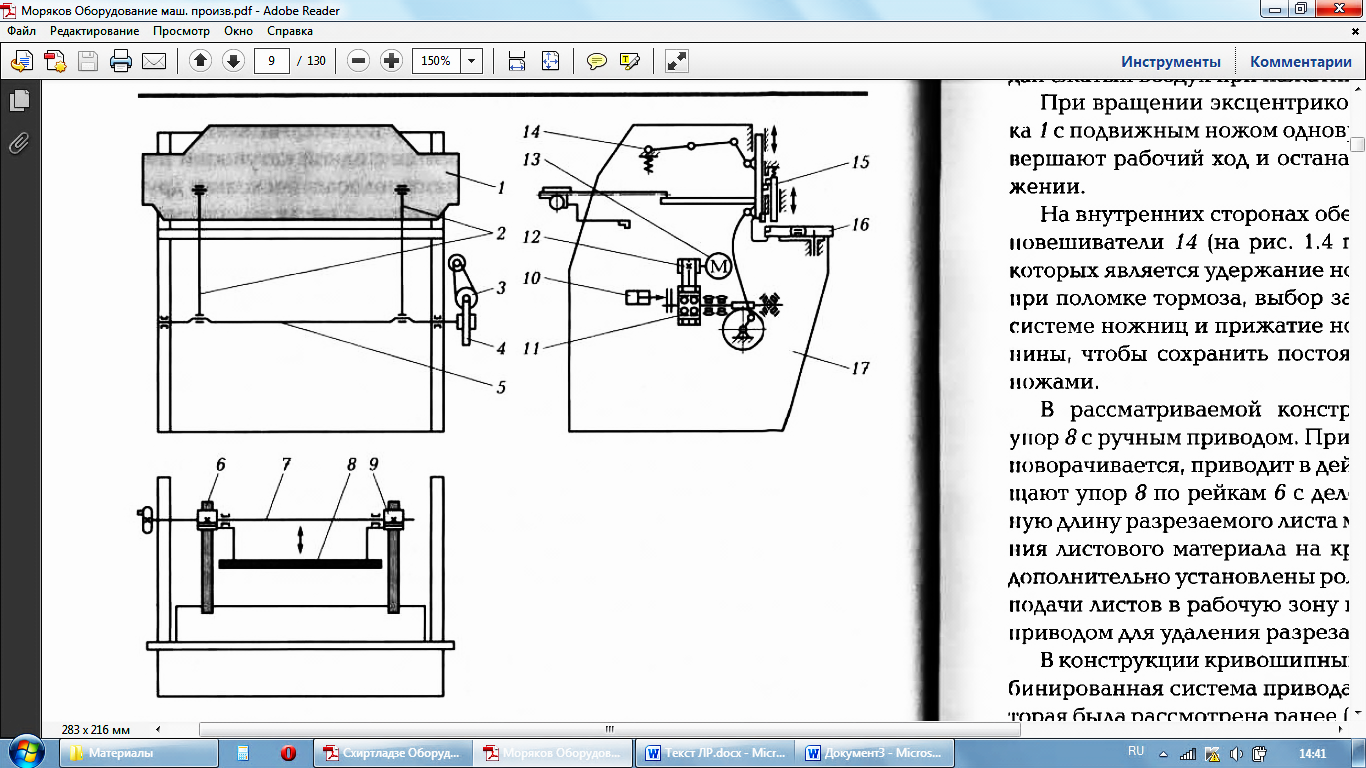
Рис. 4. Кинематическая схема кривошипных листовых ножниц:
1 - ножевая балка; 2 - шатуны; 3 - червячный вал; 4 - червячное колесо;
5 - эксцентриковый вал; 6 - рейка; 7 - общий вал; 8 - задний упор; 9 - шестерня; 10 -муфта-тормоз; 11 - маховик; l2 - клиноременная передача;
13 - электродвигатель; 14 - уравновешиватель; 15 - прижимная балка;
16 - стол; l7 - станина
Привод ножниц производится от электродвигателя 13, смонтированного на подвижной плите, через клиноременную передачу l2 на маховик 11, установленный на червячном валу 3, с которого вращение передается на червячное колесо 4 и далее на эксцентриковый вал 5. Соединение маховика с эксцентриковым валом происходит при срабатывании муфты-тормоза 10, когда на него будет подан сжатый воздух при нажатии педали включения (пуска).
При вращении эксцентрикового вала шатунами 2 ножевая балка 1 с подвижным ножом одновременно с прижимной балкой 15 совершают рабочий ход и останавливаются в первоначальном положении.
На внутренних сторонах обеих стоек станины размещены уравновешивали 14 (на рисунке показан только один), назначениемкоторых является удержание ножевой балки в верхнем положении при поломке тормоза, выбор зазоров в одну сторону в подвижнойсистеме ножниц и прижатие ножевой балки к направляющим станины, чтобы сохранить постоянным установленный зазор между ножами.
В рассматриваемой конструкции ножниц применен заднийупор 8 с ручным приводом. При вращении маховика l1 общий вал 7 проворачивается, приводит в действие шестерни 9, которые перемещают упор 8 по рейкам 6 с делениями, устанавливая его на заданную длину разрезаемого листа материала. Для механизации разрезания листового материала на кривошипных ножницах могут бытьдополнительно установлены роликовый транспортер (рольганг) для подачи листов в рабочую зону ножниц и ленточный транспортер с приводом для удаления разрезанных листовых заготовок.