Цель работы: Ознакомиться с методикой расчета примерных режимов ручной сварки покрытыми электродами.
Порядок выполнения практического занятия:
1.Определить режимы сварки ГОСТ 5264-80
2.Определить длину сварочной ванны при ручной дуговой сварке,
3. Определить время пребывания металла в жидком состоянии по оси шва,
Решение:
1. Определение режимов сварки
При ручной дуговой сварке к параметрам режима сварки относятся сила сварочного тока, напряжение, скорость перемещения электрода вдоль шва (скорость сварки), род тока, полярность и др.
Определение режима сварки обычно начинают с выбора диаметра электрода dЭ. Он выбирается в зависимости от толщины свариваемого металла δ при сварке стыковых швов и от катета k при сварке угловых и тавровых соединений (см. табл.1).
Таблица 1. Зависимость диаметра электрода от толщины свариваемого листа
| Толщина листа, δ мм | 1- 2 | 4-5 | 6-10 | 10-15 | 16 – 20 | ||
| Катет шва k, мм | 4,5 | 6 – 8 | 20- | ||||
| Диаметр электрода dэ, мм | 1,6-2,0 | 2,0-3,0 | 3,0-4,0 | 4,0-5,0 | 5,0 | 5 – 6 | 6 – 10 |
Сила сварочного тока  , А, рассчитывается по формуле
, А, рассчитывается по формуле
 ,
,
где К – коэффициент, равный 25–60 А/мм (см. табл. 2);
dЭ – диаметр электрода, мм.
Таблица 2. Коэффициент К в зависимости от диаметра электрода dЭ
| dЭ, мм | 1-2 | 3-4 | 5-6 |
| К, А/мм | 25-30 | 30-45 | 45-60 |
Расчет напряжение дуги UД, В, производится по формуле:
UД = 22 +  ,
,
где , - сила сварочного тока, А
Расчет скорости сварки Vсв, м/ч, производится по формуле:
 ,
,
где αН – коэффициент наплавки, г/А· ч (принимают из характеристики выбранного электрода);
FШВ – площадь поперечного сечения шва при однопроходной сварке (или одного слоя валика при многослойном шве), см2;
ρ – плотность металла, г/см3
(для низкоуглер. стали ρ =7,8 г/см3;
для легированной стали и высоколегир. стали ρ =7,9 г/см3;
для алюминия и дюраль ρ =2,7 г/см3;
для меди ρ =8,96 г/см3;
для серого чугуна и для легированного чугуна ρ =7,0 г/см3;
для латуни ρ =8,5 г/см3;для бронзы ρ =7,6 г/см3;).
2. Определение длины сварочной ванны при ручной дуговой сварке.
Длину сварочной ванны.L, см, определяют по формуле:
L=  ,
,
где τ- эффективный КПД нагрева металла при сварке. при РДС τ =0,7
Iсв– сила сварочного тока, А Uд – напряжение, В
Тпл – температура плавления свариваемого металла, С (см. табл.3)
λ– коэффициент теплопроводности свариваемого металла, кал/см сС (см. табл.4)
Таблица 3: Средние значения Тпл некоторых металлов:
| Металл | Температура плавления свариваемого металла, 0 С, Тпл |
| медь | |
| латунь | |
| бронза | |
| алюминий | |
| дюраль | |
| низкоуглер. сталь | |
| легированная сталь | |
| высоколегир. сталь | |
| серый чугун | |
| легированный чугун |
Таблица 4:Средние значения λ некоторых металлов:
| Металл | Коэффициент теплопроводности свариваемого металла, кал/см 0 С λ |
| медь | 0,94 |
| латунь | 0,25 |
| бронза | 0,16 |
| алюминий | 0,63 |
| дюраль | 0,5 |
| низкоуглер. сталь | 0,14 |
| легированная сталь | 0,09 |
| высоколегир. сталь | 0,057 |
| серый чугун | 0,12 |
| легированный чугун | 0,035 |
3. Определение времени пребывания сварочной ванны в жидком:
Время пребывания t, ч, сварочной ванны в жидком состоянии определяется по формуле
t=  ,
,
где L – длина сварочной ванны, м,
Vсв– скорость сварки, м/ч.
