Лекция 3. Продление ресурса и реновация ТЭС
| Содержание лекции: | |
| 12.1. | Методы реновации ТЭС и проблема продления ресурса |
| 12.2. | Последствия длительной работы металла при высокой температуре и исчерпание ресурса |
| 12.3. | Технология обеспечения и продления ресурса элементов энергетического оборудования |
| 12.4. | Управление сроком эксплуатации элементов энергетического оборудования |
Методы реновации ТЭС и проблемы продления ресурса
«Моральное» и «физическое» старение энергетического оборудования, срок службы которого рассчитан не менее чем на 40 лет, — вполне естественный процесс. Грамотные эксплуатация и техническое обслуживание позволяют обеспечить его нормальное «физическое» состояние в течение этого срока. Тем не менее, несмотря на то, что теплоэнергетика является очень инерционной отраслью промышленности, энергетическое оборудование постоянно совершенствуется. Это приводит к «моральному» старению: устаревший объект имеет существенно больший расход топлива на выработку электроэнергии, худшие показатели надежности, меньшую маневренность, чем усовершенствованные энергоблоки. И тогда появляются две возможности.
Первая возможность — это продолжение эксплуатации при принятой системе ремонтов и технического обслуживания, постепенно сокращая время его работы, т.е. постепенно переводя его из работы в базовой части графика нагрузки сначала в полупиковую, а затем — и в пиковую. Чем значительнее «моральное» старение, тем меньшее время должно работать неэкономичное оборудование (при том же календарном сроке службы в 40 лет). По существу почти таким путем развивалась энергетика СССР в доперестроечные годы советской власти: ежегодно вводилось 8—10 млн кВт новых мощностей, которые частично заменяли списанное не по «физическому», а по «моральному» возрасту оборудование (хотя при этом всегда находились «физические» причины для списания), а частично служили естественному развитию теплоэнергетики. Естественно, что такая схема функционирования теплоэнергетики требует больших средств, мощной энергомашиностроительной и строительной промышленности.
Вторая возможность — это постоянная реновация энергетических объектов, направленная на повышение технико-экономических показателей. Это при том же календарном сроке службы продлевает «активную» жизнь стареющих электростанций, позволяет сократить затраты средств на ввод новых более экономичных мощностей.
Наиболее выгодной является реновация паровых турбин. Усовершенствование проточной части турбины, сокращение паразитных протечек в ней, уменьшение потерь трения в подшипниках и другие мероприятия (см. лекцию 10) сразу же повышают мощность турбины без дополнительных затрат топлива. В большинстве случаев такая реновация позволяет сохранить не только всю инфраструктуру ТЭС (техническое водо- и топливоснабжение, котельную установку и систему регенерации) и системы контроля и автоматики, но и фундамент турбоагрегата. Все это обеспечивает малые затраты на реновацию.
Реновация другого оборудования ТЭС менее эффективна с точки зрения экономичности: как отмечалось выше, экономия теплоты приводит к вдвое меньшей экономии топлива (затрат на выработку электроэнергии). Конечно, при этом могут решаться не менее важные проблемы: уменьшение вредных выбросов в окружающую среду, повышение надежности и т.д.
Абсолютно бессмысленной, а если быть строгим — весьма малоэффективной является замена устаревшего оборудования на идентичное. Его технико-экономические показатели остаются на прежнем уровне, а «физическое» состояние не имеет, как мы увидим ниже, серьезных преимуществ перед списанным оборудованием (хотя, как правило, при заменах именно на него и ссылаются).
Структура генерирующих теплоэнергетических мощностей России в настоящее время уникальна. До конца 70-х годов она развивалась очень динамично и ни в чем не уступала, а во многом даже опережала теплоэнергетику западных стран. Однако, начиная с середины 70-х годов, односторонняя ориентация на преимущественное строительство АЭС и последующее его замораживание, практически полное прекращение вложения инвестиций в теплоэнергетику и энергомашиностроение в последующие годы привели к консервации энергетического оборудования на техническом уровне начала 80-х годов (см. табл. 9.6 выпуска головных образцов турбин). При нормальном развитии нашей теплоэнергетики в эти годы следовало развернуть широкий фронт работ по созданию жаропрочных материалов и технологий для энергоблоков нового поколения, и тогда сейчас мы имели бы структуру генерирующих теплоэнергетических мощностей совершенно другого уровня.
