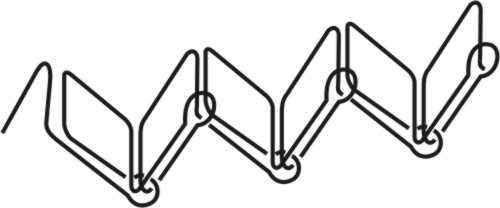
При изготовлении швейных изделий наибольший процент приходится на машинные строчки, т. к. они имеют красивый внешний вид, прочны и эластичны, а главное, на их выполнение требуется меньше времени.Машинные стежки, выполняемые на швейных машинах, отличающихся по конструкции и назначению, разделяются на челночные и цепные (рисунок4.7)[20, с. 23–26]. Характеристика машинных стежков и строчек представлена в таблице 4.1.
Челночные стежки состоят из двух ниток: верхней – нитки иглы и нижней– нитки челнока. Верхняя и нижняя нитки переплетаются обычно внутри сшиваемых материалов и образуют на их поверхности непрерывный ряд отрезков ниток. Цепные стежки образуются введением в петлю игольной нитки петли этой же нитки (однониточные) или петель нижней нитки петлителя (двух-, трехниточные и т. д.). С лицевой стороны материала эти стежки напоминают челночные, а с изнаночной стороны – цепочки петель. Узел переплетения ниток в цепных стежках всегда располагается с изнаночной стороны материала.
| Стежки |
| Челночные Класс 300 |
| Цепные |
| Сквозные |
| Сквозные |
| Потайные |
| Обметочные Класс 500 |
| Двухниточные Класс 400 |
| Однониточные Класс 100 |
| Однониточные Класс 100 Тип 103 |
| Однониточные Тип 501 |
| Трехниточные Тип 504 |
| Двухниточные Тип 503 |
| Двухниточные Класс 300 |
| Трехниточные Класс 300 |
Рисунок 4.7 – Виды машинных стежков (классы и типы)
Т а б л и ц а 4.1 – Характеристика машинных стежков
| Наименование стежка, | Наименование строчки, тип стежка | Схема образования стежка | Характеристика стежка | Область применения |
| Челночные | Стачивающая, |

| Однолинейная выполняется на одноигольной машине; двухлинейная или многолинейная выполняется на двухигольной или многоигольной машине. | Для соединения деталей и прокладывания отделочных строчек. |
| Зигзагообразная, |

| Нитки на поверхности материала располагаются по зигзагу. Строчка выполняется на машинах, в которых игла кроме движений вверх и вниз совершает отклонения поперек строчки. | Для обработки срезов, обметывания петель, пришивания пуговиц и на других операциях. | |
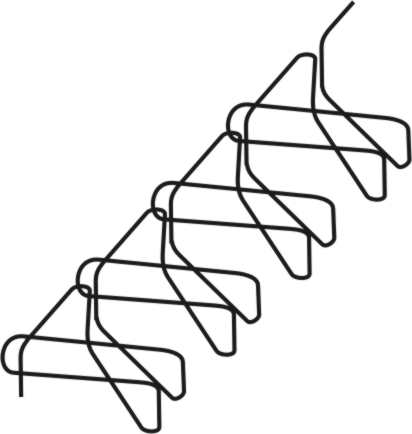
| Цепные | Однониточная стачивающая, |

| Стежки образованы одной нитью иглы (1), петлю которой протягивают сквозь материал со стороны иглы и закрепляют однониточным межпетельным соединением с другой стороны. | Для временного соединения деталей одежды (выметывания краев деталей) |
|
|
Продолжение таблицы 4.1.
| Наименование стежка | Наименование строчки, тип стежка | Схема образования стежка | Характеристика стежка | Область применения |
| Цепные | Двухниточная стачивающая, | 
| Стежки образованы нитью иглы (1) и нитью петлителя (2). Петлю нити 1 протягивают со стороны иглы сквозь материал и одну петлю нити 2, расположенную с другой стороны материала. Затем ее закрепляют многониточным межпетельным соединением со второй петлей нити 2 | Для соединения деталей, окантовывания срезов деталей и др. |
| Однониточная зигзагообразная, |
| Стежки образованы одной нитью иглы, петлю которой проводят через материал со стороны иглы и закрепляют однониточным межпетельным соединением с другой стороны | Для пришивания пуговиц на полуавтоматах и обметывания петель | |
| Однониточная потайная, |

