Неразъемные соединения
Клепкой называется процесс соединения двух или нескольких деталей при помощи заклепок. Соединение деталей осуществляется деформированием (расклепыванием) выступающего стержня заклепки, из которого образуется другая головка (замыкающая). Заклепочное соединение относится к группе неразъемных, так как разъединение склепанных деталей возможно только путем разрушения.
Заклепочные соединения широко применяются при изготовлении металлических конструкций: рам, балок и соединений конструкций, работающих при высоких температурах и давлениях.
Процесс клепки состоит из следующих основных операций:
- образование отверстия под заклепку в соединяемых деталях сверлением или пробивкой;
- образование гнезда под закладную головку заклепки (при потайной клепке);
- вставка заклепок в отверстия;
- образование замыкающей головки заклепки, т. е.собственно клепка.
Клепка разделяются на:
— холодную, т. е. выполняемую без нагрева заклепок;
— горячую, при которой стальные заклепки перед постановкой их на место нагревают до 1000-1100 °С.
Клепка может быть:
- ручная, при которой используются слесарный молоток и приспособления;
- механизированная, когда применяются пневматические клепальные молотки;
- машинная, с использованием стационарных клепальных прессов.
Заклепка - это цилиндрический металлический стержень с головкой (закладкой) на одном конце. По форме головок различают заклепки:
- с полукруглой высокой головкой;
- с полукруглой низкой головкой;
- с плоской головкой;
- с потайной головкой;
- с полупотайной головкой.
В некоторых случаях применяют специальные типы заклепок - взрывные и с сердечником.
Заклепки изготавливаются из углеродистой стали 10кп и 20кп, легированной стали 09Г2, нержавеющей стали Х18Н9Т, цветных металлов и сплавов Л62, МЗ, АД 1 и Д18П. Заклепки должны быть из того же материала, что и соединяемые детали; в противном случае возможно появление коррозии и разрушение места соединения.
Виды заклепочных соединений. Один или несколько рядов заклепок, расположенных в определенном порядке для получения неразъемного соединения, называются заклепочным швом.
В зависимости от характеристики и назначения заклепочного соединения заклепочные швы могут быть следующих видов:
- прочный шов, такой шов имеет несколько рядов заклепок и применяется при клепке балок, рам, других металлических конструкций;
- плотный шов применяют для получения герметичной конструкции. Для достижения необходимой герметичности шва применяют различного рода или суриком);
- прочно-плотный шов применяют для получения прочного и вместе с тем непроницаемого для пара, газа, воды и других жидкостей соединения в резервуарах с высоким внутренним давлением.
В заклепочных соединениях заклепки могут располагать в один, два и более рядов. В соответствии с этим заклепочные швы делятся на однорядные, двухрядные, многорядные, параллельные и шахматные.
В зависимости от расположения соединяемых деталей различают соединения:
- внахлестку, в которых край одного листа накладывается на край другого;
- встык, когда соединяемые детали своими торцами плотно примыкают друг к другу и соединяются при помощи одной или двух накладок.
Инструменты и приспособления для клепки. При ручной клепке применяют слесарные молотки с квадратным бойком, поддержки, обжимки, натяжки и чеканки.
Слесарные молотки для клепки имеют квадратный боек и выбираются по весу в зависимости от диаметра заклепки.
Поддержки являются опорой при расклепывании стержня заклепок. Форма и размеры поддержек зависят от конструкции склепываемых деталей и диаметра стержня заклепки, а также от выбранного метода клепки (прямой или обратной). Поддержка должна быть в 3-5 раз тяжелее молотка.
Обжимки служат для придания замыкающей головке заклепки после осадки требуемой формы.
Натяжка представляет собой бородок с отверстием на конце. Диаметр отверстия обычно на 0,2 мм больше диаметра стержня заклепки.
Чекан - слесарное зубило с плоской рабочей поверхностью, применяемое для создания герметичности заклепочного шва, достигаемой обжатием (подчеканкой) замыкающей головки и края листа.
Ручная клепка. Склепываемые детали располагают таким образом, чтобы закладные головки заклепок находились сверху. Необходимое количество, диаметр и длину заклепок определяют расчетным путем. Длину стержня заклепки выбирают в зависимости от толщины склепываемых листов в (пакета) и формы замыкающей головки.
Длина части стержня заклепки для образования замыкающей потайной головки (рисунок 1):
l = S + (0,8...1,2)d, мм.
где l — длина стержня заклепки, мм;
S — толщина склепываемых листов, мм;
d — диаметр заклепки, мм.
Для образования замыкающей полукруглой головки длина
l = S + (l,2...1,5)d, мм.
Расстояние от центра заклепки до края склепываемых листов должно быть не менее 2,5 мм.
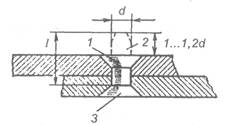
Рисунок 1 Длина стержня заклепки для образования потайной головки
1 - замыкающая головка; 2 - стержень заклепки; 3 - закладная головка
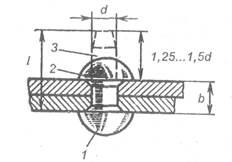
Рисунок 2 - схема для определения длины стержня заклепки для образования круглой головки
1 - замыкающая головка; 2 - стержень заклепки; 3 - закладная головка
Различают два метода клепки:
- открытый (или прямой), характеризующийся тем, что удары молотком наносятся по стержню со стороны вновь образуемой, замыкающей головки;
- при закрытом {или обратном) удары молотком наносят по закладной головке. Этот метод применяют при затрудненном доступе к замыкающей головке.
Техника безопасности при клепке. При клепке следует выполнять общие требования техники безопасности (работать исправным инструментом, на рабочем месте не должно быть ничего лишнего и т. д.).
Для защиты от шума при клепке пневматическими молотками применяют противошумные наушники.
Инструменты и оборудование: молотки слесарные массой 500 г, разметочные инструменты, сверла разные, зенковки угловые разные, напильники плоские с насечками № 2 и 3, ножовки слесарные, сверлильный станок.
Приспособления и материалы: обжимки и поддержки разные, плита правильная, тиски машинные, тиски ручные, натяжки разные, заклепки диаметром 5 -8 мм стальные или алюминиевые с полукруглыми и потайными головками, струбцины слесарные - соответственно учебно-производственным работам.
Подготовка деталей к клепке
1. Разметить заклепочный шов.
Для клепки внахлестку разметить шов только на одной детали. Для клепки встык разметить накладку (рис. 4). При разметке соблюдать шаг между заклепками t и расстояние от центра заклепки до кромки детали:
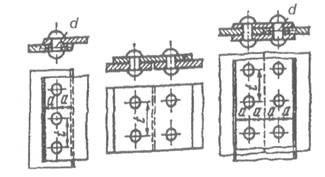 в однорядном шов t = 3d; а= l,5d;
в однорядном шов t = 3d; а= l,5d;
в двухрядном шов t = 4d; а= l,5d,
где d - диаметр заклепки.
Рисунок 3