Семинар 9. Технологичность сварных конструкций
Технологичность сварных конструкций
Сварка плавлением
| Нетехнологичная сварная конструкция | Технологичная сварная конструкция | ||||
| 1. | |||||


| 
 Фланец отнесен от смежной стенки патрубка
Фланец отнесен от смежной стенки патрубка
 Сварной шов вынесен на торец фланца
Сварной шов вынесен на торец фланца
| ||||
| 2. Рекомендуется устранять совмещения швов. | |||||


|  Ребра для приварки расположены в шахматном порядке
Ребра для приварки расположены в шахматном порядке
 Для приварки перегородки раздвинуты
Для приварки перегородки раздвинуты
| ||||
| 3. | |||||

|  Сварная балка из двух гнутых профилей дешевле, чем сварная из четырех полос.
Сварная балка из двух гнутых профилей дешевле, чем сварная из четырех полос.
| ||||
| 4. | |||||
| Сварка разнотолщинных элементов | |||||


|

 Свариваемым кромкам придано примерно одинаковое сечение
Свариваемым кромкам придано примерно одинаковое сечение
| ||||
| Приварка фланца к тонкостенной трубе | |||||

|  Фланец приварен тонкостенным переходом
Фланец приварен тонкостенным переходом
| ||||
| Приварка пальца к листу | |||||


|  У пальца образован тонкостенный фланец
У пальца образован тонкостенный фланец
 В пальце у места сварки образована выборка метала
В пальце у места сварки образована выборка метала
| ||||
| Приварка дисков к ободу колеса | |||||

|  Обод выполнен с тонкостенными переходными кольцами для приварки к дискам
Обод выполнен с тонкостенными переходными кольцами для приварки к дискам
| ||||
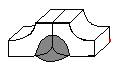
| 5. | |||||



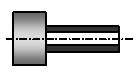
|  Шаровая деталь и стержень взаимно центрируются
Шаровая деталь и стержень взаимно центрируются
 Для приварки фланец зафиксирован на трубе
Для приварки фланец зафиксирован на трубе
 Для приварки бобышка зафиксирована буртиком
Для приварки бобышка зафиксирована буртиком
| ||||
| 6. | |||||


| Устранена разделка кромок
 Для укладки швов выполнено смещение свариваемых деталей
Для укладки швов выполнено смещение свариваемых деталей
 Исключена подготовка кромок на трубе в результате снижения буртика муфты
Исключена подготовка кромок на трубе в результате снижения буртика муфты
| ||||

| Подготовлены кромки у детали с наиболее простой механической обработкой
 Подготовлены кромки заглушки
Подготовлены кромки заглушки
| ||||
| 7. | |||||


|  Вместо криволинейного перехода ребра сделан прямолинейный срез
Вместо криволинейного перехода ребра сделан прямолинейный срез
 Фигурный вырез у косынки заменен прямым срезом
Фигурный вырез у косынки заменен прямым срезом
| ||||
| 8. | |||||

|  Составная полка заменена гнутой
Составная полка заменена гнутой
| ||||
| 9. | |||||
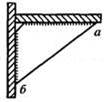

|  Острые кромки «а» и «б» ребра устранены срезом
Острые кромки «а» и «б» ребра устранены срезом
 Оплавление кромки отверстия при приварке фланца к обечайке предотвращено удалением отверстия от сварного шва.
Другой способ исключения оплавления и деформации отверстия - сверление отверстия после сварки
Оплавление кромки отверстия при приварке фланца к обечайке предотвращено удалением отверстия от сварного шва.
Другой способ исключения оплавления и деформации отверстия - сверление отверстия после сварки
| ||||
| 10. | |||||