| Стежки образованы одной нитью иглы, петлю которой вводят в материал со стороны иглы, протягивают сквозь часть материала и выводят со стороны иглы, где ее закрепляют однониточным межпетельным соединением в точке следующего ввода иглы | Для подшивания краев деталей и низа изделия, выстегивания деталей |
Продолжение таблицы 4.1.
|
|
| Наименование стежка | Наименование строчки, тип стежка | Схема образования стежка | Характеристика стежка | Область применения | |||
| Цепные | Однониточная обметочная, |
| Стежки образуются путем проведения петли игольной нитки через материал на небольшом расстоянии от среза обрабатываемой детали (3–5 мм в зависимости от толщины материала) и обметывания среза той же петлей. Закрепление на материале каждой предыдущей петли выполняется при последующем прокалывании материала иглой и проведении через него новой петли | Для сшивания меховых шкурок | |||
| Двухниточная обметочная, | 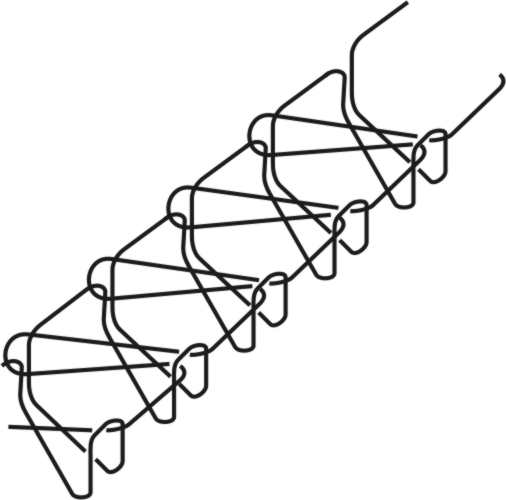
| Стежки образованы одной нитью иглы (1) и нитью петлителя (2). Петлю нити 1 протягивают через уже проложенную на материале со стороны иглы петлю нити 2 и сквозь материал. Петлю нити 1 обводят вокруг кромки материала, где ее закрепляют многониточным межпетельным соединением со второй петлей нити 2. Петлю нити 2 перемещают в точку следующего прокола иглы | Для обметывания срезов деталей | ||||
Продолжение таблицы 4.1.
| Наименование стежка | Наименование строчки, тип стежка | Схема образования стежка | Характеристика стежка | Область применения | ||||
| Цепные | Трехниточная обметочная, |

| Стежки состоят из петель трех нитей: одной игольной и двух нитей петлителей. Образуется такой стежок путем последовательного проведения в петлю 1 игольной нитки петли 2 нитки первого петлителя и в эту петлю петли 3 нитки второго петлителя машины. Петля 3 обводится вокруг среза обрабатываемого материала и закрепляется на лицевой стороне его новой игольной петлей | Для стачивания деталей и обметывания их срезов | ||||
| Четырехниточный двухлинейный стачивающее-обметочный |

| Стежок образован двумя нитями иглы (1 и 2) и двумя нитями петлителя (3 и 4). Петли нитей 1 и 2 протягивают через уже проложенную на материале со стороны иглы петлю нити 3 и сквозь материал. Петлю нити 1 перемещают в точку появления петли нити 2. Петли нитей 1 и 2 закрепляют многониточным межпетельным соединением с петлей нити 4 в этой точке. Петлю нити 4 обводят вокруг кромки материала, где ее закрепляют многониточным межпетельным соединением с петлей нити 3. Петлю нити 3 перемещают в точку следующих проколов иглы | Для прочного стачивания и обметывания деталей из рыхлых, легкоосыпа- ющихсяма- териалов |
При образовании челночных и цепных стежков на швейных машинах происходит прокалывание материалов иглой с ниткой, вдетой в ушко, образование петли из нитки иглы, переплетение и затягивание ниток стежка, продвижение материала на длину стежка.Количество этапов технологического процесса образования различных машинных стежков зависит от типа стежка, класса швейной машины и ее особенностей.
Ниточныешвы
Выбор внешнего вида и конструкции шва зависит от изделия, назначения шва и материала [8, 13, с. 70–71; 20, с. 26–32;]. Основными параметрами, характеризующими конструкцию шва, являются: припуск на шов – расстояние от строчки до среза соединяемых деталей; расстояние от строчки до подогнутого среза; расстояние между строчками. Припуск на шов зависит от осыпаемости нитей из срезов ткани, способов закрепления срезов (обметывание и т. п.), конструкции швов. Расстояние от строчки до подогнутого среза зависит от модели и назначения шва. Расстояние между параллельными строчками зависит от материала, требований к обработке конкретных деталей одежды.
К машинным швам предъявляются высокие промышленные и потребительские требования.К потребительским требованиям относят внешнее оформление шва, ровноту строчки, ширину шва, равномерность частоты стежков, плотность их затягивания, цельность строчки, отсутствие слабины или натянутости материала по линии шва, прочность и др.Промышленные требования к швам определяют расход материала на швы (припуски на швы и подгиб), трудоемкость выполнения.
Качество выполнения швов зависит от соблюдения технических условий: ширины шва, количества строчек и расстояния между ними, частоты стежков, затягивания их в строчке, номера ниток и игл.
В зависимости от конструкции и назначения ниточные швы делят на соединительные, краевые и отделочные.
Соединительные швы
К соединительным швам относятся: стачной, расстрочной, настрочной, накладной и бельевые швы (рисунок 4.8).
| Соединительные швы |
| Стачные |
| Настрочные |
| Накладные |
Рисунок 4.8 – Виды соединительных швов
Стачные швы применяют для соединения боковых, плечевых и других срезов деталей. Две детали складывают лицевыми сторонами внутрь, уравнивают срезы и соединяют строчкой на машине со специальной линейкой или лапкой с направителем, на расстоянии от края, зависящем от назначения шва. Стачивание выполняют со стороны детали, имеющей вогнутые срезы, рассеченные углы, сборки и т. п.
Стачные швы могут быть обработаны: взаутюжку, заутюживая срезы шва в одну сторону (рисунок4.9а); вразутюжку с предварительным обметыванием срезов, при этом срезы шва разутюживают, раскладывая припуски швов в разные стороны (рисунок4.9б); на ребро, приутюживая срезы не отгибая (рисунок 4.9 в). Стачивание может быть выполнено с одновременным или последующим обметыванием двух срезов.