Сегодня в России практически все конденсационные теплоэнергетические мощности морально устарели. Исключение составляют 14 энергоблоков 800 МВт и энергоблок 1200 МВт, у которых экономичность находится на уровне 40 %. Несколько лучшая ситуация с теплофикационным оборудованием: энергоблоки 250 и 180 МВт, ТЭС с турбинами ТМЗ (Т-175/185-12,8 и ПТ-135/145-12,8) можно считать вполне современными, хотя и они требуют реновации с целью увеличения выработки электроэнергии на тепловом потреблении.
Таким образом, подавляющая часть парка генерирующих мощностей (примерно 100—110 млн кВт) требует либо замены, либо реновации. Это задача гигантского масштаба и в условиях, когда нет инвестиций для реализации очевидного проекта энергоблока 525 МВт на ССКП на Мордовской ГРЭС (см. лекцию 11), говорить о массовой перестройке теплоэнергетики в ближайшие годы не приходится.
Даже при самой оптимистичной реализации планов по вводу высокоэкономичных ПГУ, работающих на природном газе, и пылеугольных энергоблоков ССКП нового поколения, потребуется обеспечить работу значительного парка энергоблоков с малоэкономичным морально устаревшим оборудованием после выработки им и расчетного, и даже паркового ресурса. В связи с этим важно понять, что происходит с металлом наиболее нагруженных элементов турбин, котлов, паропроводов и существуют ли «физические» пределы их несущей способности, после чего происходит их неизбежное разрушение. Этот вопрос рассмотрим в следующем разделе, а сейчас вполне определенно подчеркнем следующее: даже если «физические» возможности металла указанных элементов допускают весьма существенное продление сроков эксплуатации (а мы увидим, что так оно и есть), продление ресурса — это весьма дорогое и вынужденное мероприятие. Ежесекундные потери, связанные с пережогом топлива, необходимость частых и дорогостоящих инспекций (с потерями от недовыработки электроэнергии), повышенные затраты на ремонт и замену изношенных элементов, необходимость в большом количестве ремонтного персонала, — все эти недостатки могут быть оправданы только тем, что убытки потребителей электроэнергии при ее недопоставке будут еще большими.
Очень часто даже от работников РАО «ЕЭС России» можно услышать мнение о дешевизне мероприятий по продлению ресурса. С точки зрения капитальных вложений это действительно так, однако с учетом пережога топлива и повышения его стоимости в перспективе, продление ресурса без реновации может быть оправдано лишь в отдельных конкретных случаях.
12.2. Последствия длительной работы металла при высокой температуре и исчерпание ресурса
Все характеристики металла, длительное время пребывающего при высокой температуре, ухудшаются в большей или меньшей степени независимо от того, находится он под напряжением или нет. При высокой температуре происходит изменение его структуры, и он постепенно теряет свою прочность. Говорят, что металл «старится».
Физическая причина старения состоит в зернистой структуре металла и образовании пор по границам зерен. Анализ изменения структуры металла по мере срока службы оборудования показывает, что после достаточно длительного времени по границам соседних зерен металла возникают отдельные микропоры, видимые при 500-кратном увеличении. Их число растет, и постепенно появляются цепочки микропор. В свою очередь цепочки микропор при дальнейшем развитии процесса ползучести превращаются в микротрещины, длина которых достигает одного-двух зерен. Микроповрежденность металла оценивается по бальной системе (от 1 до 5 баллов). Отсутствие микропор, выявляемых оптическими методами, соответствует 1 баллу, наличие по границам зерен микротрещин длиной 0,2—0,3 мм и появление макротрещин — 6 баллам. Промежуточные оценки соответствуют разной длине микропор и их числу в поле микроскопа с 800—1000-кратным увеличением.