|  Резьба штуцера удалена на расстояние, достаточное для предотвращения оплавления резьбы
Резьба штуцера удалена на расстояние, достаточное для предотвращения оплавления резьбы
 Чтобы резьбовая поверхность не деформировалась при сварке, сварной шов отдален
Чтобы резьбовая поверхность не деформировалась при сварке, сварной шов отдален
 Сварной шов удален от обработанной поверхности;
Сварной шов удален от обработанной поверхности;
 На пальце дан припуск для обработки после сварки
На пальце дан припуск для обработки после сварки
 Для предотвращения коробления отверстия втулки сварной шов удален от отверстия
Для предотвращения коробления отверстия втулки сварной шов удален от отверстия
 Отверстие окончательно обрабатывается после сварки
Отверстие окончательно обрабатывается после сварки
| ||||
| 11. | |||||


|  Для приварки кольцевого профиля жесткости к обечайке предусмотрено вентиляционное отверстие d.
Для приварки кольцевого профиля жесткости к обечайке предусмотрено вентиляционное отверстие d.
 Для получения сваркой герметичной детали предусмотрено отверстие d, завариваемое после остывания
Для получения сваркой герметичной детали предусмотрено отверстие d, завариваемое после остывания
| ||||
| 12. | |||||

|  Для исключения изгиба нижнего листа установлены ребра жесткости
Для исключения изгиба нижнего листа установлены ребра жесткости
| ||||
| 13. | |||||
|  Сварной шов уложен в месте, не претерпевшем предварительную пластическую деформацию
Сварной шов уложен в месте, не претерпевшем предварительную пластическую деформацию
| ||||
| 14. | |||||
 
| 
 Сварные швы разнесены и не пересекаются
Сварные швы разнесены и не пересекаются
| ||||
| 15. | |||||
| 16. | |||||
| 17. | |||||

| 
| ||||
| 18. | |||||

| 
| ||||
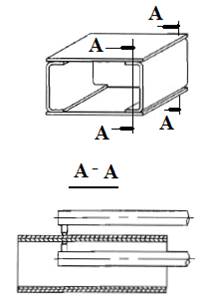
| 19. Следует располагать вертикальные стенки в зонах приложения усилий Р | |||||
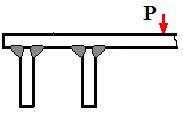 Поддерживающие вертикальные стенки не под прикладываемой силой. Сварные швы работают на изгиб, что хуже сжатия
Поддерживающие вертикальные стенки не под прикладываемой силой. Сварные швы работают на изгиб, что хуже сжатия
|  Вертикальные стенки находятся под приложенной силой
Вертикальные стенки находятся под приложенной силой
| ||||
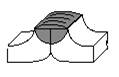
| 20. | |||||

|  Концентрация напряжений зависит от формы на поверхности шва и не зависит от внутренней формы шва. Чем больше угол Θ, тем меньше коэффициент концентрации напряжений.
Концентрация напряжений зависит от формы на поверхности шва и не зависит от внутренней формы шва. Чем больше угол Θ, тем меньше коэффициент концентрации напряжений.
| ||||
| 21. | |||||
 Сварка на весу
Сварка на весу
|  Сварка на остающейся стальной подкладке
Сварка на остающейся стальной подкладке
| ||||
 Сварка на съемной медной подкладке
Сварка на съемной медной подкладке
| |||||
 Применение замкового соединения
Применение замкового соединения
| |||||
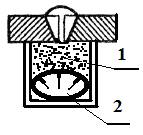 1 – флюс;
2 – брезентовый рукав под давлением.
Сварка на флюсовой подушке
1 – флюс;
2 – брезентовый рукав под давлением.
Сварка на флюсовой подушке
 Сварка на медно-флюсовой подкладке
Сварка на медно-флюсовой подкладке
| |||||
 Предварительная подварка корня шва
Предварительная подварка корня шва
| |||||
СВАРКА ДАВЛЕНИЕМ
| КОНТАКТНАЯ СТЫКОВАЯ СВАРКА | |
| 1. | |
| Нетехнологичная сварная конструкция | Технологичная сварная конструкция |

| 
|
| 
|

| 
|

| 
|

| 
|
| 2. | |
| КОНТАКТНАЯ ТОЧЕЧНАЯ И ШОВНАЯ СВАРКА | |
| 4. | |
| Нетехнологичная сварная конструкция | Технологичная сварная конструкция |