а б в
Рисунок 4.9 – Виды стачных швов: а –стачной взаутюжку;
б –стачнойвразутюжку; в – стачной на ребро
Расстрочные швы применяют для соединения деталей и закрепления швов в изделиях из материалов,трудно поддающихся влажно-тепловой обработке, а также для отделки и соединения частей переда и спинки, клиньев юбки и т.д. (рисунок 4.10).

Рисунок 4.10 – Расстрочной шов
Настрочные швыприменяют для соединения боковых, плечевых срезов, частей переда, спинки, юбки, рукавов. Настрочные швы бывают с двумя открытыми срезами (рисунок 4.11 а) и с одним закрытым срезом (рисунок 4.11 б). Для выполнения настрочного шва с одним закрытым срезом нижнюю деталь выпускают относительно верхней на ширину отделочной строчки плюс 0,4…0,7 см в изделиях пальтово-костюмного ассортимента и 0,7…1 см в изделиях платьево-блузочного ассортимента и стачивают на расстоянии 0,5 см от среза верхней детали. Затем срезы шва отгибают в сторону меньшего и закрепляют отделочной строчкой.

а б
Рисунок4.11 –Настрочные швы: а –с открытыми срезами;
б – с одним закрытым срезом
Накладные швы бывают с открытыми и закрытыми срезами. Накладные швыс открытыми срезами (рисунок4.12 а) применяют для стачивания составных частей прокладочных деталей в одежде. Накладные швы с закрытыми срезами (рисунок4.12 б) применяют для соединения кокеток, накладных карманов и других деталей с основными.

а б
Рисунок4.12 – Накладные швы: а –с открытыми срезами;
б–с закрытыми срезами
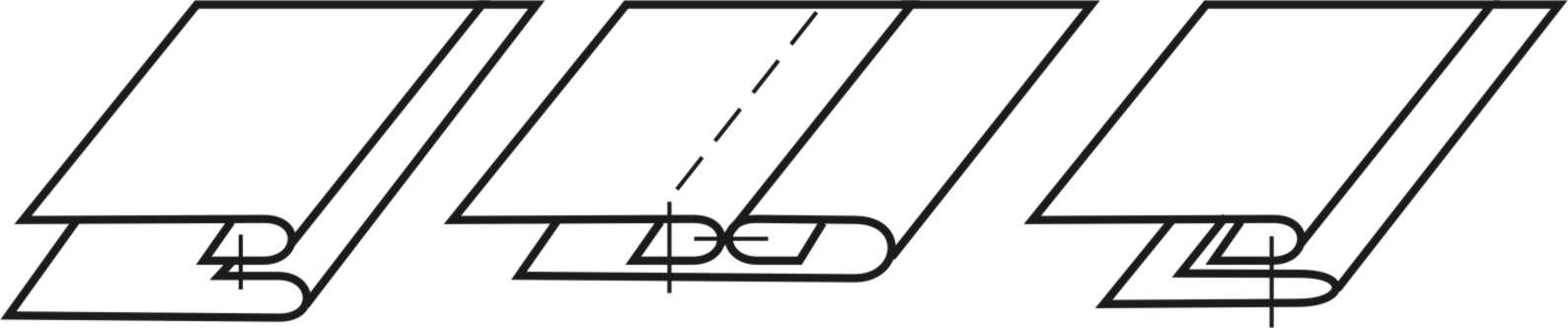
Шов встык (рисунок4.13 а) применяют для соединения деталей из прокладочных или неосыпаемых материалов (например из натуральной и искусственной кожи).
Запошивочные (рисунок 4.13 б) и двойные (рисунок. 4.13 в) швы применяют при изготовлении белья, спецодежды, и костюмов без подклада.
При выполнении запошивочного шва детали складывают лицевыми сторонами внутрь, выпуская срез нижней детали на ширину шва плюс 0,1…0,2 см, огибают нижней деталью срез верхней детали и стачивают на расстоянии 0,1…0,2 см от среза. Затем детали раскладывают в разные стороны, шов отгибают на сторону, закрывая меньший срез, и прокладывают вторую строчку на расстоянии 0,1…0,2 см от подогнутого края. Для выполнения двойного шва детали складывают изнанкой внутрь и стачивают на расстоянии 0,3…0,4 см от срезов, затем стачанные детали вывертывают, складывают лицевыми сторонами внутрь, шов выправляют и стачивают второй строчкой на расстоянии 0,5…0,7 см от края.

