Практическая работа № 2
Цель: Ознакомиться с понятием дефектоскопия и с методами обнаружения дефектов рельсов.
Ход работы:
 Дефектоскопия (от лат. defectus — недостаток и), комплекс методов и средств неразрушающего контроля материалов и изделий с целью обнаружения дефектов. Дефектоскопия включает: разработку методов и аппаратуру (дефектоскопы и др.); составление методик контроля; обработку показаний дефектоскопов.
Дефектоскопия (от лат. defectus — недостаток и), комплекс методов и средств неразрушающего контроля материалов и изделий с целью обнаружения дефектов. Дефектоскопия включает: разработку методов и аппаратуру (дефектоскопы и др.); составление методик контроля; обработку показаний дефектоскопов.
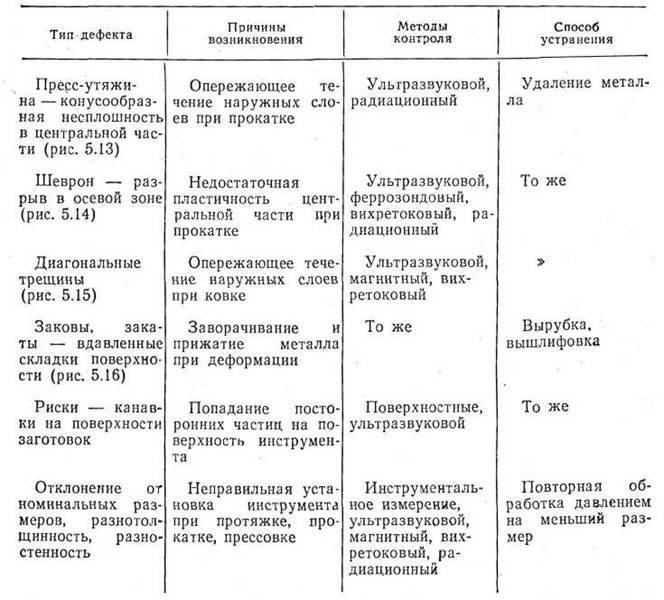
Типы дефектов:
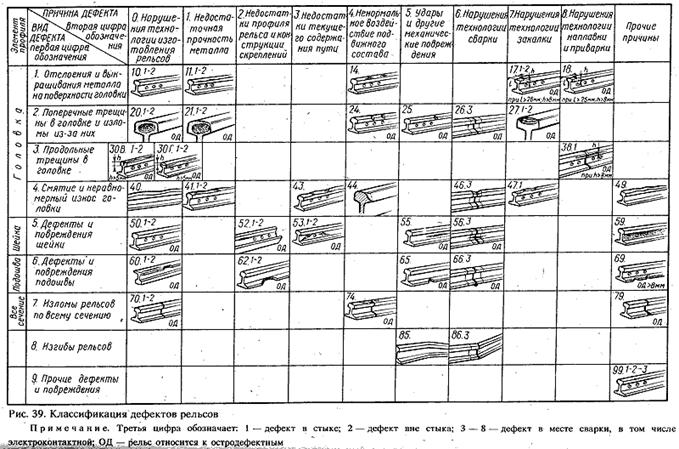 Классификация дефектов рельсов:
Классификация дефектов рельсов:
Методы обнаружения дефектов рельсов:
1. Визуально-акустический способ — простейший способ, позволяющий выявлять некоторые дефекты рельсов с использованием зеркала, щупа, лупы и молоточка. Дефектные рельсы обнаруживаются визуально по темным продольным полосам на поверхности катания, ржавым или синим полосам на переходах от шейки рельса к головке и подошве, местным уширениям головки и выщербинам на ней.
Зеркало используют для осмотра нижних граней головки и подошвы рельсов, молоточек — для обстукивания рельса и выявления трещины в нем по изменению частоты звука.
2. Магнитный метод основан на регистрации образующейся в зоне дефекта резко выраженной неоднородности поля, наведенного на металл извне. В силу различной магнитной проницаемости неповрежденного металла и дефекта (трещины, инородные включения и т. п.) в зоне дефекта проявляется интенсивное искажение направления магнитных силовых линий.
3. Токовихревой (индукционный) метод основан на улавливании изменений вихревых токов в зоне дефекта, являющегося препятствием для этих токов.
4. Ультразвуковой метод основан на использовании снижения акустической проницаемости металла в зоне трещин, раковин, инородных включений, его расслоений. В зависимости от способа обнаружения дефекта в ультразвуковой дефектоскопии различают эхо-метод, зеркально-теневой, зеркальный, теневой дельта-метод. В практике ультразвуковой дефектоскопии рельсов используют в основном первые три метода, обнаруживающие соответственно 93 %, 5 % и 1—2 % всех дефектов.
5. Эхо-метод основан на излучении в контролируемое изделие коротких зондирующих импульсов и регистрации эхо-сигнала, отраженного от дефекта. Зеркально-теневым методом дефект обнаруживается по существенному местному уменьшению интенсивности (амплитуды) и полному исчезновению ультразвуковой волны. При теневом методе дефекты обнаруживаются по местному уменьшению амплитуды ультразвуковой волны, прошедшей сквозь металл.
Виды дефектоскопов:
1. Импедансные дефектоскопы
Принцип работы основан на определении отличия полного механического сопротивления (импеданса) дефектного участка по сравнению с доброкачественным, для чего контролируемая поверхность сканируется с помощью двух пьезоэлементов, один из которых возбуждает колебания в материале, а другой воспринимает колебания. Импедансные дефектоскопы предназначены для обнаружения дефектов, расслоений, непроклеев, пористости и нарушения целостности композитных материалов и сотовых структур в авиастроении, космической, автомобильной и других отраслях промышленности.


