Министерство образования и науки Российской Федерации
Федеральное государственное бюджетное образовательное
Учреждение высшего образования
«НИЖЕГОРОДСКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ
УНИВЕРСИТЕТ ИМ. Р. Е. АЛЕКСЕЕВА»
АРЗАМАССКИЙ ПОЛИТЕХНИЧЕСКИЙ ИНСТИТУТ (филиал)
Направление подготовки (специальность) 15.03.05. «Конструкторско – технологическое обеспечение машиностроительных производств»
(код и наименование)
____________________________________________________________________________________
Кафедра «Технология машиностроения»
Заведующий кафедрой
___________________ Глебов В.В.
(подпись) (фамилия, и.о.)
______________________________
(дата)
«Разработка управляющей программы обработки детали
"Втулка" (вариант №15) на станке с ЧПУ"
(наименование)
________________________________________________________________________________________________________________
ПОЯСНИТЕЛЬНАЯ ЗАПИСКА
к курсовой работе
(вид документа – курсовой проект, курсовая работа.)
РУКОВОДИТЕЛЬ
________________ Кангин М.В.
(подпись) (фамилия,и.о.)
________________________ (дата)
СТУДЕНТ
___________________ Юдкин А.В.
(подпись) (фамилия, и.о.)
_____________________ ______________
(дата) (группа)
Проект защищен _________________ (дата)
Протокол №____________________________
С оценкой____________________________
___________________________________
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| 3 |
| КР-АПИ-15.03.05(АЗМ 2014-3)-15-17 |
В пояснительной записке рассмотрены вопросы разработки управляющей программы для обработки детали на токарном станке с ЧПУ: разработана операционная карта механизма обработки детали, разработана расчетно технологическая карта обработки детали, разработана карта кодирования информации обработки детали.
Рис. 11 Таб. 2 Библиографии: 5 ГОСТы: 5
Министерство образования и науки Российской Федерации
Федеральное государственное бюджетное образовательное
Учреждение высшего образования
«НИЖЕГОРОДСКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ
УНИВЕРСИТЕТ ИМ. Р.Е. АЛЕКСЕЕВА»
АРЗАМАССКИЙ ПОЛИТЕХНИЧЕСКИЙ ИНСТИТУТ (филиал)
Кафедра _______ Технология машиностроения __________
УТВЕРЖДАЮ
Зав. кафедрой
_________________ Глебов В.В.
«_____» _______________ 20___ г.
ЗАДАНИЕ
на выполнение курсового проекта
по направлению подготовки (специальности)_ 15.03.05 Конструкторско-технологическое обеспечение_____
(код и наименование)
машиностроительных производств______ _________________________________________________________
| Студенту Юдкину А.В. | группы | АЗМ 2014-3 | |
| (Ф.И.О.) | (шифр) | ||
______________________________________________________________________________факультета
1. Тема курсового проекта Разработка Управляющей программы обработки детали на токарном станке_ с ЧПУ ________________________________________________________________________________________ _____________________________________________________________________________________________
_____________________________________________________________________________________________
(утверждена приказом по вузу от _______№______)
2. Срок сдачи студентом законченного проекта«___»_ ___________2017г.