 На рис. 12.1 показана зависимость разрушающих напряжений в детали а от так называемого параметра Ларсона-Миллера
На рис. 12.1 показана зависимость разрушающих напряжений в детали а от так называемого параметра Ларсона-Миллера
где Т — абсолютная температура; tp — время пребывания материала при этой температуре. Параметр Р характеризует требование к материалу детали проработать число часов tp при температуре Т, и тогда кривая s(Р)дает то напряжение, которое способна выдержать деталь. Наоборот, если деталь работает при напряжении s и температуре Т, то кривая s(Р) определяет значение параметра Р, а из последнего можно получить возможное время работы детали. Если, например, в детали действует напряжение s = 100 МПа (примерно такие напряжения действуют на расточке цельнокованого ротора), а прочность материала отражается областью для исходного (в состоянии поставки) материала, то при работе детали параметр Р = 21,8 и из формулы (12.1) легко получить, что материал может проработать tp = 33,8 млн ч, после чего в нем появится трещина. В действительности уже после 130—150 тыс. ч работы вследствие пребывания при высокой температуре прочность материала изменится, параметр Р станет равным 20 и его возможная долговечность составит примерно 750 000 ч, т.е. уменьшится в 45 раз. С учетом естественного разброса свойств материала, значительной чувствительности tp к отклонениям в напряжениях и температуре долговечность в 750 000 ч не является чрезмерной.
 На рис. 12.2 показано распределение вязкости разрушения К1С (см. лекцию 1) вдоль ротора цилиндра, которая характеризует сопротивление металла хрупкому разрушению при наличии трещин. Свежий пар и пар из промежуточного перегрева в таком цилиндре подводится в среднюю зону, и поэтому она самая горячая. Видно, что в зоне подвода свежего пара и пара после промежуточного пароперегревателя после 130—150 тыс. ч эксплуатации вязкость разрушения материала снизилась примерно на 20 %, и тогда деталь разрушится хрупко при наличии трещины примерно на 50 % меньшей, чем деталь из исходного материала.
На рис. 12.2 показано распределение вязкости разрушения К1С (см. лекцию 1) вдоль ротора цилиндра, которая характеризует сопротивление металла хрупкому разрушению при наличии трещин. Свежий пар и пар из промежуточного перегрева в таком цилиндре подводится в среднюю зону, и поэтому она самая горячая. Видно, что в зоне подвода свежего пара и пара после промежуточного пароперегревателя после 130—150 тыс. ч эксплуатации вязкость разрушения материала снизилась примерно на 20 %, и тогда деталь разрушится хрупко при наличии трещины примерно на 50 % меньшей, чем деталь из исходного материала.
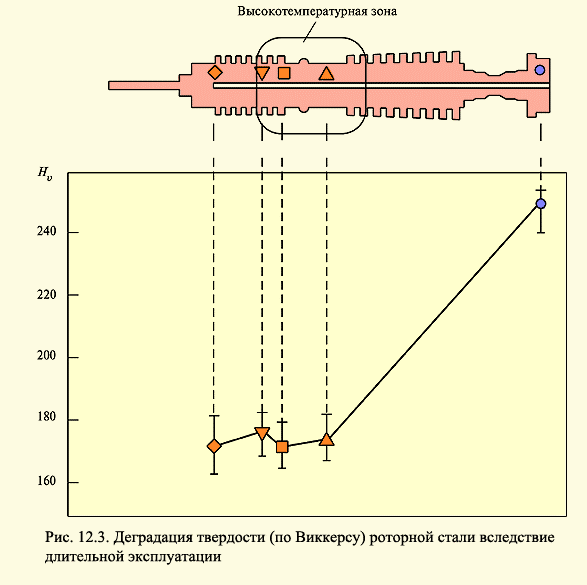
Точно также уменьшается твердость металла (рис. 12.3), отражающая его прочность: пребывание при высокой температуре снижает и эту характеристику металла.