| 
|
|

|
| 5. |
Технологические возможности способов сварки
| Способ сварки. Коэф- фициент наплавки Кн, Г/Ач | Рекомендуемые свариваемые материалы | Рекомендуе-мые толщины, диаметры, сечения | Тип соедине-ния | Пространствен-ное положение | Характер швов | |||
| Термический класс (сварка плавлением) | ||||||||
| Ручная дуговая сварка Кн = 7 - 12 | НУ,СУ,ВУ,НЛ,СЛ,ВЛ стали; СЧ (ремонт); Цветные металлы - Cu, Al и их сплавы (редко) | Толщина 2-20 мм | Все типы | Любое | Короткие швы любой конфигураци | |||
| Автоматическая дуговая сварка под флюсом Кн = 16 - 18 | НУ, СУ, ВУ, НЛ, СЛ, ВЛ стали | Толщина 3-60 мм Диаметр более 30 мм | Все типы | Нижнее | Средние и длинные, пря-молинейные и криволинейные (например – кольцевые) | |||
| Сварка в СО2 плавя-щимся электродом Кн = 18 - 20 | НУ, СУ, НЛ стали | Толщина 1-20 мм | Все типы | Любое | Все типы швов | |||
| Сварка в Аr, He плавя-щимся электродом Кн = 18 - 20 | НУ,СУ, НЛ стали (редко, т.к. дорого); ВУ, СЛ, ВЛ стали; Цветные металлы -Ni, Cu, Al и их сплавы; Тугоплавкие металлы - Тi, Mo, Zr и их сплавы | Толщина 2-10 мм | Все типы | Любое | Все типы швов | |||
| Сварка в Аr, He неплавя-щимся W электродом | НУ,СУ, НЛ стали (редко, т.к. дорого); ВУ, СЛ, ВЛ стали; Цветные металлы -Ni, Cu, Al и их сплавы; Тугоплавкие металлы - Тi, Mo, Zr и их сплавы | Толщина без присадки 0.3-3 мм; с присадкой 2-10 мм | Все типы | Любое | Все типы швов | |||
| ЭШС (электро-шлаковая) Кн = 28 - 32 | НУ и НЛ стали; Al и его сплавы | Толщина: электродами 20-450 мм плавящимся мундштуком 20-2000 мм | Стыковое | Вертикальное | Длинные прямоли-нейные и кольцевые | |||
| ЭЛС (электрон-нолучевая) | Цветные металлы -Ni, Cu, Al, Mg и их сплавы. Тугоплавкие металлы - Тi, Mo, Zr, Ta, V, Nb и их сплавы | Толщина: без присадки 0.02-100 мм; c присадкой до 400 мм | Стыковое; тавровое; нахлесточное | Горизонтальный шов на вертикальной плоскости, ниж-нее, вертикальное | Длинные прямолиней-ные и кольцевые | |||
| ЛС (лазерная сварка) | Цветные металлы - Al, Mg и их сплавы; Тугоплавкие металлы - Тi, Mo, Zr, Ta, V, Nb, W, Be и их сплавы. Неметаллы | Толщина 0.1-20 мм | Стыковое; прорезное; проплав-ное | Любое | Все типы швов | |||
| ПС (плазмен-ная сварка) | Плазматрон прямого действия - все металлы. Плазматрон косвенного действия- все металлы и неметаллы; металлы с неметаллами | Толщина 2-15 мм | Все типы | Любое | Все типы швов | |||
| Газовая сварка | НУ, СУ, ВУ стали. СЧ (ремонт). Латунь | Толщина 0.2-3 мм | Все типы | Любое | Короткие швы любой конфигура-ции | |||
| Термомеханический класс (сварка давлением) | ||||||||
| Контакт-ная стыковая сопротивлением | НУ, НЛ стали. Цветные металлы - Cu, Al | Сечение: для сталей 0,5-200 мм2 для цветных металлов 3-100 мм2 | Стыковое | |||||