3.Исходные данные к проекту Чертеж детали «Втулка» (вариант №15), технические характеристики станка
YTH- 121100
_____________________________________________________________________________________________
_____________________________________________________________________________________________
_____________________________________________________________________________________________
_____________________________________________________________________________________________
_____________________________________________________________________________________________
_____________________________________________________________________________________________
_____________________________________________________________________________________________
__________________ _________________________________________________________________________
4.Содержание расчетно-пояснительной записки (перечень вопросов, подлежащих разработке)
Введение, р азработка операционной карты механической обработки детали на токарном станке с ЧПУ, _ разработка карты наладки инструмента, обработки детали на токарном станке с ЧПУ, разработкарасчетно-технологической карты обработки детали на токарном станке с ЧПУ, разработка карты кодирования информации обработки детали на токарном станке с ЧПУ, заключение, список литературы, нормативныессылки _______________________________________________________________________
_____________________________________________________________________________________________ _____________________________________________________________________________________________ _____________________________________________________________________________________________ _____________________________________________________________________________________________ _____________________________________________________________________________________________ _____________________________________________________________________________________________ _____________________________________________________________________________________________ _____________________________________________________________________________________________ _____________________________________________________________________________________________ _____________________________________________________________________________________________
5.Перечень графических материалов (с точным указанием обязательных чертежей)
_ не предусмотрена ____________________________________________________________________________
_____________________________________________________________________________________________
_____________________________________________________________________________________________
6. Дата выдачи задания____________________________________________________________________
_____________________________________________________________________________________________
_____________________________________________________________________________________________
7.Основная рекомендуемая литература Технология изготовления деталей на станке с ЧПУ
| Код и содержание | Задание | Проектируемый | Отметка о |
| Компетенции | результат | выполнении | |
| ПК-16 – способность | Разработать | Операционная | |
| осваивать на практике и | управляющую | карта | |
| совершенствовать технологии, | программу обработки | ГОСТ 3-14.04 86, | |
| системы и средства маши - | детали на токарном | карта наладки | |
| ностроительных производств, | станке с ЧПУ. | инструмента | |
| участвовать в разработке и | ГОСТ 3.1105-2015, | ||
| внедрении оптимальных | расчетно-техноло- | ||
| технологий изготовления | гическая карта, | ||
| машиностроительных изделий, | карта кодирования | ||
| выполнять мероприятия по | информации | ||
| выбору и эффективному | ГОСТ 3.1404-86. | ||
| использованию материалов, | |||
| оборудования, инструментов, | |||
| технологической оснастки, | |||
| средств диагностики, | |||
| автоматизации, алгоритмов и | |||
| программ выбора и расчетов | |||
| параметров технологических | |||
| процессов для их реализации. | |||
Руководитель ________________М.В. Кангин
(подпись)
Задание принял к исполнению_____________
(дата)
СтудентА.В. Юдкин
| Формат |
| Поз | Обозначение | Наименование |

Документация
| КР-АПИ-15.03.05(АЗМ 2014-3)-15-17 | Пояснительная записка | |
| Кол-во |
Приме-чание
24 с.
Изм. Лист № докум. Подпись Дата
Разраб. Юдкин А.В.
КР-АПИ-15.03.05(АЗМ 2014-3)-15-17
Лит. Лист Листов
Провер. Кангин М.В.
Реценз.
Н. Контр.
Утверд.
Ведомость
АПИ НГТУ АЗМ 2014-3
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| 5 |
| КР-АПИ-15.03.05(АЗМ 2014-3)-15-17 |
Введение………………………………………………………………… 8
1. Разработка операционной карты механической обработки детали
| на токарном станке с ЧПУ…………………………………………………… | |
| 2.Разработка карты наладки инструмента, обработки детали на | |
| токарном станке с ЧПУ………………………………………………………… | |
| 3.Разработка расчетно-технологической карты обработки детали на | |
| токарном станке с ЧПУ………………………………………………………… | |
| 4.Разработка карты кодирования информации обработки детали на | |
| токарном станке с ЧПУ………………………………………………………. | |
| Заключение………………..……………………………………………. | |
| Список литературы………….…………………………………………. | |
| Нормативные ссылки………..…………………………………………. |
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| 6 |
| КР-АПИ-15.03.05(АЗМ 2014-3)-15-17 |
На машиностроительных предприятиях в настоящее время расширяется использование станков с числовым программным управлением (ЧПУ). Применение станков с ЧПУ обеспечивает автоматическую обработку резанием деталей самой сложной формы, существенное повышение производительности
и качества обработки, а также позволяет реализовать комплексную автоматизацию производства.
Обработка заготовки на станке с ЧПУ производится по командам управляющей программы, которая в числовом выражении задает величину каждого перемещения исполнительных органов. Поэтому работа станка с ЧПУ в принципе невозможна без определенной системы координат, с помощью которой определяются координаты любой точки в пространстве в границах рабочей зоны станка. При этом система ЧПУ станка должна распознавать закодированные координаты характерных точек, с помощью которых описываются движения исполнительных органов станка.
1. Разработка операционной карты механической обработки детали на токарном станке с ЧПУ.