Для того, чтобы понять суть явления, рассмотрим результаты анализа влияния температуры и времени пребывания t материала при высокой температуре (времени старения) на время до разрушения tp, полученное в испытаниях образцов после старения. Эти результаты показаны на рис. 12.4 (анализ докт. техн. наук В.Ф. Резинских). По оси абсцисс графика отложен параметр

Параметр Р 1 зависящий от температуры и времени старения, определяет структуру металла: если, например, материал работает короткое время при высокой температуре или длительно, но при малой температуре, а параметр Р 1 для этих двух случаев одинаков, то считается, что и структура металла в этих двух случаях также одинакова. Если из различных зон, например ротора, прослужившего достаточно длительное время, изготовить образцы, то их структура будет различной и ее можно характеризовать соответствующими значениями параметра Р 1. Если теперь все эти образцы нагрузить одинаковым напряжением s, например s = 160 МПа и поместить в среду с одинаковой температурой, то через некоторое время tp, отложенное по оси ординат, произойдет разрушение этих образцов, причем время пребывания под нагрузкой tp зависит от параметра Р 1. Для всех значений напряжений s характер зависимости долговечности tp от Р 1 оказывается одинаковым (рис. 12.4): на первом этапе эксплуатации (20—40 тыс. ч) прочность стали уменьшается и затем стабилизируется, а при значении параметра Р 1 в пределах 19,5—20,0 катастрофически падает. Температура металла в наиболее горячих зонах турбины находится на уровне 500 °С и тогда из соотношения (12.1) легко получить, что при приведенных значениях параметра Р 1 необходимо достигнуть наработки в 1—2 млн ч, что в 2—5 раз меньше, чем наработка, достигнутая в настоящее время.
Аналогичным образом происходит изменение и других характеристик прочности.
Таким образом, металл длительно работающих турбин сегодня и в ближайшие 10 лет будет оставаться достаточно далеким от своего предельного состояния — полной потери несущей способности.
Почему же все-таки большая наработка, как мы уже знаем более 170—220 тыс. ч, приводит к опасности массового вывода из эксплуатации энергетического оборудования? Ответ на этот вопрос прост: в процессе эксплуатации на фоне общего ухудшения механических свойств в наиболее напряженных зонах возникают дефекты, размеры которых растут и достигают критического размера, при котором происходит практически мгновенное хрупкое разрушение детали.
Опасности внезапного хрупкого разрушения после длительной эксплуатации подвергаются паропроводы, особенно их тройники и гибы паропроводов, в которых возникают повышенные напряжения; арматура (корпуса задвижек, предохранительных и стационарных клапанов), корпуса стопорных и регулирующих клапанов свежего пара и пара промежуточного перегрева, корпуса и цельнокованые роторы высокотемпературных цилиндров паровых турбин.
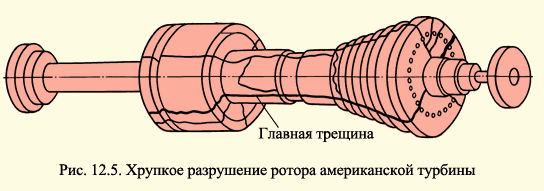
Особенно опасны по своим последствиям разрушения роторов. В качестве примера на рис. 12.5 показано разрушение ротора вала низкого давления (частота вращения 3600 об/мин), произошедшего в 1974 г. при пуске из холодного состояния на американской станции. В результате аварии образовались 23 куска массой более 40 кг и один массой 800 кг. Причиной разрушения явились мелкие трещины, появившиеся возле неметаллических включений внутри ротора под действием малоцикловой усталости и ползучести, которые в процессе пусков (турбина прослужила 106 000 ч при 145 пусках из холодного состояния и 150 пусках из горячего состояния) объединились в магистральную трещину, достигшую критического размера, после чего и произошло разрушение.
Хрупкие разрушения роторов, как правило, приводят к механическому разрушению всего турбоагрегата (и турбины, и генератора), к возникновению пожара вследствие горения масла, поступающего из системы маслоснабжения подшипников, приводящего в считанные минуты к обрушению кровли, повреждению соседствующего вспомогательного оборудования и даже устройств, находящихся вне машинного зала (например, блочных трансформаторов). На многие месяцы из эксплуатации выводятся не только турбоагрегат, претерпевший аварию, но и соседние турбоагрегаты.
При длительной работе трещины образуются в зонах максимальной температуры: на внутренней поверхности осевых каналов под дисками первых ступеней ЦВД и ЦСД. Считается, что в общем случае они имеют плоскую полуэллиптическую форму с короткой полуосью, равной глубине l трещины, и длинной осью 2с. Чем больше эллиптичность l/2с, тем опаснее трещина: при одинаковой глубине l трещина с l/2с = 0,1 примерно вдвое опаснее, чем трещина с l/2с = 0,5. Трещина располагается в плоскости, проходящей через ось ротора, так как при вращении центробежные силы стремятся разорвать ротор по радиальным плоскостям.