| Контакт-ная стыковая оплавлением | НУ,СУ,ВУ,НЛ,СЛ,ВЛ стали. Инструментальные стали. НУ,СУ,ВУ с инструментальной сталью. Цветные металлы – Al, Cu, Ni и их сплавы. НУ стали с Cu. | Сечение: для сталей 18-200000 мм2 для цветных металлов и сплавов 18-22000 мм2 | Стыковое | |||||
| Контакт-ная точечная | НУ, НЛ, СЛ, ВЛ стали. Сплавы Al, Cu, Тi, Mg. | Толщина 0.3 -6 мм | Нахлес-точное | |||||
| Контакт-ная шовная | НУ, НЛ, СЛ,ВЛ стали. Сплавы Al, Cu, Тi, Mg. | Толщина 0.3-6 мм | Нахлес-точное Редко стыковое | |||||
| Конденса-торная сварка | Все металлы и сплавы (кроме Ag и Cu) | Толщина 0.01-1 мм | Нахлес-точное | |||||
| Высоко-частотная сварка | НУ,СУ,ВУ,НЛ,СЛ,ВЛ стали. Сплавы Al, Cu, Тi. | Толщина 0.3-10 мм Диаметр трубы 8 - 530 мм | Стыковое; нахлес-точное; тавровое | |||||
| Газопрес-совая сварка | НУ,СУ,НЛ,СЛ стали | Сечение до 12000 мм2 | Стыковое | |||||
| Диффузи-онная сварка | Сталь со сталью. Цветные металлы и их сплавы. Сталь с цветными металлами и их сплавами. Металлы с неметаллами | Сечение до 1000 мм2 | Нахлес-точное; стыковое | |||||
| Сварка прокаткой | Получение биметаллов, состоящих из стальной основы и плакирующих слоев (сталь + медь, сталь + латунь, НУ,СУ, ВУ сталь + коррозионностойкие, износостойкие и жаропрочные плакирующие слои). Нанесение плакирующих слоев из цветных металлов (медь + алюминий, алюминий + титан, алюминий + сталь + алюминий). | Толщина основной металл 4-10 мм, плакирую-щий слой 1-3 мм | Нахлес-точное | |||||
| Механический класс (сварка давлением) | ||||||||
| УЗС (ультра-звуковая сварка) | Пластичные цветные металлы и их сплавы: Pb, Cu, Au, Ni, Ag. Тугоплавкие металлы Mo, Zr, Ta, Nb, W. Металл со стеклом, керамикой, полупроводниковыми материалами (кремний. германий). Сталь со сталью. Сталь с цветными металлами и их сплавами. Полимерные и пластические (пластмассы) материалы | Толщина 0.003-1 мм Диаметр 0,01-0,5 мм | Нахлес-точное | |||||
| Сварка трением | Сталь со сталью. Сталь с цветными металлами и их сплавами. Цветные металлы между собой. | Сечение 30-8000 мм2 | Стыковое | |||||
| Сварка взрывом | Сталь со сталью. Сталь с цветными металлами и их сплавами. Цветные металлы между собой. (кроме материалов с пониженными пластическими свойствами - Mo, W, закаленные и высокопрочные стали) | Толщина 0.5-25 мм; Диаметр до 6 мм | Нахлес-точное; стыковое | |||||
| Холодная сварка | Пластичные цветные металлы и их сплавы – Al и его сплавы, Pb, Cu, Au, Ni, Ag, Al с Cu | Толщина 0.2-15 мм; Диаметр 0,8-30 мм | Нахлес-точное; стыковое | |||||
НУ, СУ, ВУ – низко-, средне-, высокоуглеродистые стали соответственно; НЛ, СЛ, ВЛ - низко-, средне-, высоколегированные стали соответственно; СЧ – серый чугун.
Классификация швов по протяженности:
1) Короткие (длина шва меньше 250 мм)
2) Средние (длина шва от 250 до 1000 мм)
3) Длинные (длина шва больше 1000 мм)