Для разработки операционной карты механической обработки детали «Втулка» (вариант № 15) на токарном станке с ЧПУ нужно:
1) проанализировать рабочий чертеж детали и выбрать метод получения заготовки, размеры и конфигурацию заготовки;
2) выбрать станок, системы координат детали, схемы базирования и закрепления заготовки на всех установках;
3) спроектировать операционный технологический процесс механической обработки детали на токарном станке с ЧПУ;
4) составить операционную карту механической обработки детали по ГОСТ 3.1404-86 (формы 3 и 2а) с картами эскизов по ГОСТ 3.1105-2011 (форма 7а).
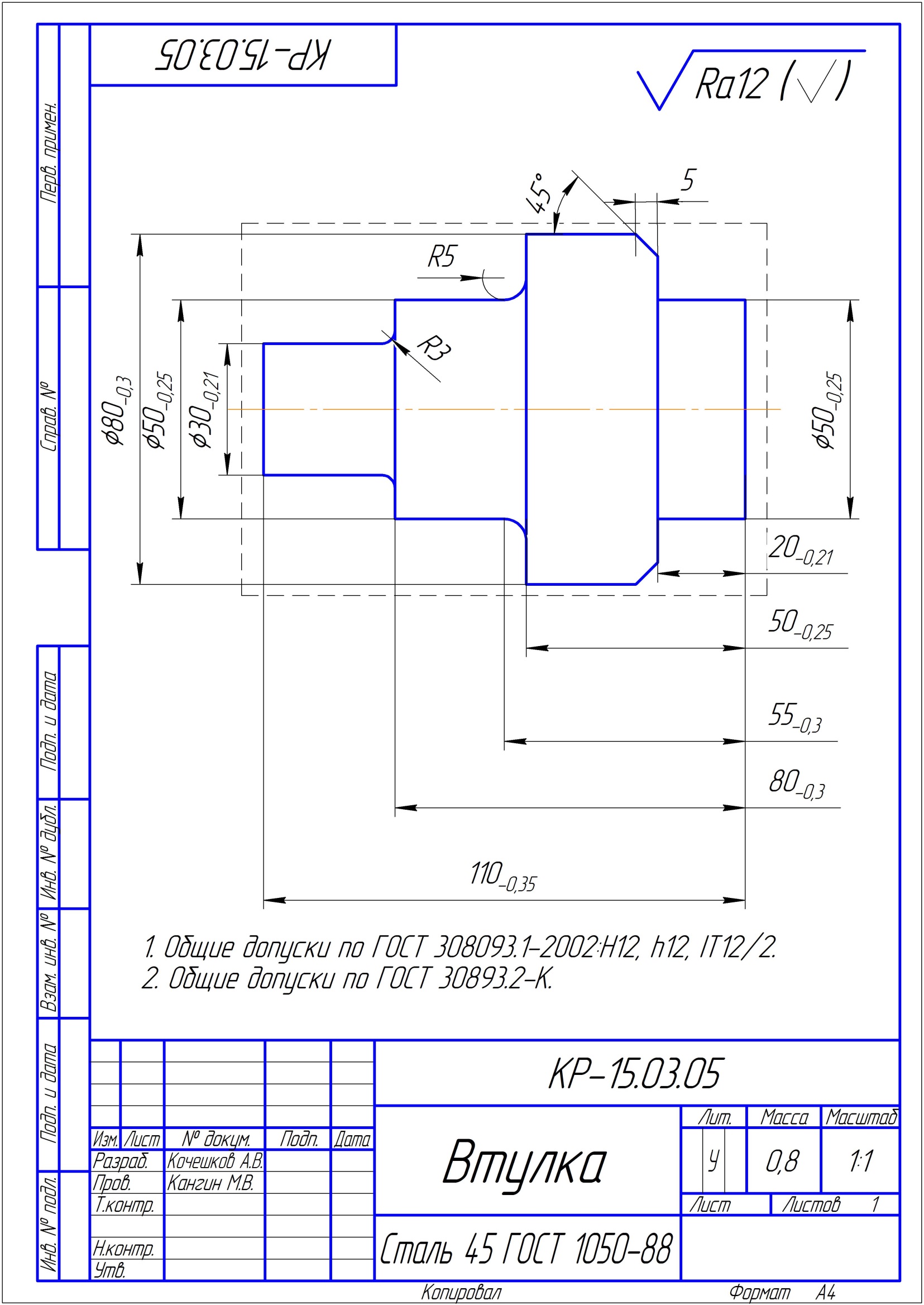
Чертеж детали «Втулка» представлена на рис. 2. Размеры на чертеже детали не требуют пересчета при составлении траекторий движения инструментов.