Расчеты показывают, что для хрупкого разрушения типичного цельнокованого ротора достаточно на его расточке иметь осевую трещину глубиной 25—40 мм (при диаметре бочки ротора примерно 500—550 мм).
Таким образом, главная опасность эксплуатации оборудования, отработавшего свой расчетный ресурс, состоит в возможности тяжелых массовых аварий элементов энергоблока с выводом из эксплуатации на длительный срок значительной части генерирующих мощностей вследствие возникновения и роста трещин.
12.3. Технология обеспечения и продления ресурса элементов энергетического оборудования
 Предупреждение образования дефектов, ведущих к катастрофическим последствиям, начинается еще на этапе проектирования. Все оценки времени до появления трещин вследствие исчерпания длительной прочности металла ведут с учетом старения, т.е. ухудшенных характеристик по сравнению с теми, которые имеет металл новых деталей [для участка стабилизации (см. рис. 12.4)]. Проектирование ведется с большим, не менее чем 10-кратным запасом времени до разрушения. Цельнокованые роторы ЦВД и ЦСД турбин российских заводов выполняются с центральным каналом (рис. 12.6), необходимым для удаления наименее качественного металла, образующегося в середине слитка еще при его остывании в изложнице. Кроме того, полученный и тщательно зашлифованный канал позволяет средствами дефектоскопии тщательно проконтролировать его поверхность на наличие трещин и зон со свойствами, имеющими отклонения от нормы. Диаметр канала тщательно измеряют и последующее его увеличение при эксплуатации позволит контролировать его ползучесть.
Предупреждение образования дефектов, ведущих к катастрофическим последствиям, начинается еще на этапе проектирования. Все оценки времени до появления трещин вследствие исчерпания длительной прочности металла ведут с учетом старения, т.е. ухудшенных характеристик по сравнению с теми, которые имеет металл новых деталей [для участка стабилизации (см. рис. 12.4)]. Проектирование ведется с большим, не менее чем 10-кратным запасом времени до разрушения. Цельнокованые роторы ЦВД и ЦСД турбин российских заводов выполняются с центральным каналом (рис. 12.6), необходимым для удаления наименее качественного металла, образующегося в середине слитка еще при его остывании в изложнице. Кроме того, полученный и тщательно зашлифованный канал позволяет средствами дефектоскопии тщательно проконтролировать его поверхность на наличие трещин и зон со свойствами, имеющими отклонения от нормы. Диаметр канала тщательно измеряют и последующее его увеличение при эксплуатации позволит контролировать его ползучесть.
Для обеспечения гарантированного расчетного срока службы все ответственные детали энергоблоков проходят тщательный поэтапный контроль и диагностику.
Например, для изготовления ротора его литье происходит в условиях вакуума для дегазации вредных газов, химический состав строго гарантируется для исключения таких элементов как сера и фосфор, придающих металлу склонность к хрупкому разрушению. Именно на этом этапе в значительной степени обеспечивается большая или меньшая склонность к высокотемпературному старению при последующей эксплуатации. Тщательно контролируемый режим остывания отливки обеспечивает равномерность свойств металла во всех ее зонах. После получения отливки для ротора, из нее изготавливается поковка, форма которой имеет осевую симметрию. Поковка проходит тщательный контроль на трещины, рыхлости, пустоты, осесимметричность механических свойств. При обнаружении недопустимых дефектов и отклонений от требований технических условий на изготовление поковка безжалостно бракуется и направляется на переплав. Отливка и ковка заготовки для ротора выполняются на металлургическом заводе, после выходного контроля на котором она поступает на турбинный завод. Здесь она подвергается входному контролю и из нее с соблюдением многочисленных мер контроля изготавливают ротор и облопачивают его.
При обнаружении дефектов и дефектных зон принимаются меры по их ликвидации (например, расточкой центрального канала). Если это оказывается невозможным, ротор бракуется.
После облопачивания ротор поступает в вакуумную разгонную камеру с прочными стенами. Он устанавливается на специальный балансировочный разгонный стенд, и его частота вращения доводится до 3300—3400 об/мин (если рабочая частота ротора турбины 3000 об/мин). Эта операция, наряду с динамической балансировкой, является последней проверкой качества изготовления ротора на заводе.