а б в г
Рисунок 4.13 – Соединительные швы: а –встык; б–запошивочный;
в– двойной; г–взамок
Шов взамок (рисунок4.13 г) выполняется на двухигольной машине. Применяют его при изготовлении белья.
Краевые швы
Краевые швы можно разделить на окантовочные, вподгибку и обтачные (рисунок4.14). Их применяют при обработке воротников, горловины, бортов, пройм в целях предохранения их срезов от осыпания и для отделки.
При обработке краев бортов, воротников, клапанов применяют обтачные швы в кант. После обтачивания, детали вывертывают на лицевую сторону, выметывают, образуя кант из одной детали шириной 0,1 – 0,3 см (рисунок4.15 а).
Обтачной шов со сложной рамкой применяют при обработке карманов (рисунок4.15 б). При обработке обтачных петель и карманов применяют обтачной шов в простую рамку (рисунок4.15 в).
Шов вподгибку выполняют с открытым и закрытым срезом. Шов вподгибку с открытым срезом (рисунок4.16 а) применяют при обработке внутренних краев подбортов, обтачек горловины, проймы, низа изделия и рукавов, а также краев отделочных деталей (воланов, оборок, рюшей). Шов вподгибку с закрытым срезом применяют в изделиях платьево-блузочного ассортимента при обработке низа (рисунок4.16 б).
| Краевые швы |
| Обтачные |
| Вподгибку |
| Окантовочные |
Рисунок4.14 – Виды краевых швов
а б в
Рисунок 4.15 – Виды обтачных швов: а – в кант;
б – со сложной рамкой; в – в простую рамку
Низ изделий может быть подшит на специальной машине потайного стежка с предварительным обметыванием или подгибом обрезного края внутрь (рисунок4.16в).
В изделиях с подкладом при обработке низа изделия и рукавов применяют шов вподгибку с притачнымподкладом (рисунок4.16 г).
Окантовочные швы различают трех видов: с открытым срезом, с закрытыми срезами, окантованные тесьмой.
Окантовочный шов с открытым срезом (рисунок4.17 а) применяют для отделки срезов основных деталей и предохранения их от осыпания.

а б в г
Рисунок 4.16 – Краевые швы вподгибку: а – с открытым срезом;
б – с закрытым срезом; в –выполненный на машине потайного стежка;
г– с притачным подкладом