В качестве заготовки принимается прокат стальной горячекатаный круглый из конструкционной стали диаметром 80мм, длиной 114 мм, обычной точности прокатки В по ГОСТ 2590, из стали 45 ГОСТ 1050-88,
| группы | качестваповерхности1,термическиобработанныйТО: | ||||||
| Круг |
| . | |||||
В качестве станка принимается токарный обрабатывающий центр YTH- 121100. Общий вид и технические характеристики токарного обрабатывающего центра YTH- 121100 приведены на рисунке 1 и в таблице 1.
При обработке заготовок с вылетом до 3 диаметров принимается консольное закрепление. Установка и закрепление в трехкулачковом самоцентрирующем патроне. Базирование заготовки, на обоих установах, по наружному диаметру и торцу. В качестве нулевой точки детали, на обоих установах, принимается точка пересечения торца с осью вращения.
Спроектированный операционный технологический процесс механической обработки детали «Втулка» (вариант № 15) на токарном станке с ЧПУ YTH- 121100, оформленный на операционных картах механической обработки по ГОСТ 3.1404 (формы 3 и 2а) с картами эскизов по ГОСТ 3.1105 (форма 7а) приведены на рисунках 3-5.
Таблица 1. Технические характеристики YTH- 121100
| Наибольший диаметр обработки, мм | |||||
| Макс. диаметр прутковой заготовки, мм | |||||
| Макс. диаметр обточки, мм | |||||
| РМЦ, мм | |||||
| Макс. вес заготовки, кг | |||||
| Быстрые перемещения по оси Х, мм/мин | |||||
| Максимальное перемещение оси Х, мм | |||||
| Макс перемещение по оси Z, мм |
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| 7 |
| КР-АПИ-15.03.05-(АЗМ 2014-3)-15-17 |

Рисунок 1- Общий вид токарного центра SBL 500.
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| 8 |
| КР-АПИ-15.03.05(АЗМ 2014-3)-15-17 |

Рисунок 2- Чертеж детали «Втулка» (вариант 15)
| ГОСТ 3.1404 – 86 Форма 3 | ||||||||||||||||||||||||||||||||||||||||||||||||||||
| Дубл. | ||||||||||||||||||||||||||||||||||||||||||||||||||||
| Взам. | ||||||||||||||||||||||||||||||||||||||||||||||||||||
| Подп. | ||||||||||||||||||||||||||||||||||||||||||||||||||||
| Разраб. | АПИ НГТУ | |||||||||||||||||||||||||||||||||||||||||||||||||||
| Провер. | ||||||||||||||||||||||||||||||||||||||||||||||||||||
| Втулка | ||||||||||||||||||||||||||||||||||||||||||||||||||||
| Н.контр. | ||||||||||||||||||||||||||||||||||||||||||||||||||||
| Наименование операции | Материал | Твердость | ЕВ | МД | Профиль, разм., заготовка | МЗ | КОИД | |||||||||||||||||||||||||||||||||||||||||||||
| Токарная с ЧПУ | Сталь 45 | 220 НВ | 166 | 0,8 | Круг 85х114 | 5,3 | ||||||||||||||||||||||||||||||||||||||||||||||
| Оборудование; устройство ЧПУ | Обозначение программы | То | Тв | Тпз | Тшт | Сож | ||||||||||||||||||||||||||||||||||||||||||||||
| ТОЦ SBL 500; Siemens 840D | - | - | - | - | - | 5% Эт-2 ГОСТ 1975-75 | ||||||||||||||||||||||||||||||||||||||||||||||
| Р | Содержание перехода | ПИ | D или B | L | t | i | S | n | V | |||||||||||||||||||||||||||||||||||||||||||
| А. Установить и закрепить заготовку в приспособлении | ||||||||||||||||||||||||||||||||||||||||||||||||||||
| Т02 | Патрон 254мм | |||||||||||||||||||||||||||||||||||||||||||||||||||