Расчет скорости сварки, м/ч, производится по формуле:
,
где αН – коэффициент наплавки, г/А• ч (принимаем αН – 11 г/А• ч);
FШВ – площадь поперечного сечения шва при однопроходной сварке (или одного слоя валика при многослойном шве),
ρ – плотность металла, г/см3.
Для стыковых соединений площадь поперечного сечения шва FШВ, мм2 определяется по формуле:
FШВ = 0,75eq + tb,
где е - ширина шва, мм (е= (2÷ 4)dэ);
q - усиление шва, мм (0,1÷ 0,3 толщины металла детали);
t- толщина шва, мм, (t = q+h);
b - зазор, мм.
Для углового соединения площадь поперечного сечения шва FШВ, мм2 определяется по формуле:
FШВ=1/2(k + q•√2),
где k– катет шва, мм (см табл.1.);
q - усиление шва, мм.
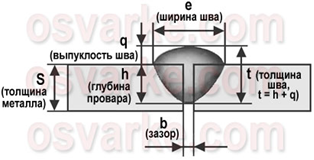
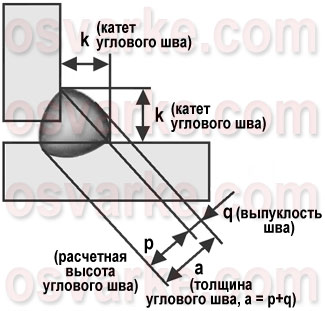
Рисунок 1. Основные геометрические параметры стыкового и углового шва
Результаты запишите в виде таблицы.
| Тип сварного соединения | Свариваемый металл |
А
| UД В | Vсв м/ч | L см | t ч |
Варианты заданий
| №п/п | Тип сварного соединения | ТолщинаS, мм | Свариваемый металл |
| Т1 | бронза | ||
| С8 | латунь | ||
| С12 | медь | ||
| С15 | алюминий | ||
| Т3 | латунь | ||
| С8 | низкоуглер. сталь | ||
| С12 | бронза | ||
| Т1 | латунь | ||
| С17 | низкоуглер. сталь | ||
| У4 | легированнаясталь | ||
| Т3 | высоколегир. сталь | ||
| С8 | медь | ||
| Т1 | легированнаясталь | ||
| С15 | высоколегир. сталь | ||
| У4 | низкоуглер. сталь | ||
| Т3 | латунь | ||
| С8 | алюминий | ||
| С12 | легированнаясталь | ||
| Т1 | медь | ||
| С15 | бронза | ||
| Т3 | низкоуглер. сталь | ||
| У4 | высоколегир. сталь | ||
| С17 | алюминий | ||
| Т3 | легированнаясталь | ||
| С8 | латунь | ||
| С12 | бронза | ||
| Т1 | высоколегир. сталь | ||
| У4 | алюминий | ||
| Т3 | бронза | ||
| У4 | медь |
ЛИТЕРАТУРА
1. Виноградов В.С. Электрическая дуговая сварка. - М.:ACADEMA, 2008.
2. Чернышов Г.Г.Технология электрической сварки плавлением. - М.:ACADEMA, 2006.
3. Казаков Ю.В. Сварка и резка материалов. - М.:ACADEMA, 2008.
4. Колганов Л.А. Сварочные работы. – М.: «Дашков и К0», 2008.
5. Левадный В.С., Бурлака А.П. Сварочные работы. Практическое пособие. – М.:Аделант, 2007.
6. Маслов В. И. Сварочные работы. – М.: ИРПО; Изд. Центр "Академия", 2000
7. Чернышов Г.Г. Сварочное дело. - М.:ACADEMA, 2008.
Перечень рекомендуемых Интернет-ресурсов:
1. https://www.osvarke.com/ - О сварке. Информационный сайт;
2. https://weldingsite.com.ua/ - Все о сварке, сварочных технологиях и оборудовании;
3. https://www.welder.kiev.ua/ - журнал СВАРЩИК
4. https://www.cbapka.ru/ - Сварка и сварочное оборудование
5. https://svarka-info.com - Виртуальный справочник сварщика
6. https://www.svarkainfo.ru – Все для надежной сварки
7. https://www. ic-tm.ru/info/svarochnoe_proizvodstvo – журнал Сварочное дело.