а б в г
Рисунок 4.17. Окантовочные швы: а – с открытым срезом; б – с закрытыми срезами, выполняемый на машине без приспособления; в – с закрытыми срезами, выполняемый на машине с приспособлением; г – тесьмой
Окантовочный шовс закрытыми срезами выполняют одной строчкой на машине со специальным приспособлением (рисунок4.17 в), которое позволяет обогнуть срез детали полоской ткани с подгибом ее обрезных срезов внутрь. При отсутствии приспособления шов выполняют двумя строчками (рисунок4.17 б). Полоску для окантовывания притачивают, располагая ее с изнанки основной детали лицевой стороной вниз, уравнивая срезы. Притачанную полоску отвертывают на лицевую сторону детали, полоской огибают шов. Срез полоски подгибают внутрь так, чтобы подогнутый край перекрывал строчку притачивания полоски, и настрачивают на расстоянии 0,1 см от подогнутого края полоски.При обработке прямых срезов деталей окантовочный шов с закрытыми срезами иногда выполняют одной строчкой на машине без приспособления, но с предварительным заутюживанием срезов полоски. Полоска ткани для окантовывания должна быть шириной 2…2,5 см.
Окантовочный шов с закрытым срезом может быть обработан сложенной вдвое полоской. Такой шов применяют для обработки горловины, пройм и в качестве отделки. При изготовлении изделий иногда применяют окантовку специальной тесьмой (рисунок4.17 г). Например, при обработке срезов швов в изделиях из шерстяных тканей тесьму складывают вдоль по длине так, чтобы ее нижний край выходил относительно верхнего на 0,1…0,2 см, и приутюживают. Внутрь подготовленной тесьмы вкладывают срез детали и прокладывают строчку по верхнему краю тесьмы на расстоянии 0,1 см от края, при этом второй край тесьмы должен обязательно попадать под строчку.
Отделка деталей
Отделка играет важную роль в художественном оформлении одежды и обеспечивает индивидуальность заказов. Кроме того, она является одновременно самостоятельным видом услуг. Особое значение отделка приобретает при обновлении одежды[15, с. 53–56; 20, с. 90–104].
Видыотделочныхшвов
По способу изготовления отделки условно можно разделить на три группы.
К первой группе относятся отделки, выполняемые непосредственно на поверхности деталей одежды, и отделки, заменяющие частично участки в деталях или целые детали одежды.
Ко второй группе относят отделки, обеспечивающие объемную форму изделия и отдельных деталей его.
К третьей группе относят дополнительные аксессуары к одежде.
К отделкам, выполненным на поверхности деталей одежды, относят отделочные строчки и швы, вышивки, аппликации, настроченную тесьму, шнур и др. Отделочные строчки с криволинейным контуром выполняют по намеченным линиям, остальные – с использованием спецприспособлений в виде лапки с направляющей линейкой или откидной направляющей линейки.
К отделочным швам относят рельефные швы, швы с кантом и складки (рисунок 4.18).
| Отделочные швы |
| Рельефные |
| С кантом |
| Складки |
Рисунок 4.18 – Виды отделочных швов
Вытачные отделочные швы выполняются на одной детали (рисунок4.19). Их применяют для отделки деталей переда, спинки, рукавов, накладных карманов в женской и детской одежде. Для выполнения вытачного шва на изнанке детали наносят линии шва, перегибают материал по этой линии и застрачивают ее около перегиба на расстоянии 1,5–2 мм, подкладывая снизу полоску материала (рисунок4.19 а). Шов разутюживают (рисунок4.19 б) или дополнительно заутюживают и выполняют отделочную строчку с лицевой стороны детали, если она требуется по модели (рисунок4.19 в).
Рельефные швы используют двух видов – застрочные и выстрочные.

а б в
Рисунок 4.19 –Вытачные отделочные швы
Застрочной рельефный шов получают застрачиванием перегнутого на лицевую сторону материала на расстоянии 1,5 – 2 мм от края перегиба (рисунок4.20 а). Для получения выстрочного рельефного шва выполняют две параллельные строчки с расстоянием между ними 5 мм, подкладывая снизу ватин или мягкий драп (рисунок 4.20 б). Для большей рельефности шва снизу подкладывают подкладочную ткань и между строчками продергивают шнур (рисунок 4.20 в). Выстрочные швы со шнуром могут быть выполнены на специальной машине без подкладывания полоски ткани. Их можно также выполнять на стачивающей машине с помощью однорожковой лапки или лапки для застрачивания шнура (с пазом в подошве). При применении двухигольной машины с одним петлителем или челноком выпуклость шва получают и без шнура. Для этого на игольной пластине делают выступ, а в подошве лапки – паз для выгибания материала в процессе образования строчки (рисунок4.20 г).

а б в г
Рисунок 4.20 – Рельефные швы: а – вытачной; б – выстрочной;
в – выстрочной со шнуром; г – выстрочной без шнура
Швы с кантом бывают стачными, настрочными и обтачными.
Стачной шов с кантом (рисунок4.21) применяют в форменной одежде (например в боковом шве брюк). Для выполнения этого шва полоску для канта складывают вдвое изнанкой внутрь, накладывают на одну из основных деталей, закрывают другой основной деталью, срезы уравнивают и стачивают с помощью специального приспособления на расстоянии, указанном в технических условиях (рисунок 4.21 а).