| 1.Точить торец на глубину 2 мм, выдерживая размер 1 | ||||||||||||||||||||||||||||||||||||||||||||||||||||
| Т04 | Державка ISO DSSNR 2020K 12 “Sandvik Coromant”. Пластина ISO SNMG 12 04 16-PR “Sandvik Coromant”. | |||||||||||||||||||||||||||||||||||||||||||||||||||
| Т05 | Резцедержатель правый тип B1-40х25х44 DIN 69880 “BISON-BIALS.A. | |||||||||||||||||||||||||||||||||||||||||||||||||||
| Р06 | 1 | 85 | 80 | 2 | 1 | 0,7 | 3000 | 284 | ||||||||||||||||||||||||||||||||||||||||||||
| 2.Точить наружные поверхности, выдерживая размеры 2, 3 | ||||||||||||||||||||||||||||||||||||||||||||||||||||
| Т08 | Державка ISO DSBNR 2525M 15“Sandvik Coromant”. Пластина ISO SNMG 15 06 16-PR 4325 “Sandvik Coromant”. | |||||||||||||||||||||||||||||||||||||||||||||||||||
| Т09 | Резцедержатель аксиальный VDI правый тип С1-40х25 DIN 69880 “BISON-BIALS.A. | |||||||||||||||||||||||||||||||||||||||||||||||||||
| Т10 | Штангенциркуль ШЦ-I-125-0,1-2 ГОСТ 166-89. | |||||||||||||||||||||||||||||||||||||||||||||||||||
| Р11 |
| |||||||||||||||||||||||||||||||||||||||||||||||||||
| ОК | Операционная карта | |||||||||||||||||||||||||||||||||||||||||||||||||||
Рисунок 3.- Операционная карта (1-й лист)
| ГОСТ 3.1404 – 86 форма 2а | ||||||||||||||||||||||||||||||||||||||||
| Дубл. | ||||||||||||||||||||||||||||||||||||||||
| Взам. | ||||||||||||||||||||||||||||||||||||||||
| Подп. | ||||||||||||||||||||||||||||||||||||||||
| Р | Содержание перехода | ПИ | D или B | L | t | i | S | n | V | |||||||||||||||||||||||||||||||
| 0 01 | Б. Переустановить и закрепить заготовку в приспособлении. | |||||||||||||||||||||||||||||||||||||||
| 0 02 | 3.Точить торец на глубину 2 мм, выдерживая размер 9 | |||||||||||||||||||||||||||||||||||||||
| Т03 | Державка ISO DSSNR 2020K 12 “Sandvik Coromant”. Пластина ISO SNMG 12 04 16-PR “Sandvik Coromant”. | |||||||||||||||||||||||||||||||||||||||
| Т04 | Резцедержатель правый тип B1-40х25х44 DIN 69880 “BISON-BIALS.A. | |||||||||||||||||||||||||||||||||||||||
| Р05 |
| |||||||||||||||||||||||||||||||||||||||
| 4.Точить наружные поверхности, выдерживая размеры 4,5,6,7,8 | ||||||||||||||||||||||||||||||||||||||||
| Т07 | Державка ISO DSBNR 2525M 15“Sandvik Coromant”. Пластина ISO SNMG 15 06 16-PR 4325 “Sandvik Coromant”. | |||||||||||||||||||||||||||||||||||||||
| Т08 | Резцедержатель аксиальный VDI правый тип С1-40х25 DIN 69880 “BISON-BIALS.A. | |||||||||||||||||||||||||||||||||||||||
| Т09 | Штангенциркуль ШЦ-I-125-0,1-2 ГОСТ 166-89. Радиусный шаблон набор №1 ТУ2-034-228-87 | |||||||||||||||||||||||||||||||||||||||
| Р10 |
| |||||||||||||||||||||||||||||||||||||||
| ОК | Операционная карта | |||||||||||||||||||||||||||||||||||||||
Рисунок 4.- Операционная карта (2-й лист)
| ГОСТ 3.1105 Форма 7а | ||||||||||||||||||||||||||||||||||||||||||
| Дубл. | ||||||||||||||||||||||||||||||||||||||||||
| Взам. | ||||||||||||||||||||||||||||||||||||||||||
| Подпись | Изм. | Лист | N докум | Подпись | Дата | |||||||||||||||||||||||||||||||||||||
| Втулка(вариант №6) | - | |||||||||||||||||||||||||||||||||||||||||
 
| ||||||||||||||||||||||||||||||||||||||||||
| КЭ | ||||||||||||||||||||||||||||||||||||||||||
Рисунок 5.- Карта эскизов
2.