С началом эксплуатации ТЭС производится регулярный контроль и наблюдение за металлом основных деталей в соответствии со специальной обязательной инструкцией. Контролю и наблюдению подлежит металл практически всех основных деталей турбины, работающих при температуре 450 °С и выше. К перечисленным выше элементам, подлежащим контролю, следует добавить диафрагмы, сопловые коробки, крепеж (болты или шпильки фланцевых соединений), штоки стопорных и регулирующих клапанов, сварные швы. Контроль осуществляют визуальным осмотром с применением различных дефектоскопических методов, использованием металлографических микроскопов для исследования микроструктуры, испытаниями образцов на разрыв и ударную вязкость, измерением остаточных деформаций. Результаты контроля оформляются протоколами и актами, которые хранятся в книге капитальных ремонтов турбины. В результате к моменту достижения расчетного ресурса на каждый ротор имеется «история болезни», учитываемая при принятии решения о продлении ресурса.
Для конкретного энергоблока вопрос о продлении срока эксплуатации впервые возникает при достижении расчетного ресурса (обычно это 100 тыс. ч). При решении этого вопроса выполняется комплекс исследований основных элементов, включающий:
· ретроспективный анализ режимов эксплуатации, анализ повреждений, восстановительных ремонтов, а также результатов анализа контроля металла за весь истекший срок эксплуатации;
· дефектоскопию и неразрушающий контроль металла, позволяющий оценить размеры дефектов в нем;
· исследование структуры и получение характеристик металла;
· расчетную оценку накопленных повреждений в металле, основанную на анализе режимов эксплуатации и полученных фактических свойствах конкретных элементов энергоблока.
Впервые в нашей стране такой анализ с положительными результатами по всем пунктам, перечисленным выше, был выполнен при ведущей роли ВТИ в конце 70-х годов XX в. Полученные результаты анализа позволили продлить срок службы турбин К-300-240 ЛМЗ до 220 000 ч, а ХТЗ — 170 000 ч. Постепенное накопление данных по однотипным турбинам по мере эксплуатации позволяет установить парковый ресурс. Действующие сегодня значения парковых ресурсов для турбин различного типа, представлены в табл. 12.1.
Комментируя табл. 12.1, заметим, что поврежденность в металл ротора вносит не только длительная работа при высоких температурах и напряжениях, но и их пуски и остановки. При этих режимах в металле роторов, вследствие быстроменяющихся температур в проточной части возникают очень высокие температурные напряжения, приводящие к малоцикловой усталости роторов: в кольцевых термокомпенсационных канавках на поверхности ротора возникают кольцевые трещины. При их значительной глубине ротор может хрупко разрушиться. Поэтому в табл. 12.1 приведены и ограничения по количеству пусков.

Далее, необходимо обратить внимание на то, что работающие турбины ЛМЗ мощностью 800 и 1200 МВт имеют парковый ресурс 100 тыс. ч. Это связано с двумя обстоятельствами. Первое — эти турбины сразу же проектировались на температуру свежего пара и промежуточного перегрева 540 °С, а не на 565 °С как турбины мощностью 300 и 200 МВт, что создало резерв долговечности и возможность существенного продления ресурса. Второе — парк этих турбин невелик, и только одна из них достигла расчетной наработки; поэтому говорить о парке турбин и парковом ресурсе нет смысла.
При достижении паркового ресурса эксплуатация оборудования может быть продлена после назначения индивидуального ресурса для конкретной турбины после проведения исследований, аналогичных тем, которые проводятся для определения паркового ресурса.
12.4. Управление сроком эксплуатации энергетического оборудования
Существующая на российских ТЭС система контроля за состоянием металла наиболее ответственных деталей энергоблоков, степень научной изученности процессов, происходящих в металле под действием высоких температур и напряжений и достаточно высокий уровень эксплуатации и технического обслуживания позволяют принять ряд эффективных мер по продлению их эксплуатации. При этом снова подчеркнем, что продление ресурса может быть только вынужденным или временным, поскольку он связан с большими потерями топлива и затратами на техническое обслуживание. Перечислим и прокомментируем главные из этих мер.