а б
Рисунок4.21 – Стачной шов с кантом, выполненный:
а – одной строчкой; б – двумя строчками
При отсутствии специального приспособления полоску, сложенную вдвое, сначала притачивают к одной из деталей, расположив ее с лицевой стороны. Затем две основные детали складывают лицевыми сторонами внутрь и стачивают, прокладывая строчку в шов притачивания полоски или на расстоянии 0,1 см от него (рисунок 4.21 б).
Накладной шов с кантом выполняют с помощью специального приспособления, вкладывая полоску отделочной ткани между двумя основными деталями, выпуская кант на определенную моделью величину (рисунок4.22 а). При отсутствии специального приспособления полоску для канта, сложенную вдвое, сначала притачивают к нижней детали на расстоянии от сгиба, равном ширине канта плюс ширина шва настрачивания, а затем накладывают вторую деталь с подогнутым изаметанным или заутюженным срезом и настрачивают (рисунок4.22 б).
Обтачной шов с кантом (рисунок 4.23) выполняют так же, как и стачной шов с кантом, но при обтачном шве детали вывертывают на лицевую сторону, располагая кант на сгибе. В женских платьях можно применять швы с двойным кантом из материалов различных цветов.
Складки являются одной из разновидностей швов. Складки проектируют на основных деталях изделия для обеспечения свободы движения и одновременно для прилегания изделия по фигуре, а также как фасонные линии. Складки делятся на простые и сложные, отделочные и соединительные, односторонние, встречные, бантовые.
Простые односторонние – это складки, у которых все сгибы с лицевой стороны направлены в одну сторону, а с изнанки – в другую. Ширина складки зависит от модели. Если складка одна, она может иметь глубину от 4 до 8 см. При раскрое деталей делают припуск, равный удвоенной ширине складки. Так, если ширина складки равна 4 см, то припуск должен быть 8 см.
Отделочные складки получают из одной детали (рисунок 4.24 а, б). При изготовлении этих складок материал перегибают и складку сметывают по предварительно нанесенным линиям (рисунок 4.24 в). Строчку заканчивают в поперечном направлении по прямой или овальной линии. Складки заутюживают, при необходимости прокладывают отделочную строчку.
Соединительные односторонние и двусторонние складки изготавливают из двух соединяемых вместе деталей (рисунок4.25 а, б). Эти складки применяют, когда они имеют большуюглубину, и когда складка располагается на небольшом участке детали, где использование отделочной складки вызывает излишний расход материала. Например, когда складка расположена на небольшом участке внизу спинки, а выше складки спинка имеет соединительный шов со значительно меньшим припуском материала, чем для складки. При изготовлении соединительных складок детали складывают ровно по середине и сметывают так же, как и в отделочных складках (рисунок 4.25 в). Полученный шов разутюживают или заутюживают, стачивают припуски односторонней складки.

а б
Рисунок 4.22 – Накладной шов с кантом, выполненный:
а – одной строчкой; б – двумя строчками

а б
Рисунок 4.23 – Обтачной шов с кантом,выполненный:
а – одной строчкой; б – двумя строчками
а б в
Рисунок4.24 – Простые отделочные складки: а – односторонние;
б – двусторонние; в – сметывание складки по намеченной линии

а б в
Рисунок 4.25 – Простые соединительные складки: а – односторонние;
б – двусторонние; в – сметывание складки по намеченной линии
В двусторонней складке под нестачанную часть складки к припускам притачивают дополнительную деталь, предварительно обметанную по верхнему краю (рисунок 4.26 а). Швы притачивания обметывают.
Отделочные заутюженные складки на детали заметывают по намеченным линиям, приутюживают и застрачивают строчкой по линии соединения детали со складками с другими деталями (рисунок 4.26 б).
Встречные (двусторонние) складки – это складки, у которых сгибы с лицевой стороны направлены друг к другу, а с изнанки – в противоположные стороны (рисунок4.27 а). Встречную складку размечают с изнанки тремя линиями – средней, боковой (линией наружных сгибов) и линией, определяющей конец стачивания. При раскрое деталей на складку делают припуск, равный глубине одного сгиба, умноженной на четыре. Для образования складки деталь перегибают по намеченной средней линии лицевой стороной внутрь и сметывают по боковой линии, а затем стачивают до линии, определяющей конец строчки. Припуск на складку располагают на обе стороны строчки стачивания так, чтобы намеченная средняя линия находилась строго по шву стачивания, и приутюживают.


а б
Рисунок4.26 – Складки: а – двусторонняя соединительная складка;
б – отделочные заутюженные складки
Бантовые складки представляют собой изнаночную сторону встречной складки или две односторонние складки, у которых сгибы с лицевой стороны направлены в противоположные стороны и образуют бант (рисунок4.27 б).