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| 13 |
| КР-АПИ-15.03.05(АЗМ 2014-3)-15-17 |
Для разработки карты наладки инструмента механической обработки детали «Втулка» (вариант №15) на токарном станке с ЧПУ нужно:
1) вычертить на карте эскизов обрабатываемую деталь в рабочем положении с указанием опор и зажимов, а также координатных осей;
2) вычертить на карте эскизов инструментальные блоки с указанием вылета инструмента из резцедержателя;
3) составить карту наладки инструмента по ГОСТ 3.1404-86 (форма 4) и карты эскизов по ГОСТ 3.1105-2011 (форма 7а).
На токарном обрабатывающем центре YTH-121100 используется конструкция системы крепления инструментальных блоков к револьверной головке по стандарту VDI40 DIN 69880. Инструментальные блоки располагаются в гнездах револьверной головки согласно схеме помех инструмента (toolinterferencediagram)
Используемый на 1 и 3 переходах инструмент с призматической державкой Т-Max®Рдля точения ISO DSSNL 2525M16 и режущей пластиной для точения ISO SNMG 12 04 16-PR 4325 устанавливается в резцедержатель VDI правый тип В1-40х25х44 DIN 69880.
Используемый на 2 и 4переходах инструмент с призматической державкой Т-Max®Р для точения ISO DCLNL 2525M 16 и режущей пластиной для точения ISO CNMG 16 06 16-PR 4325 устанавливается в аксиальный резцедержатель VDI правый тип C1-40х25 DIN 69880.
Составленная карта наладки инструмента, при обработке детали «Втулка» (вариант №15), на токарном станке С ЧПУ, оформленная по ГОСТ 3.1404 (форма 4) с картами эскизов по ГОСТ 3.1105 (форма 7а) приведена на рисунках 6-8.
|
Рисунок 6.- Карта наладки инструмента
| ГОСТ 3.1105 Форма 7а | ||||||||||||||||||||||||||||||||||||||||||
| Дубл. | ||||||||||||||||||||||||||||||||||||||||||