2. Резонансные дефектоскопы
Резонансный метод основан на определении собственных резонансных частот упругих колебаний (частотой 1—10 МГц) при возбуждении их в изделии. Этим методом измеряют толщину стенок металлических и некоторых неметаллических изделий. При возможности измерения с одной стороны погрешность измерения — около 1 %. Кроме того, при помощи резонансной дефектоскопии можно выявлять зоны коррозионного поражения. Вариантом резонансного метода является спектрально-акустическая дефектоскопия.
3. Магнитно-порошковые дефектоскопы
Дефектоскоп позволяет контролировать различные по форме детали, сварные швы, внутренние поверхности отверстий путем намагничивания отдельных контролируемых участков или изделия в целом циркулярным или продольным полем, создаваемым с помощью набора намагничивающих устройств, питаемых импульсным или постоянным током, или с помощью постоянных магнитов. Принцип действия основан на создании поля рассеяния над дефектами контролируемой детали с последующим выявлением их магнитной суспензией. В магнитном поле частицы намагничиваются и соединяются в цепочки. Под действием результирующей силы частицы притягиваются к трещине и накапливаются над ней, образуя скопление порошка. Ширина полоски (валика) из осевшего порошка значительно больше ширины раскрытия трещины. По этому осаждению — индикаторному рисунку определяют наличие дефектов.

4. Вихретоковые дефектоскопы
Принцип действия основан на методе вихревых токов, заключающемся в возбуждении вихревых токов в локальной зоне контроля и регистрации изменений электромагнитного поля вихревых токов, обусловленных дефектом и электрофизическими свойствами объекта контроля. Характеризуется небольшой глубиной контроля, т.е. трещины и несплошности материала на глубине до 2 мм.

5. Феррозондовые дефектоскопы (Дефектоскопы-градиентометры)
Их принцип действия основан на том, что при движении феррозонда (чувствительного элемента, реагирующего на изменение магнитного поля) вдоль изделия вырабатываются импульсы тока, форма которых зависит от наличия дефектов в изделии. Высокая чувствительность дефектоскопов - градиентометров позволяет выявлять дефекты с шириной раскрытия в несколько микрометров и глубиной от 0,1 мм. Возможно выявление дефектов под немагнитным покрытием толщиной до 6 мм. Шероховатость контролируемых поверхностей — до Rz 320 мкм. Дефектоскопы - градиентометры применяются для контроля литых деталей, проката, сварных соединений.

6. Электроискровые дефектоскопы
Принцип действия основан на электрическом пробое воздушных промежутков между касающимся поверхности изоляционного покрытия щупом, подключенным к одному полюсу источника высокого напряжения, и диагностируемым объектом, подключенным к другому полюсу источника высокого напряжения непосредственно или через грунт при помощи заземлителя.