а б
Рисунок 4.27 – Простые складки: а – встречная складка; б – бантовая складка
Сложные складки бывают отделочные и соединительные; они отличаются крутыми изгибами линий перегибов материала.
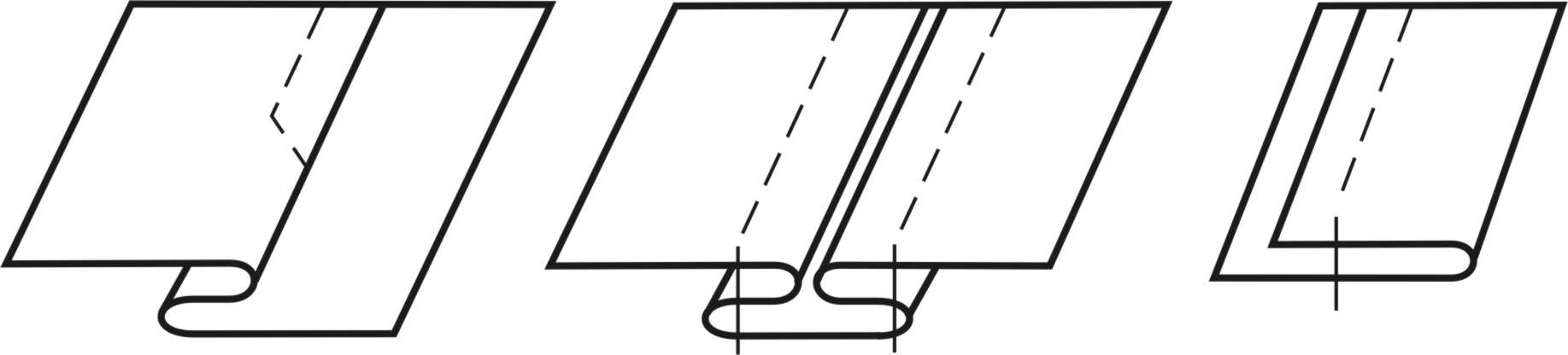
Сложная отделочная складка изготовляется из одной целой детали (рисунок4.28 а). На лицевой стороне детали размечают линии внутренних 1(рисунок4.28 б) и внешних 2 перегибов материала и выполняют стачивающую строчку по линии внутреннего перегиба, подкладывая снизу полоску материала. Далее складку заметывают, перегибая материал по линии 2(рисунок4.28 в), приутюживают и выполняют отделочную строчку.

а б в
Рисунок4.28 – Сложная отделочная складка: а – из одной целой детали; б – разметка линии внутренних (1) и внешних (2) перегибов материала; в – заметывание складки, перегибая по линии (2)

| Сложные соединительные складки получают из двух деталей (рисунок 4.29). Край верхней детали заметывают и приутюживают. Затем верхнюю деталь наметывают на нижнюю и выполняют отделочную строчку или настрачивают ее без наметывания. Плиссе и гофре выполняют ручным и машинным способами. При ручном способе предварительно изготовляют форму из плотной бумаги, на которой размечают и заклады- | |
| Рисунок 4.29 – Сложная соединительная складка |
вают складки. Деталь укладывают между двумя формами и закладывают складки вместе с бумагой. Форму с деталью укладывают на подушку пресса и прессуют[11, с. 203–207].После прессования с изнанки временно скрепляют полученные складки клеевой кромкой (рисунок4.30). По верхнему краю складки скрепляют стачивающей строчкой.