| Взам. | ||||||||||||||||||||||||||||||||||||||||||
| Подпись | Изм. | Лист | N докум | Подпись | Дата | |||||||||||||||||||||||||||||||||||||
| Втулка(вариант №6) | - | |||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||
| КЭ | ||||||||||||||||||||||||||||||||||||||||||
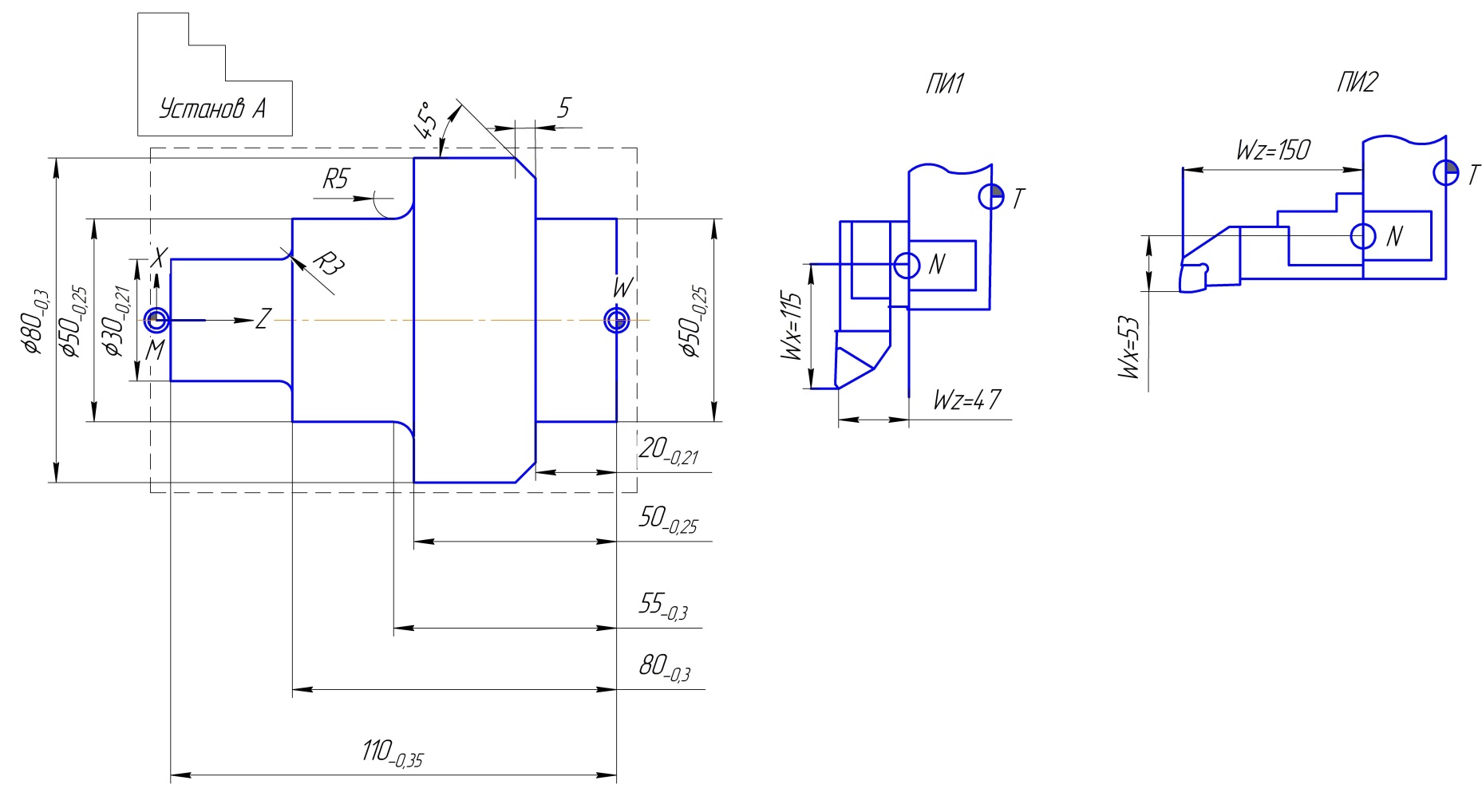
Рисунок 7.- Карта эскизов (установ А)
| ГОСТ 3.1105 Форма 7а | ||||||||||||||||||||||||||||||||||||||||||
| Дубл. | ||||||||||||||||||||||||||||||||||||||||||
| Взам. | ||||||||||||||||||||||||||||||||||||||||||
| Подпись | Изм. | Лист | N докум | Подпись | Дата | |||||||||||||||||||||||||||||||||||||
| Втулка(вариант №6) | - | |||||||||||||||||||||||||||||||||||||||||

| ||||||||||||||||||||||||||||||||||||||||||
| КЭ | ||||||||||||||||||||||||||||||||||||||||||
Рисунок 8.- Карта эскизов (установ Б)
3.
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| 17 |
| КР-АПИ-15.03.05(АЗМ 2014-3)-15-17 |
Для определения траектории движения режущих инструментов и разработки расчетно-технологических карт обработки детали «Втулка» (вариант № 15) на токарном станке с ЧПУ YTH-121100 нужно:
1) выбрать исходное положение точки (и.т.) траектории относительно начала координат детали;
2) спроектировать траектории движения режущих инструментов (траектории движения каждого инструмента нанести на карту эскизов ГОСТ 3.1105-2012 (форма 7а);
3) рассчитать координаты опорных точек траектории и занести их в таблицу рядом с траекторией движения режущих инструментов на карты эскизов ГОСТ 3.1105-2012 (форма 7а);
Положение исходной точки траектории, относительно начала координат детали, принимается по координатам х=250, у=250, что обеспечивает смену режущего инструмента (поворот инструментального диска револьверной головки с закрепленными