Горелка состоит из двух основных частей — ствола и наконечника. Ствол имеет кислородный ниппель 1 и ацетиленовый ниппель 16 с трубками 3 и 15, рукоятку 2, корпус 4 с двумя вентилями — ацетиленовым 14 и кислородным 5.
Вентили служат для пуска и прекращения подачи газа при гашении пламени, а также для регулировки расхода.
Наконечник горелки состоит из смесительной камеры 12, инжектора 13, трубки 11 с ниппелем наконечника б и мундштука 7. Весь узел наконечника подсоединяется к корпусу ствола горелки специальной накидной гайкой.
В комплект горелки входит несколько наконечников разных номеров. Для каждого наконечника установлены размеры каналов инжектора и размеры мундштука.
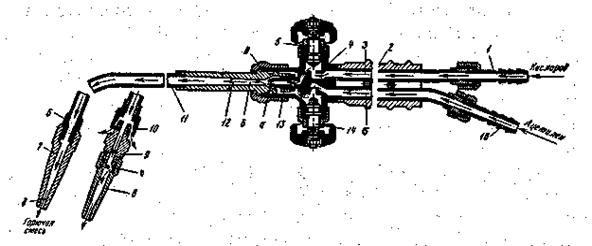
1, 16— кислородный и ацетиленовый ниппели, 2 — рукоятка, 3, 15 —кислородная и ацетиленовая трубки, 4 — корпус, 5, 14 — кислородный и ацетиленовый вентили, 6 — ниппель наконечника, 7 — мундштук, 8 — мундштук для пропай-бутан-кислородной смеси, 9 — штуцер, 10 — подогреватель, 11 — трубка горючей смеси, 12 — смесительная камера, 13 — инжектор; а, б — диаметры выходного канала инжекторасмесительной камеры, в — размер зазора между инжектором и смесительной камерой, г — боковые отверстия в штуцере для нагрева смеси
Рисунок 44 - Устройство инжекторной горелки
Конструкция пропан-кислородных горелок отличается наличием перед мундштуком устройства 10 для подогрева пропан-кислородной смеси. Дополнительный нагрев нужен для повышения температуры пламени.
Безинжекторные горелки. В безинжекторных горелках горючий газ и кислород подаются примерно под одинаковым давлением (0,05-0,01 МПа). В горелке отсутствует инжектор: вместо него имеется простое смесительное сопло, которое ввертывается в трубку наконечника горелки (рис. 45).
Кислород по рукаву через ниппель 4, вентиль 3 и специальные дозирующие каналы поступает в смеситель горелки. Аналогично поступает в горелку и ацетилен.
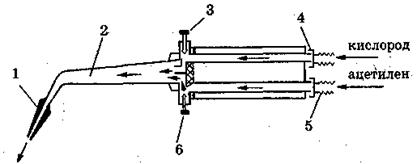
Рисунок 45 - Схема безинжекторной горелки
Для образования нормального сварочного пламени горючая смесь должна вытекать из горелки с определенной скоростью, а именно со скоростью горения. Если скорость истечения больше скорости горения, то пламя будет отрываться от мундштука и гаснуть. Если же, наоборот, скорость истечения меньше скорости горения, то горючая смесь будет загораться внутри наконечника.
В связи с этим сварочные посты дополнительно оборудуют автоматическими регуляторами, обеспечивающими равенство давлений ацетилена и кислорода.
Правила обращения с горелками
Исправная горелка дает нормальное устойчивое сварочное пламя. В случае, если горение неровное, пламя гаснет или отрывается от мундштука, если происходят обратные удары, нужно отрегулировать и проверить все узлы газовой горелки.
Перед проведением проверки необходимо тщательно ознакомиться с инструкцией по эксплуатации горелки.
Для проверки инжектора горелки необходимо подсоединить кислородный рукав, а к корпусу горелки — наконечник. Накидную гайку наконечника затягивают ключом, затем открывают ацетиленовый вентиль, а кислородным редуктором устанавливают необходимое давление кислорода (в зависимости от номера наконечника). Затем пускают кислород в горелку, открывая кислородный вентиль.
Разряжение, которое создает проходящий кислород, можно обнаружить, приложив палец к ацетиленовому ниппелю (палец будет присасываться к ниппелю).
При отсутствии разряжения необходимо проверить, не засорился ли инжектор. Кроме того, проверяют отверстия смесительной камеры и мундштука. При засорении этих отверстий их прочищают, а затем повторяют проверку на подсос.
Величина подсоса зависит от зазора между концом инжектора и входом в смесительную камеру. Зазор регулируют, вывертывая инжектор из смесительной камеры.
Работа неисправными горелками запрещается, так как это может вызвать взрывы, пожары, ожоги газосварщика.
Области применения газовой сварки
Газовая сварка относится к сварке плавлением. Газовая сварка относительно проста, не требует сложного оборудования и источников электрической энергии. К недостаткам газовой сварки относятся, в первую очередь, меньшая скорость и большая зона нагрева, чем при дуговой сварке.
Производительность газовой сварки тонких стальных листов (до 1,5 мм) в полтора раза выше, чем при дуговой сварке покрытыми электродами. Однако при толщине листов свыше 2 мм производительность дуговой сварки уже выше. Поэтому во многих областях газовая сварка вытесняется различными видами электрической сварки.
Газовая сварка применяется при монтаже труб малого и среднего диаметра, ремонте литых изделий из чугуна, сварке изделий из алюминия, меди и латуни, при наплавке. Газовое пламя удобно использовать при пайке.
Газовая сварка уступает дуговой по прочности, пластичности и вязкости металла шва, независимо от толщины свариваемого металла.
Выбор и регулировка сварочного пламени
При выполнении сварочных работ необходимо, чтобы сварочное пламя имело достаточную тепловую мощность. Тепловая мощность подбирается в зависимости от толщины свариваемого металла и его физических свойств.
Мощность теплового пламени определяется количеством ацетилена, проходящего через горелку, и регулируется наконечниками горелки.
Для сварки различных металлов требуется определенный вид сварочного пламени — окислительное, нормальное или науглероживающее. Газосварщик должен уметь устанавливать нужный вид пламени на глаз.