7. Термоэлектрические дефектоскопы
Принцип действия термоэлектрических дефектоскопов основан на измерении электродвижущей силы (термоэдс), возникающей в замкнутой цепи при нагреве места контакта двух разнородных материалов. Если один из этих материалов принять за эталон, то при заданной разности температур горячего и холодного контактов величина и знак термоэдс будут определяться химическим составом второго материала. Этот метод обычно применяют в тех случаях, когда требуется определить марку материала, из которого состоит полуфабрикат или элемент конструкции (в том числе, в готовой конструкции).
8. Радиационные дефектоскопы
В радиационных дефектоскопах осуществляется облучение объектов рентгеновскими, α-, β- и γ-лучами, а также нейтронами. Источники излучений — рентгеновские аппараты, радиоактивные изотопы, линейные ускорители, бетатроны, микротроны. Радиационное изображение дефекта преобразуют в радиографический снимок (радиография), электрический сигнал (радиометрия) или световое изображение на выходном экране радиационно-оптического преобразователя или прибора (радиационная интроскопия, радиоскопия).
Первый радиационный дефектоскоп был внедрён в 1933 году на Балтийском судостроительном заводе изобретателем Л. В. Мысовским и использовался для выявления дефектов литья в толстых металлических плитах к печам «Мигге-Перроя».

9. Инфракрасные дефектоскопы
Инфракрасные дефектоскопы используют инфракрасные (тепловые) лучи для обнаружения непрозрачных для видимого света включений. Так называемое инфракрасное изображение дефекта получают в проходящем, отражённом или собственном излучении исследуемого изделия. Дефектные участки в изделии изменяют тепловой поток. Поток инфракрасного излучения пропускают через изделие и регистрируют его распределение теплочувствительным приёмником.
10. Радиоволновые дефектоскопы
Радиодефектоскопия основана на проникающих свойствах радиоволн сантиметрового и миллиметрового диапазонов (микрорадиоволн), позволяет обнаруживать дефекты главным образом на поверхности изделий обычно из неметаллических материалов. Радиодефектоскопия металлических изделий из-за малой проникающей способности микрорадиоволн ограничена. Этим методом определяют дефекты в стальных листах, прутках, проволоке в процессе их изготовления, а также измеряют их толщину или диаметр, толщину диэлектрических покрытий и т. д. От генератора, работающего в непрерывном или импульсном режиме, микрорадиоволны через рупорные антенны проникают в изделие и, пройдя усилитель принятых сигналов, регистрируются приёмным устройством.
11. Электронно-оптические дефектоскопы
ЭОД предназначены для дистанционного контроля высоковольтного энергетического оборудования, находящегося под напряжением. В основе метода диагностики лежит определение характеристик коронных (КР) и поверхностно-частичных разрядов (ПЧР), а также их зависимостей от величины напряжения и степени загрязнения изоляции.

12. Капиллярные дефектоскопы
Методы капиллярной дефектоскопии позволяют обнаруживать невооружённым глазом тонкие поверхностные трещины и др. несплошности материала, образующиеся при изготовлении и эксплуатации деталей машин. Полости поверхностных трещин заполняют специальными индикаторными веществами (пенетрантами), проникающими в них под действием сил капиллярности.

Вагон - дефектоскоп
Вагоны-дефектоскопы выпускаются на базе четырёхосных пассажирских вагонов, перемещаемых локомотивом, с ультразвуковым и магнитным искательными устройствами.
В ультразвуковом вагоне-дефектоскопе в основном используется эхо (признаком обнаружения дефекта является принятый отраженный сигнал от него) и зеркально-теневой методы (признаком обнаружения дефекта является изменение интенсивности ультразвуковых сигналов, отражаемых подошвой рельса).
В России до недавнего времени наибольшее распространение имели вагоны-дефектоскопы с магнитными искателями. Принцип действия магнитного искателя основан на использовании магнитодинамического поля, возникающего в рельсе при намагничивании его движущимся постоянным магнитом. Дефект обнаруживается по изменению плотности вихревых токов и направления движения магнитного потока, обтекающего его трещину в рельсе. При движении вагона-дефектоскопа каждая рельсовая нить намагничивается электромагнитом, в искательной катушке наводится ЭДС в виде одиночных импульсов различного значения, длительности и формы. После усиления записываются на киноплёнке или бумажной ленте. Контроль этим способом позволяет выявить внутренние поперечные трещины, которые поражают до 35 % площади сечения головки рельса на глубине более 5—6 миллиметров, и продольные трещины на глубине 4—5 миллиметров. Рабочая скорость магнитного вагона-дефектоскопа достигает 70 километров в час.
В 2000-х годах идет постепенная замена магнитных и ультразвуковых вагонов на совмещенные, которые объединяют достоинства обоих методов: магнитным методом выявляются дефекты на малых глубинах и не требуется непосредственный контакт с рельсом, ультразвуковым — дефекты глубокого и среднего залегания.