Рисунок4.30 – Складки плиссе, выполняемые ручным способом
При машинном способе применяют плиссировочные машины различных марок. В машинах сгибание материала осуществляется с помощью ножа 2(рисунок 4.31) или пары ножей. Материал 3 зажимается,образуя складку, и подается к рабочим валам 1. При повороте валов 1 сложенный в складку материал 3 захватывается, а нож 2 в это время отходит в первоначальное положение.Под действием нагретых до определенной температуры валов и давления, создаваемого ими, происходит образование складок. Аналогично устроены и гофрировочные машины.
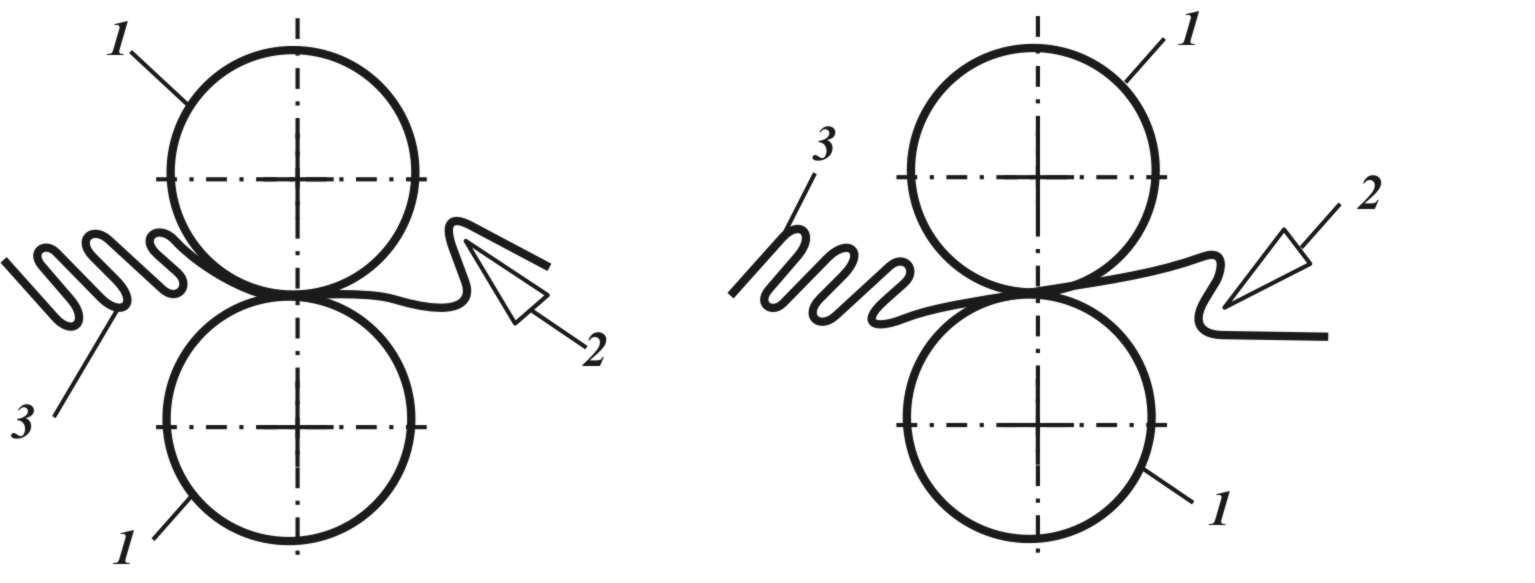
Рисунок4.31 – Схема процесса образования складок
на плиссировочных машинах
Используют плиссировочные машины «Рабо-75» (ФРГ). Это автомат, на котором рисунок складок задается перфорационной лентой. Машина предназначена для плиссирования тканей и трикотажных полотен из натуральных, искусственных и синтетических волокон и их смесей, а также пластических пленок, бумаги и других материалов. На машине можно получить более 30 видов непрерывных и групповых складок плиссе. Машина работает с частотой вращения валов от12 мин-1до 80 мин-1, что позволяет получать складки желаемых размеров.
Буфы в отличие от обыкновенных сборок образуют не по краю детали, а на самой детали. Буфы – это объемный вид отделки, выполненный с помощью строчек, закрепляющих сборки материала [15, с. 72]. В зависимости от конструкции буфы могут быть обыкновенные, со шнуром и вафельные (рисунок4.32) [11, с.194–198].
При изготовлении обыкновенных буф (рисунок4.32 а) деталь строчат по намеченным линиям с помощью специальной лапки для сборок. Образовавшиеся сборки равномерно распределяют по всему участку детали и застрачивают складки в концах строчек буф. С изнаночной стороны прикрепляют прокладку из основного материала.


а б


в г
Рисунок 4.32 – Отделка деталей буфами: а – обыкновенные буфы; б – буфы со складками или защипами; в – буфы со шнуром; г – вафельные буфы
При выполнении буф со шнуром(рисунок4.32 в) деталь строчат с лицевой стороны по намеченным линиям, подкладывая снизу шнур и полоску другого материала. Шнур втачивают с помощью специальной лапки, имеющей в подошве паз. Материал стягивается на шнур, образуя сборки. Заключительной операцией является закрепление концов шнура.
Вафельные буфы (рисунок4.32 г) намечают с лицевой стороны детали долевыми и поперечными линиями. Материал скрепляют ручными стежками согласно рисунку буф, делая по 4 – 5 стежков в каждой закрепке.
Воланы и оборки (рисунок4.33 а, б) по отлетному краю обрабатывают различными способами в зависимости от вида материала и фасона. Оборки и воланы соединяют с основными деталями стачным, накладным или настрочным швом[11, с. 189–194].
В рюшах сборки образуют со стороны обоих отлетных краев (рисунок4.34). Для образования рюшей полоску материала строчат посередине двумя параллельными строчками со слабо затянутыми стежками. Обработанные рюши настрачивают посередине, а первоначально проложенные строчки удаляют. Красивы фасонные рюши (рисунок4.34б). Для рюша в складку на полоске ткани закладывают одинаковые складки шириной 2–4 см. На легком материале их закрепляют посередине, на толстом – наметывают и прострачивают.


а б

в

г
Рисунок 4.33 – Отделка деталей: а –воланами; б – оборками; в – соединение оборок, воланов, расположенных по краю деталей; г – обработка оборок, расположенных в шве соединения деталей
К дополнительным аксессуарам одежды относят съемные отделочные детали – шарфы, косынки, цветы, галстуки; элементы – кокилье,жабо, воротники, вставки, манжеты, вязаные детали, пуговицы, пояса[16, с. 54; 11, с. 199–200].


а б
Рисунок 4.34 – Отделка деталей рюшами: а – простой рюш; б – фасонный рюш