1. Опыт эксплуатации показывает, что трещины, угрожающие хрупким разрушением детали, в первую очередь возникают на поверхности деталей или в их подповерхностном слое глубиной до 2 мм, а возникшая трещина растет сравнительно медленно. Это, в частности, относится к осевым каналам цельнокованых роторов и термокомпенсационным канавкам (см. рис. 12.6 и 12.7). Такие трещины можно удалить простым снятием поврежденного слоя в условиях ТЭС (хонинговальной головкой при малой толщине снимаемого слоя) или в заводских условиях (при толщине снимаемого слоя до 2 мм). При этих условиях происходит практически полное восстановление работоспособности металла в этих зонах. Однако это не означает, что в такой же степени восстанавливается работоспособность всей турбины или энергоблока, так как и в турбине, и в энергоблоке имеются многочисленные детали, где рассматриваемый способ неприменим (например, ободья дисков, где крепятся рабочие лопатки и посадочные размеры должны выполняться с большой точностью). Появится новый лимитирующий элемент, но срок эксплуатации будет продлен.
 2. Большинство опасных трещин возникает в зоне концентрации напряжений, — областях резкого изменения формы детали, отверстий, приливов, сварочных соединений и т.д. Снижение концентрации [например, увеличение при ремонтах радиуса термокомпенсационной канавки r (см. рис. 12.7)] при одновременном снятии поврежденного слоя повышает возможное число пусков (см. табл. 12.1) в несколько раз.
2. Большинство опасных трещин возникает в зоне концентрации напряжений, — областях резкого изменения формы детали, отверстий, приливов, сварочных соединений и т.д. Снижение концентрации [например, увеличение при ремонтах радиуса термокомпенсационной канавки r (см. рис. 12.7)] при одновременном снятии поврежденного слоя повышает возможное число пусков (см. табл. 12.1) в несколько раз.
3. Выше сказано, что одним из механизмов старения металла является образование микропор по границам зерен. Вплоть до состояния металла с баллом 4, когда микропоры еще не объединились в цепочки, путем специальной восстановительной термообработки возможно «залечивание» этих микропор. При большем балле повреждений режимы восстановительной термообработки становятся очень сложными и не всегда гарантируют полное «излечение». Однако она не «лечит» макротрещины, и потому ее использование имеет профилактический характер.
Наибольший успех достигнут в восстановительной термообработке паропроводов (более 60 паропроводов), который осуществляется с помощью нагревательных электрических индукторов по особой технологии. Стоимость восстановительной термообработки паропроводов обходится вдвое дешевле, чем их замена на новые.
Восстановительная термообработка возможна и для корпусов, и для роторов турбин, и ее использование для этих элементов сдерживается, по-видимому, временными, чисто техническими трудностями. На рис. 12.8 показано, что восстановительная обработка роторной стали Р2М может ее вернуть практически к исходному состоянию.
 4. Практически неограниченные возможности по продлению срока эксплуатации при нормальном состоянии структуры металла и отсутствии дефектов представляет сравнительно простая эксплуатационная мера — снижение температуры свежего и вторично перегретого пара. Всего снижение этих температур на 5 °С позволяет увеличить долговечность примерно на 30—35 %, однако при этом возникает перерасход топлива в 0,25— 0,3 %, что весьма существенно. Поэтому такая мера может использоваться только в редких случаях, например, когда на первый план выходит снабжение потребителей тепловой энергией.
4. Практически неограниченные возможности по продлению срока эксплуатации при нормальном состоянии структуры металла и отсутствии дефектов представляет сравнительно простая эксплуатационная мера — снижение температуры свежего и вторично перегретого пара. Всего снижение этих температур на 5 °С позволяет увеличить долговечность примерно на 30—35 %, однако при этом возникает перерасход топлива в 0,25— 0,3 %, что весьма существенно. Поэтому такая мера может использоваться только в редких случаях, например, когда на первый план выходит снабжение потребителей тепловой энергией.
Литература для самостоятельного изучения
1. Злепко В.Д., Линкевич К.Р., Швецова Т.А. Влияние восстановительной термической обработки на свойства стали 12Х1МФ // Теплоэнергетика. 2001. № 6. С. 68—70.
2. Методические указания о порядке проведения работ при оценке индивидуального ресурса паровых турбин и продлении срока их эксплуатации сверх паркового ресурса. РД 34.17.440-96. М.: ВТИ, 1996.